Изобретение относится к области обработки металлов резанием, в частности к технологии нарезания зубьев косозубых колес, в том числе зубчатых венцов с внутренними зубьями.
Известны способы обработки таких зубчатых колес фрезерованием дисковыми или пальцевыми фрезами на зубофрезерных станках методом единичного давления. Однако такие способы не обеспечивают необходимую точность зубообработки и, кроме того, возможны только при обработке зубчатых венцов с внутренними зубьями сравнительно большого диаметра делительной окружности.
Известен также способ изготовления косозубых зубчатых колес зубодолблением, который требует использования станков с винтовыми направляющими и косозубых долбяков, что существенно ограничивает выбор угла наклона зубьев определенной величиной.
Наиболее близким, принятым за прототип, является способ непрерывного зубострогания при возвратно-поступательном движении инструмента в виде резца в направлении, параллельном оси вращения заготовки, причем при обратном ходе инструмента он отводится от изделия, и непрерывном вращении заготовки, согласованным с движением инструмента (см. авторское свидетельство СССР №21204335 от 18.01.1982 г.).
Предложен способ обработки косозубых цилиндрических колес инструментом при непрерывном вращении заготовки, равномерном возвратно-поступательном движении инструмента в направлении, параллельном оси заготовки, и отводе его при обратном ходе, в котором движение инструмента со скоростью Vp во время рабочего хода кинематически связано с окружной скоростью Vз обрабатываемого колеса на делительном цилиндре зависимостью:

где β - угол наклона линии зуба на поверхности делительного цилиндра обрабатываемого колеса.
Величина скорости Vз определяется зависимостью:
где m - модуль, мм;
k - число зубьев обрабатываемого колеса между последовательными рабочими ходами инструмента.
Подставляя значения Vз в формулу (1), получим:
или
В случае применения реечного механизма с делительным диаметром шестерни dМ для сообщения прямолинейного равномерного движения инструмента скорость Vp в формуле (4) получим:

где dМ - делительный диаметр реечной шестерни, мм.
n - частота вращения реечной шестерни, об/мин;
Процесс зубострогания в сравнении с фрезерованием имеет то преимущество, что при одинаковых условиях обработки (обрабатываемый материал, модуль, скорость резания и сечения среза) путь резания и число циклов нагружения режущей кромки в 2-4 раза меньше. Профиль инструмента соответствует профилю впадины обрабатываемого зуба в нормальном сечении.
Известно устройство для зубострогания на вертикальном зубофрезерном станке, принятое за прототип, включающее корпус, реечную передачу и инструмент, имеющий возвратно-поступательное движение (см. авторское свидетельство СССР №1373500 от 05.01.1984 г.). Это устройство не позволяет обрабатывать косозубые венцы малого диаметра с внутренним зубом.
Предложено устройство для обработки косозубых цилиндрических зубчатых колес на вертикальном зубофрезерном станке, включающее корпус, реечную передачу и инструмент с возможностью его возвратно-поступательного движения, которое снабжено установленной на суппорте рамой с вертикальными направляющими, в раме выполнено отверстие, в котором расположена с возможностью вращения шестерня, часть зубьев которой срезана до диаметра впадин, входящая в зацепление с зубчатой рейкой, закрепленной на установленном в направляющих рамы ползуне, снабженном резцедержателем с резцом и противовесом.
Для реализации предложенного способа обработки разработанное заявляемое устройство позволяет обрабатывать зубчатые косозубые венцы с внутренним зубом в широком диапазоне углов наклона зубьев с малым диаметром.
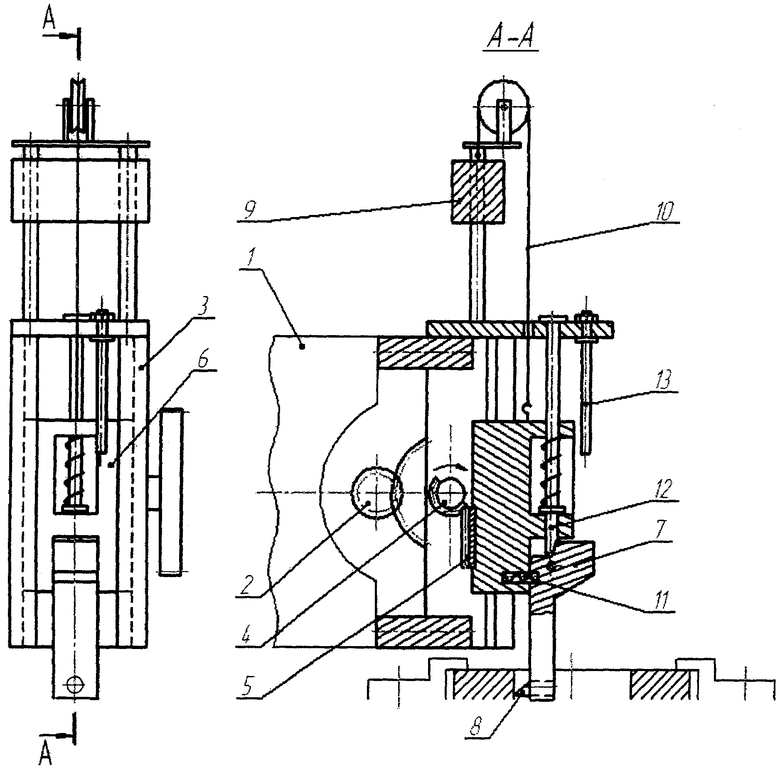
Как видно из чертежа, устройство закрепляется на корпусе 1 суппорта вертикального зубофрезерного станка и соединяется с его шпинделем 2.
Устройство состоит из рамы 3 с вертикальными направляющими, параллельными оси вращения стола станка. В раме выполнено отверстие, в котором горизонтально установлена с возможностью вращения шестерня 4, часть зубьев которой срезана до диаметра впадин. Оставшиеся зубья образуют сектор, зацепляющийся с зубчатой рейкой 5, закрепленной на ползуне 6, установленном в направляющих рамы 3. Ползун снабжен качающимся резцедержателем 7 с резцом 8 и противовесом 9, соединенным с ползуном гибкой связью 10.
Ползун снабжен пружиной 11 и подпружиненным фиксатором 12, взаимодействующими с резцедержателем 7. На раме 3 жестко закреплен толкатель 13, взаимодействующий с резцедержателем.
Устройство работает следующим образом. В начале рабочего хода инструмента ползун с рейкой находятся в верхнем положении, выступ резцедержателя упирается в толкатель 13, а фиксатор 12 удерживает резцедержатель 7 в рабочем положении. При вращении шестерни 4 первый по ходу зуб сектора входит в зацепление с нижним зубом рейки и начинает перемещать ползун вниз. Резец, закрепленный в резцедержателе, прорезает на поверхности заготовки впадину, угол наклона которой определяется соотношением скоростей по формуле (1).
Устройство настраивается так, что при выходе резца из зоны резания фиксатор освобождает резцедержатель, а последний зуб сектора выходит из зацепления с верхним зубом рейки, и пружина 11 отводит резец от заготовки. Так как в это время к рейке обращена та часть шестерни 4, на которой срезаны зубья, противовес 9 поднимает ползун в верхнее положение. При упоре толкателя 13 в выступ резцедержателя последней поворачивается в рабочее положение, а фиксатор под действием пружины опускается и фиксирует резцедержатель.
При дальнейшем вращении шестерни 4 этот цикл повторяется.
Заявляемое комбинированное техническое решение позволяет обрабатывать зубчатые косозубые венцы с внутренним зубом в широком диапазоне углов наклона зубьев с малым диаметром.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБКАТЫВАНИЯ ПРЯМОЗУБЫХ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2332290C1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| ИНСТРУМЕНТ ДЛЯ ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2332289C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2009 |
|
RU2404030C1 |
| Станок для обработки разнонаправленных винтовых канавок | 1978 |
|
SU674833A1 |
| Устройство Баранова М.К. к станку для обработки конических зубчатых колес | 1989 |
|
SU1734571A3 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| Станок для нарезания стружечных канавок на шеверах | 1979 |
|
SU878463A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
Способ осуществляют при непрерывном вращении заготовки, равномерном возвратно-поступательном движении инструмента в направлении, параллельном оси заготовки, и отводе его при обратном ходе. Для повышения точности при обработке зубчатых венцов малого диаметра скорость перемещения инструмента и скорость вращения заготовки выбирают по приведенным уравнениям в зависимости от угла наклона зуба обрабатываемого колеса на делительном цилиндре. Устройство устанавливается на вертикальном зубофрезерном станке и включает корпус, реечную передачу и инструмент с возможностью возвратно-поступательного движения, установленную на суппорте раму с вертикальными направляющими, в раме выполнено отверстие, в котором расположена с возможностью вращения шестерня, часть зубьев которой срезана до диаметра впадин, входящая в зацепление с зубчатой рейкой, закрепленной на установленном в направляющих рамы ползуне, снабженном резцедержателем с резцом и противовесом. 2 н. и 2 з.п. ф-лы, 1 ил.
1. Способ обработки косозубых цилиндрических колес инструментом при непрерывном вращении заготовки, равномерном возвратно-поступательном движении инструмента в направлении, параллельном оси заготовки, и отводе его при обратном ходе, отличающийся тем, что перемещение инструмента осуществляют с помощью реечной зубчатой передачи со скоростью
Vp=π·dМ·n, мм/мин,
где Vp - скорость перемещения инструмента;
dМ - делительный диаметр реечной шестерни, мм;
n - частота вращения реечной шестерни, об/мин,
а окружную скорость заготовки определяют по зависимости:
 мм/мин,
мм/мин,
где Vз - окружная скорость заготовки;
m - модуль обрабатываемого зубчатого колеса, мм;
k - число зубьев обрабатываемого колеса между последовательными рабочими ходами инструмента;
β - угол наклона зуба обрабатываемого колеса на делительном цилиндре,
при этом угол β определяют в соответствии с зависимостью:
 .
.
2. Устройство для обработки косозубых цилиндрических зубчатых колес на вертикальном зубофрезерном станке, включающее корпус, реечную передачу и инструмент с возможностью возвратно-поступательного движения, установленную на суппорте раму с вертикальными направляющими, в раме выполнено отверстие, в котором расположена с возможностью вращения шестерня, часть зубьев которой срезана до диаметра впадин, входящая в зацепление с зубчатой рейкой, закрепленной на установленном в направляющих рамы ползуне, снабженном резцедержателем с резцом и противовесом.
3. Устройство по п.2, отличающееся тем, что оно снабжено пружиной и фиксатором, взаимодействующими с резцедержателем.
4. Устройство по п.2 или 3, отличающееся тем, что на раме закреплен толкатель, взаимодействующий с резцедержателем.
| Способ обработки зубьев цилиндрических колес | 1982 |
|
SU1204335A2 |
| Устройство для обработки зубчатых колес | 1984 |
|
SU1373500A1 |
| Способ обработки зубьев цилиндрических колес | 1972 |
|
SU499067A1 |
| Суппорт зубодолбежного станка | 1976 |
|
SU630043A1 |
| Способ обработки зубьев цилиндрических колес | 1978 |
|
SU865566A1 |
| US 4244668 A, 13.01.1981. | |||

