Предлагаемая установка относится к области производства корпусных конструкций, главным образом к котлостроению, химическому и нефтяному машиностроению, а также к ряду смежных производств.
Известная установка для приварки штуцеров к аипаратам содержит раму, автомат для сваркя, закрепленный на штанге копирны ролик, оиираюн,ийся иа изделие.
К недостаткам такой установки можно отнести ухудшение качества сварного соединения, так как сварочный шов иногда не совпадает со стыком из-за того, что не всегда гарантируется большая точность копирования.
Предложенная установка повышает эффективность копирования, а также качество сварного соединения за счет обеспечения копирования пространственной кривой пересечения штуцера с корпусом аппарата. Для этого на раме смонтировано поворотное колесо, в котором установлены И1танга со сварочной горелкой и корпус, в котором на зубчатой рейке закреплен конирный ролик, ири этом горелка оснащена опорным роликом, копирующим боковую поверхность штуцера, а И1танга со сварочной горелкой связана с рейкой копира валом, закрепленным на поворотном колесе.
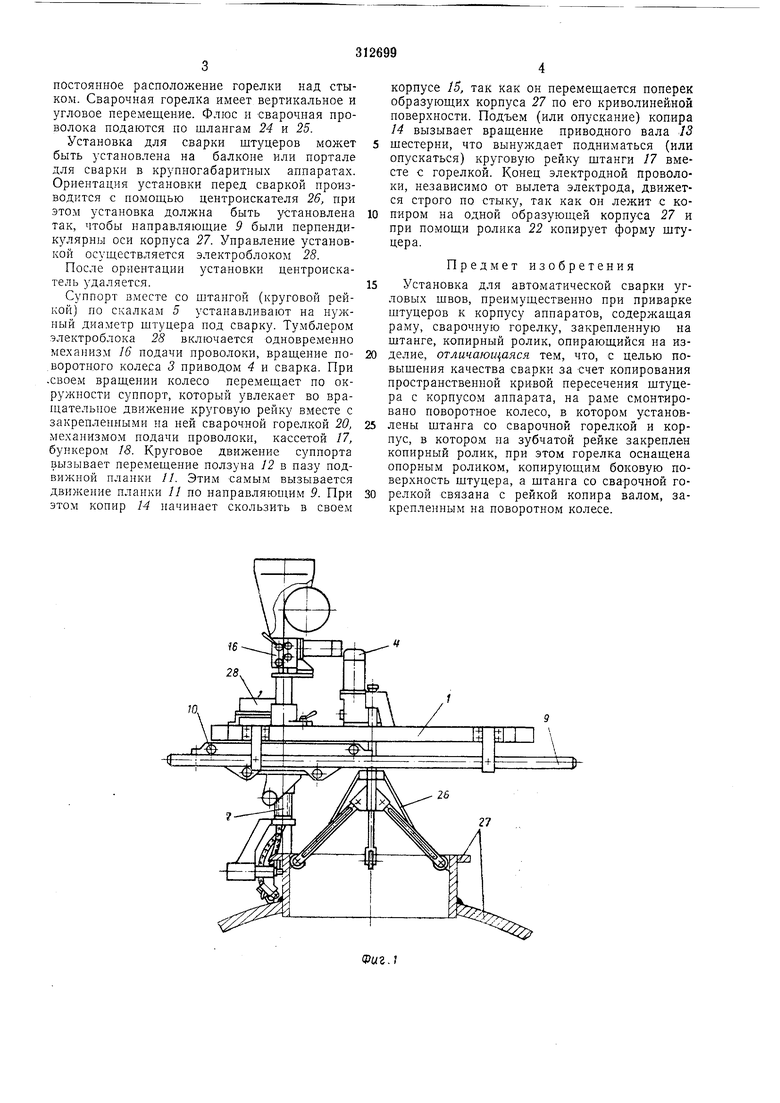
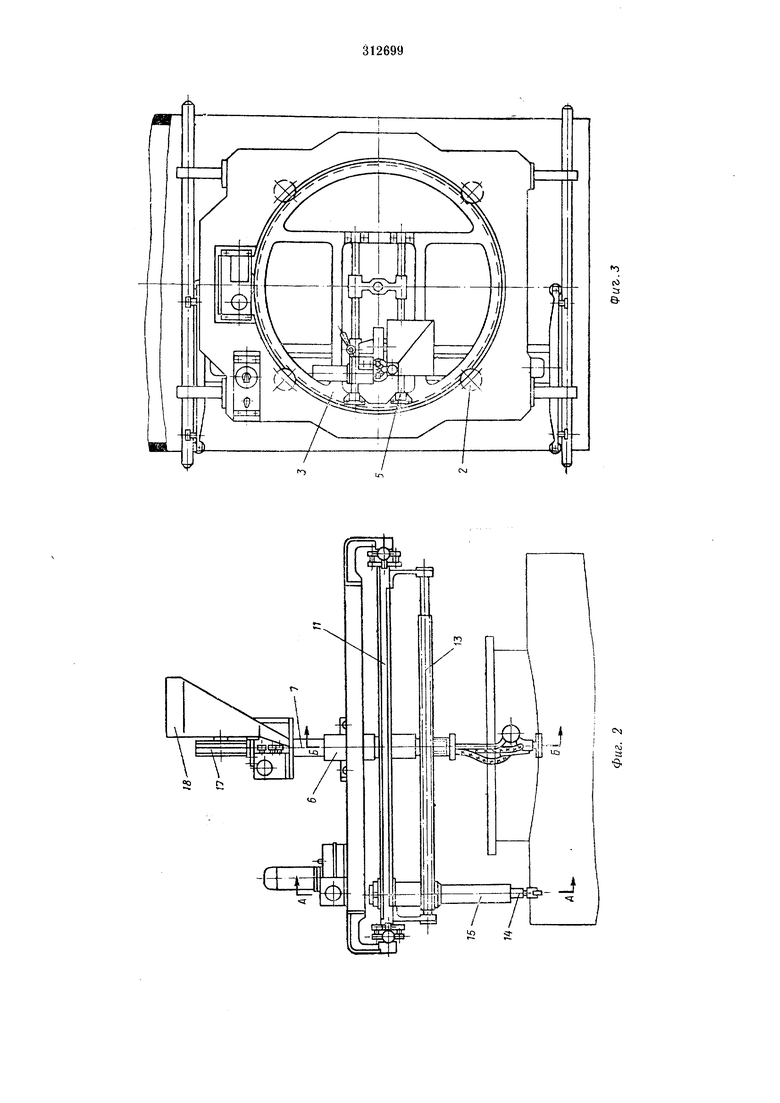
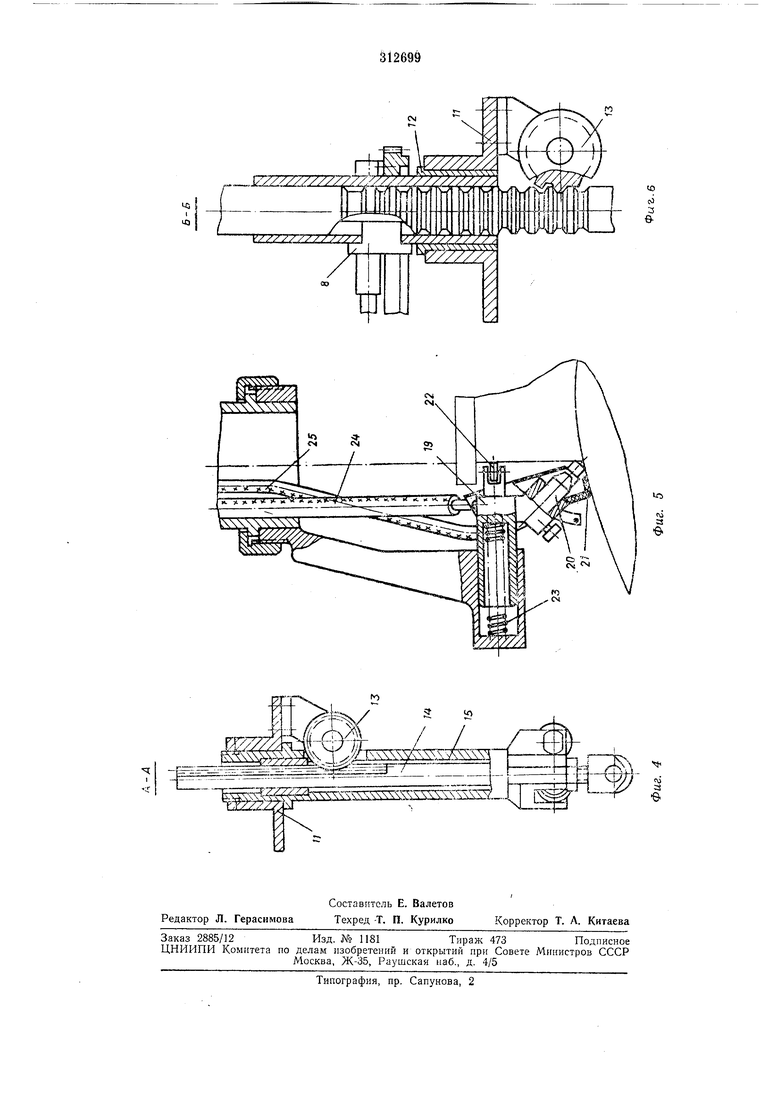
то же, вид сверху; на фиг. 4 - горелка; иа фиг. 5 - сечение Л-Л по копиру; на фиг. G - сечение Б-Б по штанге сварочной головки с круговой рейкой.
Установка состоит из рамы / с опорными роликами 2, в которых вращается поворотное колесо 3 от Г1ривода 4. На иоворотном колесе закреплены две скалки 5, ио которым перемещается суппорт 6, Е суппорте -иеремсмцается штанга 7 в виде круговой рейки. Круговая рейка 7 имеет шпонку 8, препятствуюидую провороту круговой рейки в суппорте. Рама несет две направляющие 9, по которым с поMOHibKi роликов W движется подвижная планка У/. В планке имеется паз, в котором двигается иолзун /2 с отверстием для суппорта. На планке на иодшииниках закреплен нриводной вал 13, выиолнеиный в виде шестерни. Эта шестерня входит в зацепление с круговой рейкой штанги 7 и рейкой копира 14, который находится Б кориусе 15. Корпус 15 крепится на планке //. На круговой рейке штанги 7 крепится механизм 16 для подачи проволоки, кассета с проволокой 17 и бункер 18 для подачи фл1оса. В ннжией части штанги 7 кренптся кронштейн 19 со сварочной горелкой 20, флюсоудерживающим ирисиособлением 21 и опорным роликом 22. За счет постоянного прилегания опорного ролика 22 к 1итуцеру ири помощи пружины 23 достигается
постоянное расположение горелки над стыком. Сварочная горелка имеет вертикальное и угловое перемещение. Флюс и сварочная проволока подаются по шлангам 24 и 25.
Установка для сварки штуцеров может быть установлена на балконе или портале для сварки в крупногабаритных аппаратах. Ориентация установки перед сваркой производится с помощью центроискателя 26, при этом установка должна быть установлена так, чтобы направляющие 9 были перпендикулярны оси корпуса 27. Управление установкой осуществляется электроблоком 28.
После ориентации установки центроискатель удаляется.
Суппорт вместе со штангой (круговой рейкой) по скалкам 5 устанавливают на нужный диаметр штуцера под сварку. Тумблером электроблока 28 включается одновременно механизм 16 подачи проволоки, вращение по. воротного колеса 3 приводом 4 и сварка. При .своем вращении колесо перемещает по окружности суппорт, который увлекает во вращательпое движенпе круговую рейку вместе с закрепленными на ней сварочной горелкой 20, механизмом подачи проволоки, кассетой 17, буккером 18. Круговое движение суппорта вызывает перемещение ползуна 12 в пазу подвижной планки 11. Этим самым вызывается движение планки 11 по направляющим 9. При этом копир 14 начинает скользить в своем
корпусе 15, так как он перемешается поперек образующих корпуса 27 по его криволинейион поверхности. Подъем (или опускание) копира 14 вызывает вращение приводного вала 13 шестерни, что вынуждает подниматься (или опускаться) круговую рейку щтанги 17 вместе с горелкой. Конец электродной проволоки, независимо от вылета электрода, движется строго по стыку, так как он лежит с копиром на одной образующей корпуса 27 и при помощи ролика 22 копирует форму штуцера.
Предмет изобретения
Установка для автоматической сварки угловых швов, преимущественно при приварке щтуцеров к корпусу аппаратов, содержащая раму, сварочную горелку, закрепленную на штанге, копирный ролик, опирающийся на изделие, отличающаяся тем, что, с целью повышения качества сварки за счет копирования пространственной кривой пересечения штуцера с корпусом аппарата, на раме смонтировано поворотное колесо, в котором установлены штанга со сварочной горелкой и корпус, в котором па зубчатой рейке закреплен копирный ролик, при этом горелка оснащена опорным роликом, копирующим боковую поверхность штуцера, а щтанга со сварочной горелкой связана с рейкой копира валом, закрепленным на поворотном колесе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термической резки | 1974 |
|
SU564113A1 |
| Установка для вырезки отверстий в цилиндрических поверхностях | 1968 |
|
SU275708A1 |
| УСТАНОВКА ДЛЯ ВЫРЕЗКИ ОТВЕРСТИЙ В ЦИЛИНДРИЧЕСКИХ КОРПУСАХПАТ[НТ1;о-1п;ш':;:'кдяБИБЛИОТЕКА | 1971 |
|
SU292740A1 |
| Устройство для вырезки отверстий в цилиндрических поверхностях | 1976 |
|
SU632514A1 |
| Устройство для дуговой сварки круговых швов | 1990 |
|
SU1775257A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| Установка для вырезки отверстий в цилиндрических корпусах | 1968 |
|
SU281135A2 |
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |
| Устройство для сварки кольцевых швов | 1977 |
|
SU637216A1 |
| Устройство для автоматической сварки угловых швов | 1978 |
|
SU912459A1 |
со а &
N
i а
&
«э
3 в
10
гй 3
SSSSSSSSSSS55S2.
ч ъ
S
