to
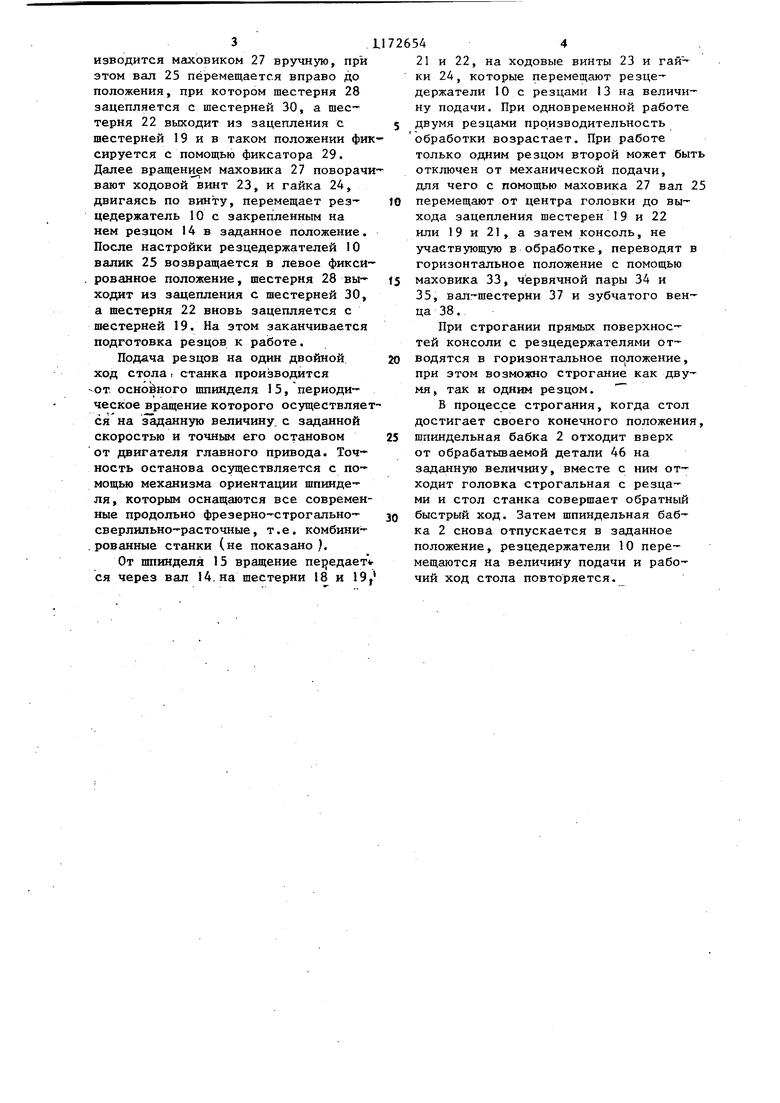
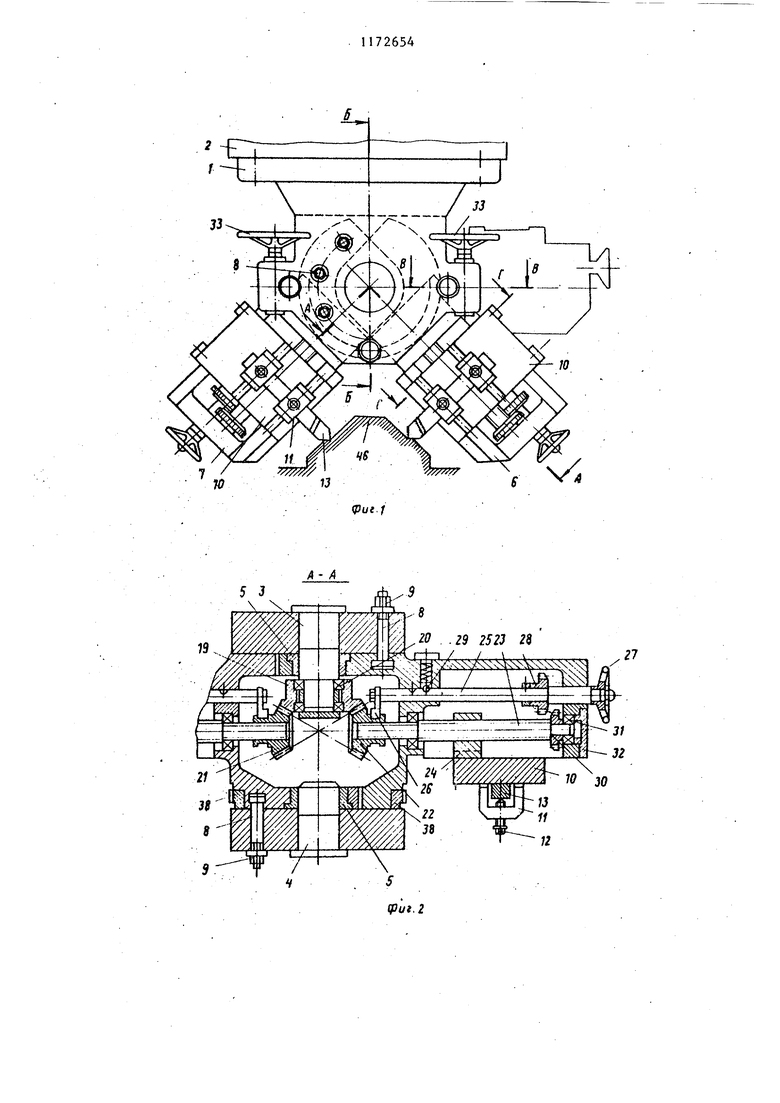
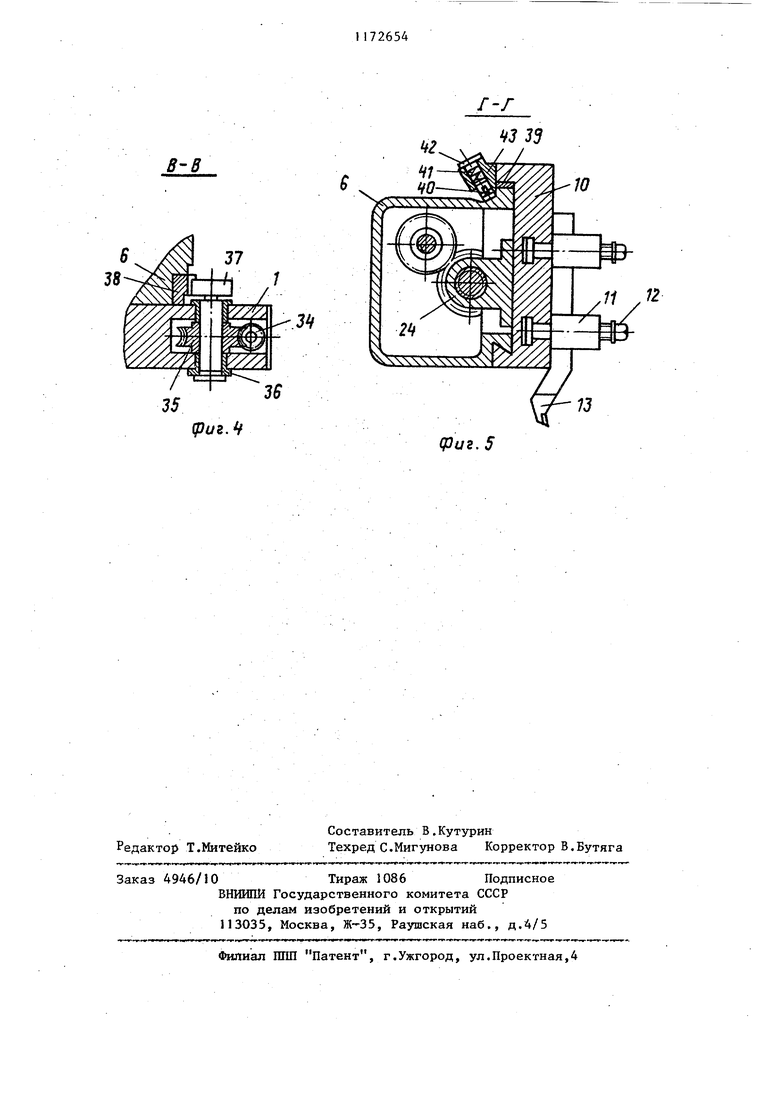
а ел Изобретение относится к машиност роению, а именно к продольно-обрабатывающим станкам для обработки строгание прямых и наклонных повер ностай большой длины. Целью изобретения является расширение технологических возможностей и повышение производительности за счет одновременной обработки наклоннйх плоскостей V-образных направляющих. На фиг.1 изображена головка стро гальная, общий вид; на фиг. 2 - раз рез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг,4 - разрез В-В на фиг.1; на фиг.5 -.разрез Г-Г на фиг.1. Головка строгальная содержит кор рус 1, закрепленный на .торце шпинде нойбабки 2 продольного металлорежущего станка, в котором предусмотр ны Т-образные пазы. В отверстиях ко пуса 1 неподвижно установлены оси 3 и 4, на которых во втулках.5 с возможностью поворота размещеныправая б и левая 7 консоли. Для их фиксации в определенном у ловом положении предусмотрены винты 8 i, входящие в Т-образные пазы этих консолей, и гайки 9. На направляющих правой 6 и левой консолях установлены с возможностью перемещения резцедержатели 10, в которых имеются Т-образные пазы, в последних размещены хомуты 11, не сущие винты 12 для крепления резцов 13. Головка строгальная центрируется при ее установке .на торец шпиндельной бабки 2 с помощью конуса на валу 14, контактирующего с отверстием шпинделя 15, являющимся приводным элементом станка для резцедержателей. Вал смонтирован в подишпниках 16 во фланце 17, установленном неподвижно в корпусе 1. На торце вала 14 закреплена шестерня 18, находящаяся в зацеплении с шестерней 19, установленной в под шипниках 20, смонтированных на оси Шестерня 19 находится в зацеплении с шестернями 21 и 22, смонтированHbWH с возможностью перемещения на шлицевых шейках ходовых винтов 23, которые предназначены для перемещекия левого и правого резцедержателе 10 с помощью закрепленных на них гаек 24. Механизм ручного перемещения резцедержателей 10 состоит из валика 25, на одном конце которого закреплена вилка 26 переключения, взаимодействующая с шестерней 21 или 22, а на другом - маховичок 27. На самом валике закрепляется шестерня 28 и предусмотрены два гнезда под шарики фиксатора 29. Шестерня 28 предназначена для зацепления с шестерней 30, размещенной на ходовом винте 23, установленном с возможностью вращения в .подшипниках 31 и зафиксированном фланцем 32. Механизм поворота содержит маховик 33, насаженный на червяк 34, зацепляющийся с червячнымколесом 35, установленным в корпусе 1 в подшипниках 36 на валу-шестерне 37. Вал-шестерня 37 зацепляется с зубчатым венцом 38, закрепленным на правой 6 и левой 7 консолях. Для выбора зазора в направляющих резцедержателя 10 предусмотрен клин 39 и механизм выбора зазора, состоящий из ползуна с роликом 40, пружины 41, фланца 42 и корпуса 43. Для закрепления правой 6 и левой 7 консолей после- их установки на требуемый угол предусмотрены стягивающая шпилька 44 и гайка 45. Головка строгальная работает следующим образом. Головка устанавливается на торец ползуна 2 продольно-обрабатьш иощего станка, центрируется конусной частью вала Г4 в коническом отверстии шпинделя I5 и закрепляется с помощью механизмов зажима, предусмотренных в ползуне для крепления накладных узлов (не показало . . - . ,. При обработке, например, V-образных направляющих каждая консоль выставляется на требуемый угол с помощью маховика 33 при отжатых винтах 8 и шпильке 44. При этом червяк34 вращает червячную шестерню 35, йотора.4 поворачивает вал-шестерню 37 и зубчатый венец 38 вместе с правой 6 или левой 7 консолями. Затем винты 8 и шпилька 44 затягиваются на корпусе 1 гайками 9 и 45 и фиксируют консоли в заданном положении. Выставка резцедержателей 10, перемещающихся по направляющим консолей, на глубину резания по отношению обрабатываемой детали 46 про3изводится маховиком 27 вручную, при этом вал 25 перемещается вправо до положения, при котором шестерня 28 зацепляется с шестерней 30, а шестерня 22 выходит из зацепления с шестерней 19 и в таком положении фи сируется с помощью фиксатора 29. Далее вращением маховика 27 поворач вают ходовой винт 23, и гайка 24, двигаясь по винту, перемещает резцедержатель 10 с закрепленным на нем резцом I4 в заданное положение. После настройки резцедержателей 10 валик 25 возвращается в левое фикси рованное положение, шестерня 28 выходит из зацепления с шестерней 30, а шестерня 22 вновь зацепляется с шестерней 19. На этом заканчивается подготовка резцов к работе. Подача резцов на один двойной ход стола , станка производится -от основного шпинделя 15, периодическое вращение которого осуществляе ся на заданную величину, с заданной скоростью и точным его остановом от двигателя главного привода. Точность останова осуществляется с помощью механизма ориентации шпинделя, которым оснащаются все современ ные продольно фрезерно-строгальносверлильно-расточные, т.е. комбини. рованные станки (не показано). От шпинделя 15 вращение пе1)едает ся через вал 14. на шестерни 18 и 19 544 21 и 22, на ходовые винты 23 и гайки 24, которые перемещгиот резцедержатели 10 с резцами 13 на величину подачи. При одновременной работе двумя резцами производительность обработки возрастает. При работе только одним резцом второй может быть отключен от механической подачи, для чего с помощью маховика 27 вал 25 перемещают от центра головки до выхода зацепления шестерен 19 и 22 или 19 и 21, а затем консоль, не участвующую в обработке, переводят в горизонтальное положение с помощью маховика 33, червячной пары 34 и 35, вал-шестерни 37 и зубчатого венца 38. При строгании прямых поверхностей консоли с резцедержателями отводятся в горизонтальное положение, при этом возможно строгание как двумя, так и одним резцом. В процессе строгания, когда стол достигает своего конечного положения, шпиндельная бабка 2 отходит вверх от обрабатываемой детали 46 на заданную величину, вместе с ним отходит головка строгальная с резцами и стол станка совершает обратный быстрый ход. Затем шпиндельная бабка 2 снова отпускается в заданное положение, резцедержатели 10 перемещаются на величину подачи и рабочий ход стола повторяется.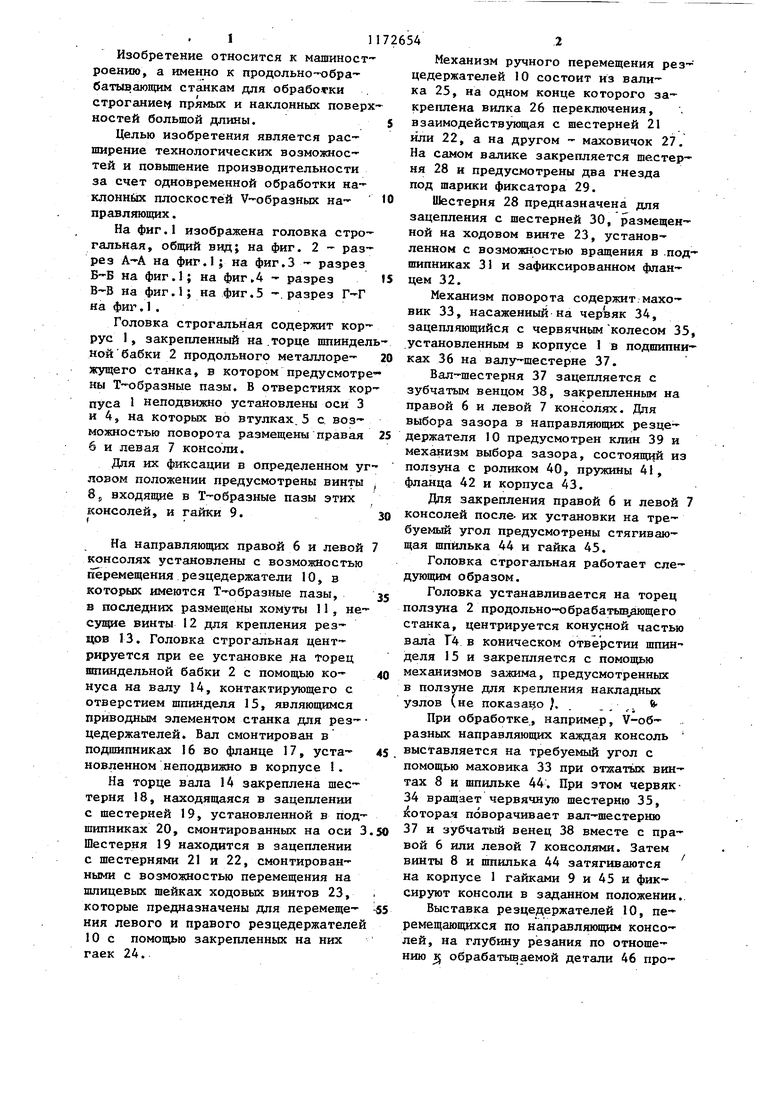
| название | год | авторы | номер документа |
|---|---|---|---|
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
| Строгальная головка | 1987 |
|
SU1491627A1 |
| Станок токарно-винторезный универсальный | 2019 |
|
RU2737905C1 |
| Станок для точения фланцев | 2021 |
|
RU2780213C1 |
| Станок для обработки гребных винтов | 1940 |
|
SU70077A1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| ПРИСПОСОБЛЕНИЕ К ФРЕЗЕРНОМУ СТАНКУ ДЛЯ ОДНОСТОРОННЕГО СТРОГАНИЯ ЗУБЦОВ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС МЕТОДОМ ПРЕРЫВИСТОЙ ОБКАТКИ | 1947 |
|
SU70048A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Полуавтоматическое приспособление к фрезерному станку для обработки окон золотниковых втулок паровозных цилиндров | 1948 |
|
SU84935A1 |
ГОЛОВКА СТРОГАЛЬНАЯ для установки на шпиндельной бабке металлорежущего станка, содержащая корпус с резцедержателем, несущим инструмент и привод его перемещения, отличающаяся тем, 4TOj с целью расширения технологических возможностей, головка снабжена дополнительным резцедержателем с инструментом и их приводом перемещения и двумя консолями с направляющими, установленными в корпусе с возможностью независимого поворота вокруг общей оси в вертикальной плоскоски, а резцедержатели с инструментами размещены на направляющих консолей, причем привод перемещения инструментом предназначен для кинематической связи со шпинде- § лем станка. (Л
19
12
15 П
В-5
ВВ
37
(риъ.Ч
ю
11 72
7J
(Риг. 5
| Колев Н.С | |||
| и др | |||
| Металлорежущие станки | |||
| Машиностроение, 1980, с.87-88, рис.57. |
