Известен способ обработки многолезвийным инструментом с использованием многорезцовых наладок, при котором в работу одновременно или последовательно вступают все резцы за один проход суппорта, несущего резцедержатель, и заданный участок поверхности обрабатывается одним режущим лезвием на протяжении работы всей наладки до его затупления.
Предложенный способ обработки металлов со снятием струл ки многолезвийным инструментом дает возможность попеременно за цикл или при повторении цикла обработки вводить новые лезвия инструмента в работу, распределив износ на все режущие лезвия многолезвийного инструмента. Особенно эффективно описываемым способом можно обрабатывать большие поверхности жаропрочных и нержавеющих сталей.
Это достигается тем, что применяют инструмент типа фрезы, который нри каждом возвратно-поступательном ходе (или режущего суппорта) поворачивают и фиксируют.
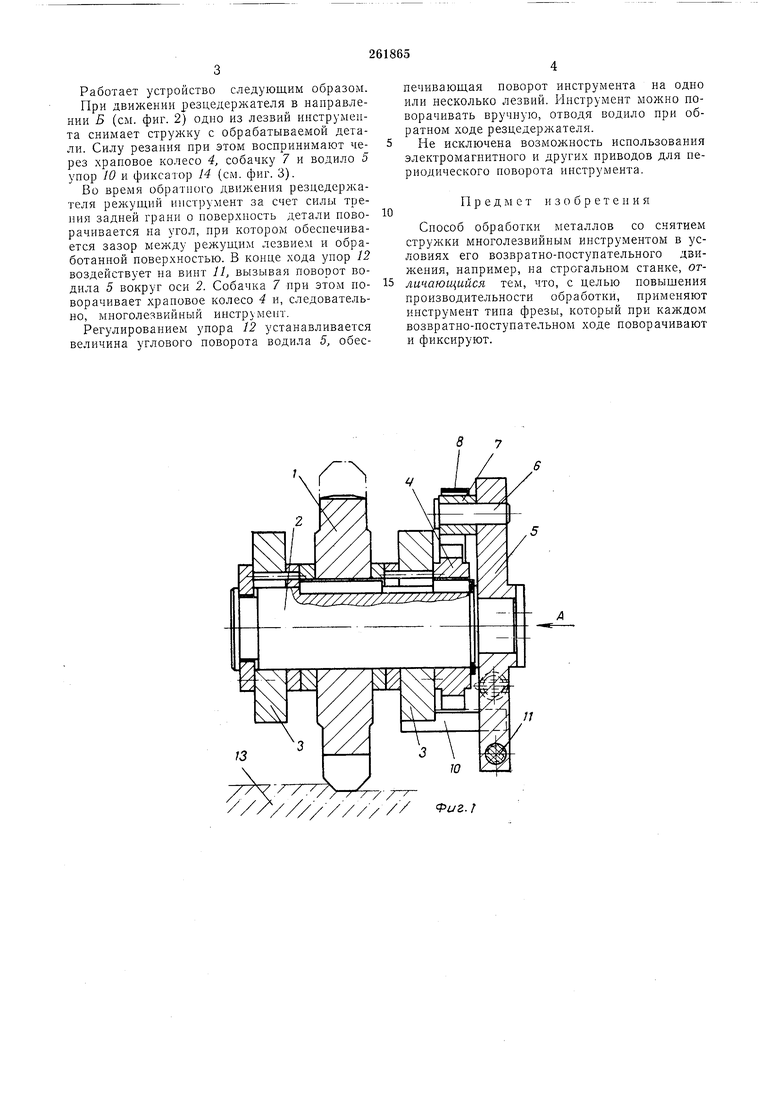
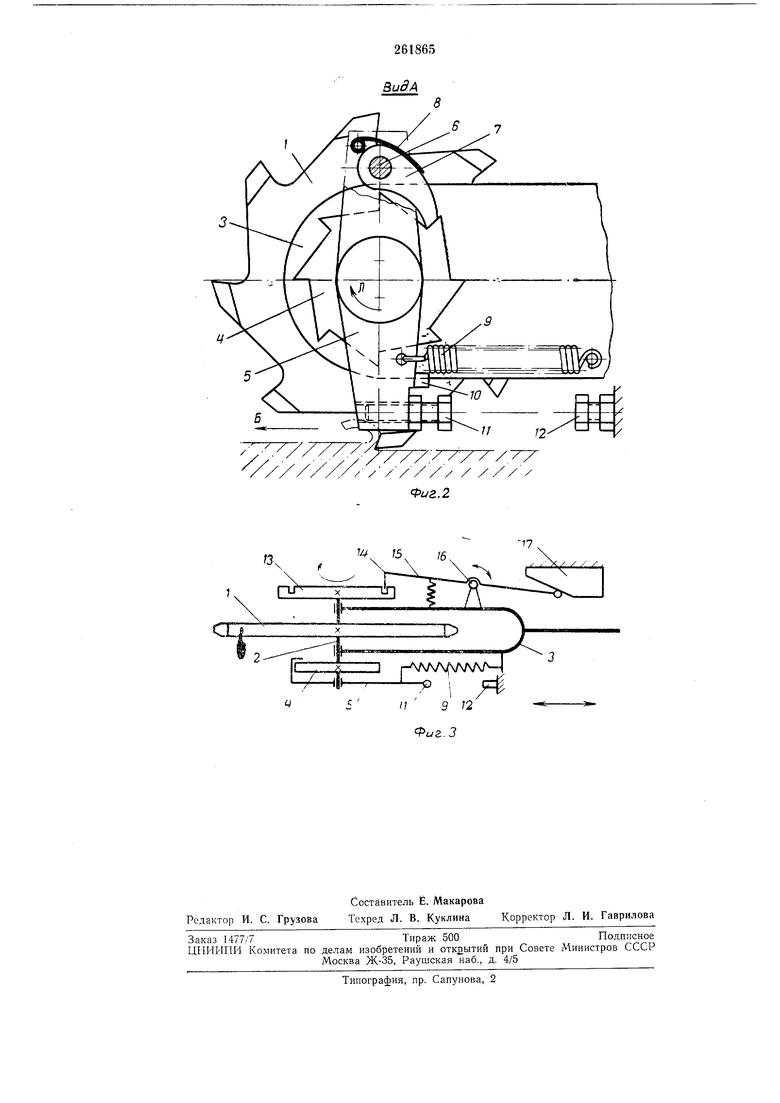
На фиг. 1 изображена конструктивная схема устройства для механической обра.ботки изделий .многолезвийным инструментом по описываемом} способу на строгальном станке; на фиг. 2 - вид по стрелке А на фиг. 1; па фиг. 3 - схема устройства с жесткой фиксацией инструмента.
Устройство для реализации описываемого способа состоит из многолезвийного инструмента 1 (например, фрезы), закрепленного на поворотной оси 2, которая установлена в резцедержателе 3. На конце оси 2 жестко укреплено храповое колесо 4 и свободно посажено воднло 5.
На одном конце водила 5 на оси 6 размещена собачка 7, поджатая пружиной 8 к храновому колесу 4. На другом конце водила 5, поджатом под действием пружины 9 (см. фиг. 2) к жестко закрепленному на резцедержателе 3 упору 10, установлен винт 1L Винт 11 взаимодействует с регулпруемы.м
упором 12, располол ;енным на неподвижном элементе станка.
Для повышения точности и жесткости фиксации режущего инструмента устройство имеет систему фиксации (см. фиг. 3).
На оси 2 установлен делительный диск 13 с фиксирующими гнездами, в которые попеpeiMeHHO входит фиксатор 14 при помощи рычага 15, ось 16 качания которого находится на резцедержателе 3. Один конец рычага 15
взаимодействует с кулачком /7. Нрофиль кулачка выбирают так, чтобы первоначально обеспечивать расфиксацию делительного диска 13, а затем поворот инструмента на одно или несколько лезвий с последующей его фикРаботает устройство следующим образом.
При движении резцедержателя в направлении Б (см. фиг. 2) одно из лезвий инструмента снимает стружку с обрабатываемой детали. Силу резания при этом воспринимают через храповое колесо 4, собачку 7 и водило 5 упор 10 и фиксатор 14 {см. фиг. 3).
Во время обратного движения резцедержателя режущий инструмент за счет силы трения задней гранн о поверхность детали поворачивается на угол, нри котором обеспечивается зазор между режущим лезвием и обработанной поверхностью. В конце хода унор 12 воздействует на винт 11, вызывая поворот водила 5 вокруг оси 2. Собачка 7 при этом поворачивает храповое колесо 4 и, следовательно, многолезвийный инструмент.
Регулированием упора 12 устанавливается величина углового поворота водила 5, обеспечивающая поворот инструмента на одно или несколько лезвий. Инструмент можно поворачивать вручную, отводя водило при обратном ходе резцедержателя.
Не исключена возможность использования электромагнитного и других приводов для периодического поворота инструмента.
Предмет изобретения
Способ обработки металлов со снятием стружки многолезвийным инструментом в условиях его возвратно-поступательного двинсения, например, на строгальном станке, отличающийся тем, что, с целью повышения производительности обработки, применяют инструмент тина фрезы, который при каждом возвратно-поступательном ходе поворачивают и фиксируют.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТРОГАНИЯ | 1971 |
|
SU310745A1 |
| УНИВЕРСАЛЬНЫЙ ПОЛУАВТОМАТ ДЛЯ НАНЕСЕНИЯ РИСОКНА ШКАЛАХ | 1969 |
|
SU244654A1 |
| Резцедержатель к продольно-строгальному станку для прорезки узких и глубоких пазов, например, в роторах ротационных компрессоров | 1941 |
|
SU64132A1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2392096C2 |
| Ударный инструмент | 1983 |
|
SU1105284A2 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| МНОГОЛЕЗВИЙНЫЙ РЕЗЕЦ | 2007 |
|
RU2347649C1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
IX1 гЛЛЛАДЛЛЛЛ-1
Г IP 1 /
5 3 П
иг.З
