. о
со
(UD
Изобретение отргоснтся к обработке материалов давлением, а именно к брикетным прессам, и может быть использовано для брикетирования при подготовке шихты для аглодоменного и сталеплавильного производства.
Цель изобретения - поньшение качества брикетирования.
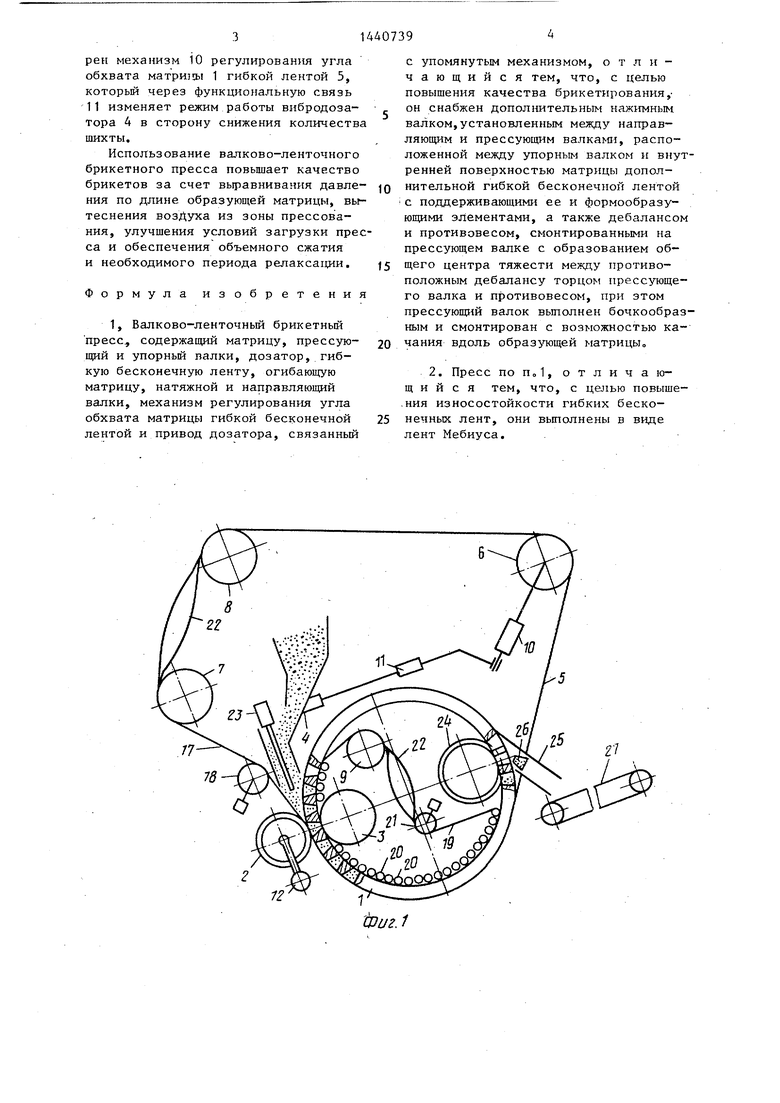
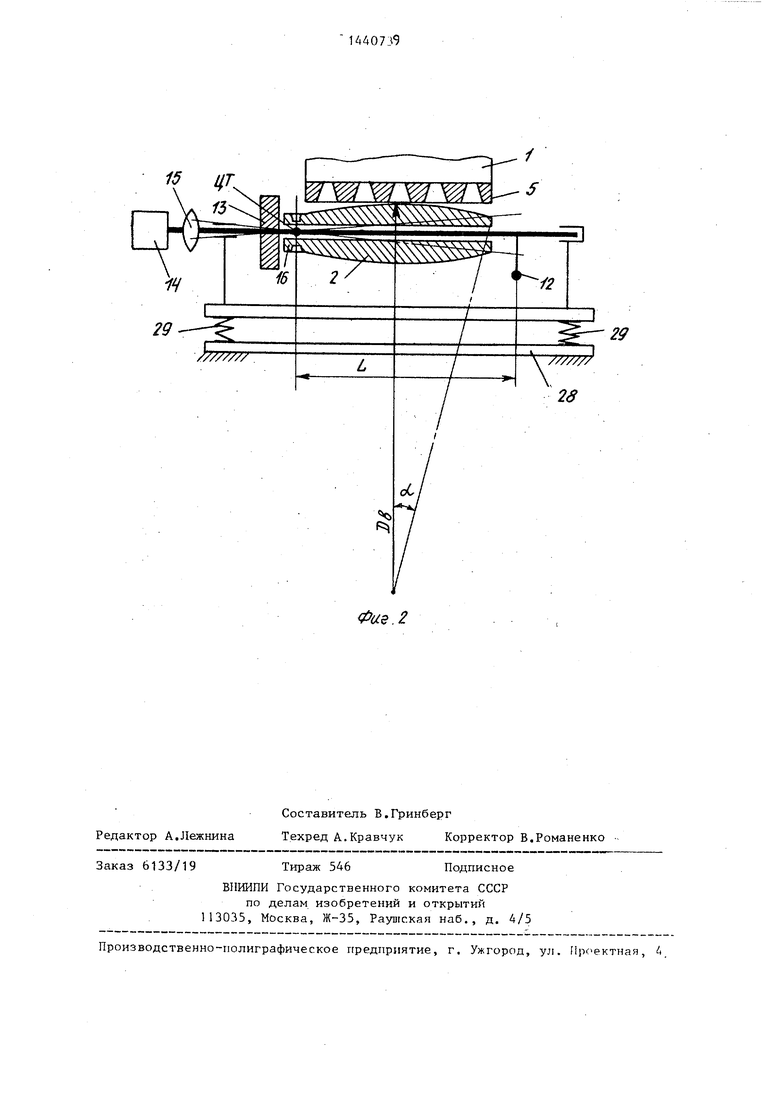
На фиг,1 изображен валково-лен точный брикетньй пресс, общий вид; на фиг.2 - прессующий валок с-деба- лансом и противовесом.
Вапково-ленточньй брикетньй пресс содержит матрицу 1, прессующий 2 и упорный 3 валки дозатор 4, гибкую бесконечную ленту 5, огибающую матрицу 1, натяжной 6 и направляющие 7, 8 и 9 валки, механизм 10 ре- гулирования угла обхвата матрицы 1 гибкой бесконечной-лентой 5 и функциональную связь 11 между механизмом 10 и приводом дозатора 4 Прессующий валок 2 снабжен.дебалансом 12 и противовесом 13 так, что их общий центр тяжести (ЦТ) расположен между противоположным дебалансу 12 торцом валка 2 и противовесом 13. Прессующий валок 2 вьшолнен бочко- образным и смонтирован с возмож-т ностью качения вдоль образующей матрицы 1. Привод дебаланса 12 осуществляется от электродвигателя 14 через лепестковую муфту 15 Привод прессующего валка 2 осуществляется через муфту 16 и клиноременную передачу от электродвигателя (не показан) о Для формирования угла обхвата матрицы 1 гибкой лентой 5 на ее участке 17 между направляюс1им 7 и прессующим 2 валками дополнительно установлен нажимной валок 18. Между упорным валком 3 .и внутренней поверхностью матрицы 1 дополнительно рас- полагают гибкую бесконечную ленту 1 с поддерживающими ее и формообразующим элементами 20, например роликами. Лента 19 натягивается при помоищ натяжного валка 21 о Гибкие ленты 5 и 19 выполнены в виде лент Мебиуса 22 Для улучшения подачи шихты в зону между лентой 5 и матрицей 1 установлен виброуплотнитель 23. На внутренней поверхности матрицы 1 установлен выталкиватель 24, в районе кторого к матрице 1 примыкают желоба 25, по которым брикеты 26 поступают на сборньй конвейер 27. Прессующий
0 5
0
5
валок 2 укреплен на раме 28 с амортизаторами 29.
Валково-ленточньй -брикетньй пресс работает следующим образом
Прессуемьй материал (шихта) подается в зону между лентой 5 и вращающейся от индивидуального привода матрицей 1 при помощи, .например, виб- родозатора 4 и виброуплотнителя 23. Прессующий валок 2 через ленту 5 запрессовывает шихту в конические отверстия матрицы 1, совершая вращательное движение относительно собственной оси и качательное относительно центра тяжести (ЦТ), расположенного между противоположным дебалансу 1-2 торцом валка 2 и противовесом 13.
С этой целью прессующий валок 2 вьшолнен бочкообразным и укреплен на раме 28 с амортизаторами 29 Де- баланс 12 раскачивает валок 2 при помощи привода от электродвигателя 14 через лепестковую муфту 15. Вращательное движение валка 2 осуществляется от индивидуального привода через муфту 16.
В момент загрузки, запрессовки и вплоть до разгрузки шихта, а затем брикеты находятся в конических отверстиях матрицы 1 между гибкими бесконечными лентами 5 и 19, выполненными в виде поверхностей Мебиуса 22. Запрессовка брикетов (максимальное давление на шихту) осуществляется между прессующим 2 и упорным 3 валкамио Затем брикеты в конических отверстиях матрицы 1 благодаря бесконечным лентам 5 и 19 остаются на период релаксации в сжатом состоянии до их подхода к выталкивателю 24, которьш выталкивает брикеты 26 из отверстий матрицы 1 в желоба 25, и далее они поступают на сборньш конвейер 27 и отправляются потребителю
Для оперативного изменения угла обхвата матрицы 1 гибкой лентой 5 на ее участке 17 между направляюищм 7 и прессующим 2 валками дополнительно установлен нажимной валок 18 с индивидуальным нажимным устройством, что позволяет получать брикеты заданной плотности из различных материалов и при различных их физико-механических свойствах, напри- . .мер влажности и т.д. При резком увеличении количества подаваемой Ц1ихты дозатором 4 схемой пресса предусмо-треи механизм 10 регулирования угла обхвата матри1ц 1 1 гибкой лентой 5, которьй через функциональную связь 11 изменяет режим работы вибродозатора 4 в сторону снижения количества шихты.
Использование валково-ленточного брикетного пресса повышает качество брикетов за счет выравнивания давле- ния по длине образующей матрицы, вытеснения воздуха из зоны прессования, улучшения условий загрузки пресса и обеспечения объемного сжатия и необходимого периода релакса1щи.
Формула изобретения
1, Вапково-ленточный брикетный пресс., содержащий матрицу, прессую- 1ЩЙ и упорный палки, дозатор, гибкую бесконечную ленту, огибающую матрицу, натяжной и направляющий валки, механизм регулирования угла обхвата матрицы гибкой бесконечной лентой и привод дозатора, связанный
с упомянутым механизмом, отличающийся тем, что, с целью повышения качества брикетирования,- он снабжен дополнительным нажимньм валком,установленным между направляющим и прессующим вaлкa aI, расположенной между упорным валком и внутренней поверхностью матрицы дополнительной гибкой бесконечной лентой с поддерживающими ее и формообразующими элементами, а также дебалансом и противовесом, смонтированными на прессующем валке с образованием общего центра тяжести между противоположным дебалансу торцом прессующего валка и противовесом, при этом прессующий валок вьшолнен бочкообразным и смонтирован с возможностью качания вдоль образующей матрицы
2. Пресс по п,
о т л и ч а 1о-
щ и и с я тем, что, с целью повыше- .ния износостойкости гибких беско- 25 нечных лент, они выполнены в виде лент Мебиуса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валково-ленточный брикетный пресс | 1983 |
|
SU1159639A1 |
| Устройство подачи шихты в валковый пресс | 1986 |
|
SU1420046A1 |
| ВАЛКОВО-ГУСЕНИЧНЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ УГЛЯс? г ": | 1971 |
|
SU312759A1 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ПОЛИДИСПЕРСНЫХ СЫПУЧИХ МАТЕРИАЛОВ | 2010 |
|
RU2450929C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ЗАКЛАДОЧНОЙ СМЕСИ ИЗ ШЛАМОВЫХ ОТХОДОВ И НЕКОНДИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2030592C1 |
| ВАЛЬЦОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2204486C2 |
| ВАЛОК БРИКЕТИРОВОЧНОГО ПРЕССА | 1995 |
|
RU2116201C1 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ СЫПУЧИХ ПОЛИДИСПЕРСНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2450928C2 |
| ПРЕСС ВАЛКОВЫЙ ДЛЯ БРИКЕТИРОВАНИЯ ПОЛИДИСПЕРСНЫХ СЫПУЧИХ МАТЕРИАЛОВ | 2010 |
|
RU2450930C2 |
| Пресс штемпельный брикетный | 1982 |
|
SU1038252A1 |
Изобретение относится к обработке материалов давлением, конкретно к брикетным прессам, и может быть использовано для брикетирования при подготовке шихты для аглоДоменного и сталеплавильного производств. Цель изобретения - повышение качества брикетов. Прессуюищн валок 2 снабжен дебалансом 12 и противовесом так, что их общий центр тяжести расположен между противоположным дебалансу торцом валка и противовесом. Валок вьшолнен бочкообразным с возможностью качения вдоль образующей матрицы 1. На участке гибкой ленты 5 между направляющим 7 и прессующим 2 валками дополнительно установлен нажимной валок 18. Между упорным валком 3 и внутренней поверхностью мат- рицы 1 дополнительно располагают гибкую бесконечнцю ленту 19 с поддерживающими ее и формообразующими элементами 20, Гибкие бесконечные ленты 5 и 19 выполнены в В1ще поверхностей Мёбиуса, при этом выравнивается давление по длине образующей матрицы. 1 з,п. ф-лы, 2 ил. с и (Л
Шиг.1
15
29
Фаз. 2
| Валково-ленточный брикетный пресс | 1983 |
|
SU1159639A1 |
