Изобретение предназначено для прессования формовок из угольной шихты в установке для производства формованного металлургического кокса.
Известен валково-гусеничный пресс для брикетирования угля, содержащий валок с ячейками и бесконечную ячеистую гусеницу, огибающую валок на рабочем участке. Однако в таком прессе при брикетировании происходит залипание брикетов в ячейках валка и гусеницы, очистка которых невозможна из-за сложной конфигурации ячеек. Жесткая катковая опора при попадании излишков угля создает в одних точках прессования слишком большие давления, а в других точках зоны прессования давление может полностью отсутствовать, создавая неравномерное прижатие гусеницы к ячейковому валку. Жесткая катковая опора не дает возможности увеличить угол зоны прессования более 180°, ограничивая производительность пресса. Кроме того, сложность копструкции роликовой цепи катковой опоры и зубчатого зацепления между ячейковым и гусеницей требует довольно жестких допусков при их изготовлении.
контактирующими на рабочем участке с кольцевыми валка.
Внутри гусеницы установлен бесконечный гибкий элемент с натяжным роликом, поджатый к ней на рабочем участке.
При такой конструкции пресса, в процессе прессования, брикет может остаться либо в кольцевой проточке валка, где легко отделяется скребком, либо в проточке гусеницы, при
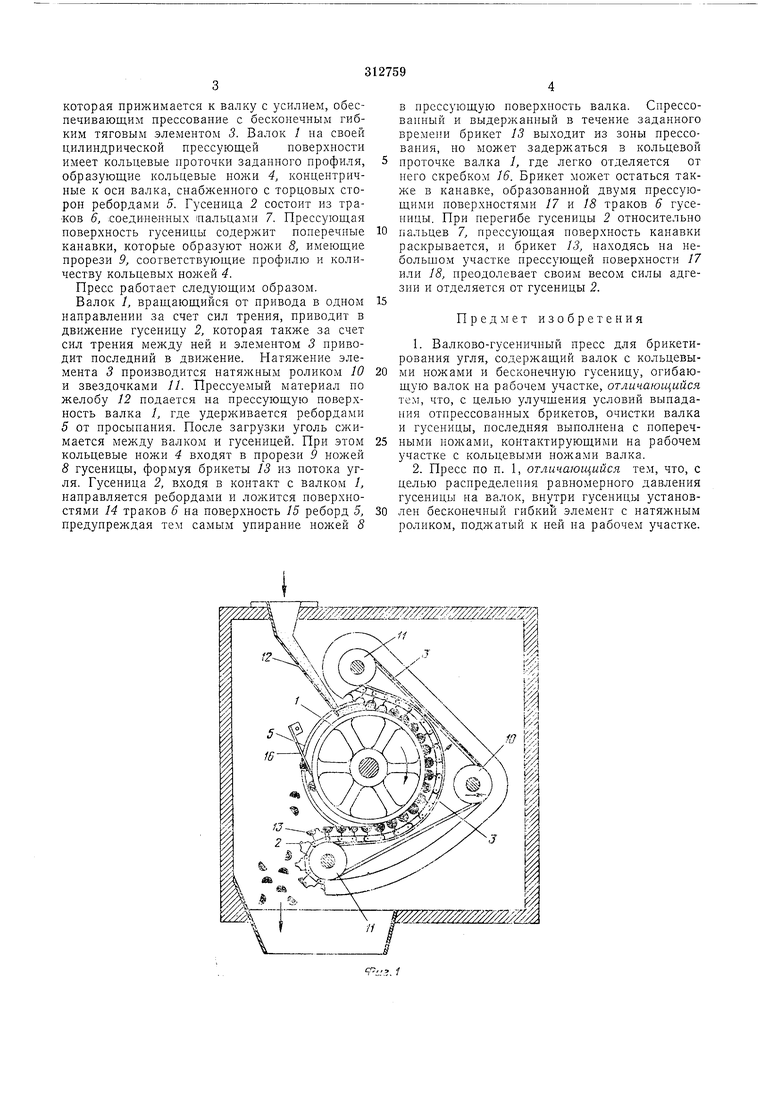
перегибе которой по оси канавки, брикет силой собственного веса легко преодолевает силы адгезии и отпадает. Для разгрузки гусеницы от тяговых усилий, последняя с нерабочей стороны прижпмается бесконечным гибКИМ тяговым элементом, расположенным так же, как и гусеница, и имеет иатяжной каток, который создает в канате растягивающее усилие, необходимое для прессования. Это позволяет гусенице при нопадании излишков угля на отдельных участках зоны прессования, прогибаться только на этих участках, не снимая давления с остальной части в зоне прессования. Па фиг. I изобран ен валково-гусеничный
пресс, общий вид; на фиг. 2 - разрез по А-А
на фиг. 1; на фиг. 3 - разрез по Б-Б на
которая прижимается к валку с усилием, обеспечивающим прессование с бесконечным гибким тяговым элементом 3. Валок 1 на своей цилиндрической прессующей поверхности имеет кольцевые нроточки заданного профиля, образующие кольцевые ножи 4, концентричные к оси валка, снабженного с торцовых сторон ребордами 5. Гусеница 2 состоит из траков 6, .соедиценных пальцами 7. Прессующая поверхность гусеницы содержит поперечные канавки, которые образуют ножи 8, имеющие прорези 9, соответствующие профилю и количеству кольцевых ножей 4.
Пресс работает следующим образом.
Валок /, вращающийся от привода в одном направлении за счет сил трения, приводит в движение гусеницу 2, которая также за счет сил трения между ней и элементом 3 приводит последний в . Патяжение элемента 3 производится натяжным роликом 10 и звездочками 11. Прессуемый материал по желобу 12 подается на прессующую поверхность валка 1, где удерживается ребордами 5 от просыпания. После загрузки уголь сжимается между валком и гусеницей. При этом кольцевые ножи 4 входят в прорези 9 ножей 8 гусеницы, формуя брикеты 13 из потока угля. Гусеница 2, входя в контакт с валком 1, направляется ребордами и ложится поверхностями 14 траков 6 на поверхность 15 реборд 5, предупреждая тем самым упирание ножей 8
в прессующую поверхность валка. Спрессованный и выдержанный в течение заданного времени брикет 13 выходит из зоны прессования, но может задержаться в кольцевой проточке валка 1, где легко отделяется от него скребком 16. Брикет может остаться также в канавке, образованной двумя прессующими поверхностями 17 и 18 траков 6 гусеницы. При перегибе гусеницы 2 относительно пальцев 7, прессующая поверхность канавки раскрывается, и брикет 13, находясь на небольшом участке прессующей поверхности 17 или 18, преодолевает своим весом силы адгезии и отделяется от гусеницы 2.
Предмет изобретения
1.Валково-гусеничпый пресс для брикетирования угля, содержащий валок с кольцевыми ножами и бесконечную гусеницу, огибающую валок на рабочем участке, отличающийся тем, что, с целью улучшения условий выпадания отпрессованных брикетов, очистки валка и гусеницы, последняя выполнена с поперечными ножами, контактирующими на рабочем участке с кольцевыми ножами валка.
2.Пресс по н. 1, отличающийся тем, что, с целью распределения равномерного давления гусеницы на валок, внутри гусеницы установлен бесконечный гибкий элемент с натяжным роликом, поджатый к ней на рабочем участке.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛКОВО-ГУСЕНИЧНЫЙ ПРЕСС | 1973 |
|
SU387850A1 |
| ВАЛКОВО-ГУСЕНИЧНЫЙ ПРЕСС | 1966 |
|
SU185249A1 |
| ВАЛКОВО-ЛЕНТОЧНЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ МАТЕРИАЛОВ | 1973 |
|
SU389929A1 |
| Валково-ленточный брикетный пресс | 1987 |
|
SU1440739A1 |
| ВАЛЬЦОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2204486C2 |
| Валково-ленточный брикетный пресс | 1983 |
|
SU1159639A1 |
| ГУСЕНИЦА БРИКЕТИРОВОЧНОГО ПРЕССА | 1973 |
|
SU363619A1 |
| Валковый пресс для брикетирования сыпучих материалов | 1987 |
|
SU1433832A1 |
| Пресс для формирования пластичных керамических масс | 1974 |
|
SU588117A1 |
| Брикетный пресс | 1949 |
|
SU87068A1 |

.Р/;
I
