Изобретение относится -к области обработки -металлов давлением, в частности способом прессования, и может быть использовано при получении к-руанотабаритных полуфабрикатов из тугоплавких труднодеформируемых металлов и сплавов.
Известен способ получения полуфабрИ1катов из тугоплавких труднодеформируемых металлов 1И сплавов, например вольфрама, молибдена, при котором предварительно производят осадку слитка .в контейнере со степенью деформации 3-10%, а затем прессование его в направлении усилия осадки. Одна-ко крупногабаритные полуфабрикаты, получаемые этим спо1СО бом, ИдМеют большую анизотропию свойств по длине « .поперечному сечению, а также .небольшой выход годного.
Целью изобретения является получение крупногабаритных полуфабрикатов диаметром 120-200 мм, имеющих однородную мелкозернистую структуру по всему объему пресс-изделия, снижение анизотропии м-еханических свойств, а также увеличение выхода годного.
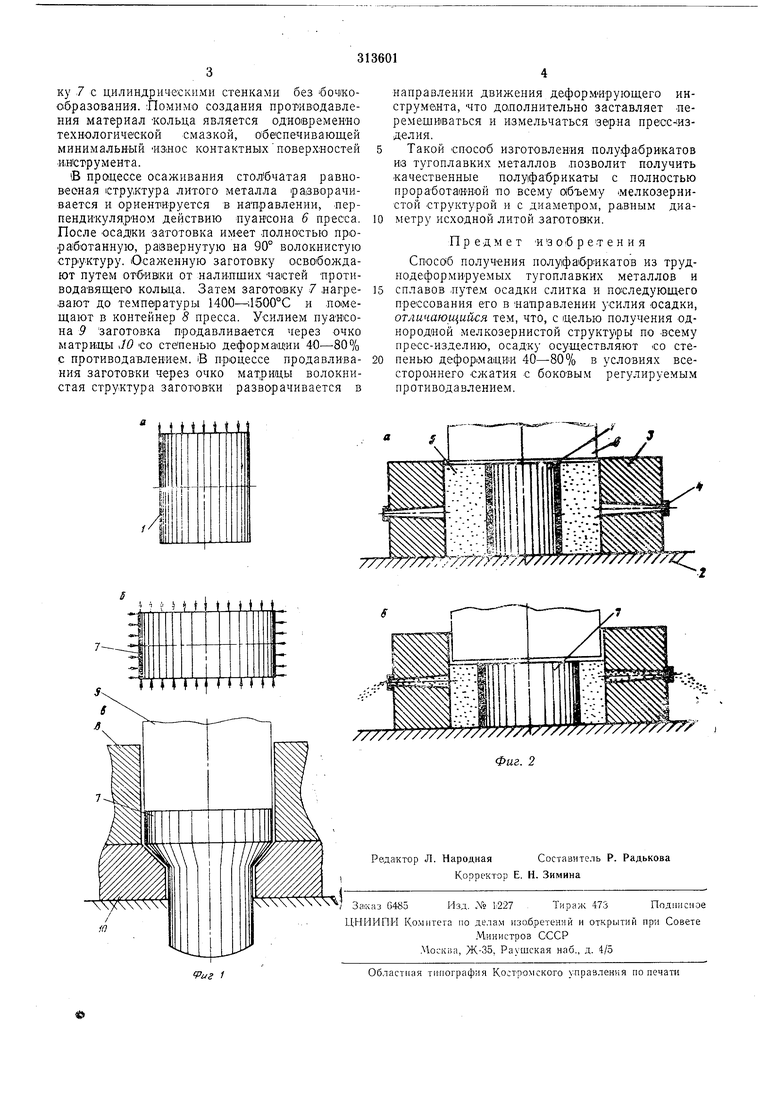
Это дости-гается тем, что перед прессованием исходную литую заготовку осаживают иа 40-80% в условиях всестороннего сжатия с боковым регулн руемым противодавлением, а затем прессуют в (направлении усилия осадки со степенью деформации 40-80%На фит. I показана технологическая схема получения .полуфабрикатов по пpeд Iaгaeмoмy способу (а-ис.ходная заготовка, б - заготов ка после -прессования, в - прессование осаженной заготовки); на фиг. 2 показана схема осадки исходной заготовки с боковым регулируемым противодавлением (а-заготовка до осадки; б - после осадки).
Нагретую до температуры 110-1бОО°С заготовку / литого металла, имеюшего равноосную столбчатую структуру с размером зерна 2,0-5,0-10, помещают в специальный штамп. Последний состоит из нилшей плиты 2, на которой смонтировано бандажное кольцо 3 со
штуцером 4, обеспечивающими регулировку бокового противодавления. Внутри кольца 3 помещено иротиводавящее .колыцо 5, представляющее собой спрессованную массу асбеста, шлаковаты и графита, с внутренним диаметром, соответствующим диаметру осаживаемой заготовки. Нагретую заготовку помещают внутрь кольца -5 и пуансоном 6 пресса начинают осаживать. В процессе осадки совместно с заготовкой дефор.ма.ции подвергается противодавящее -кольцо. При этом избыток размягчающейся массы вытекает из штуцеров 4, обеспечивая расчетное усилие бокового противодавления материала кольца. Регулировка бокового противодавления с помощью штуцеров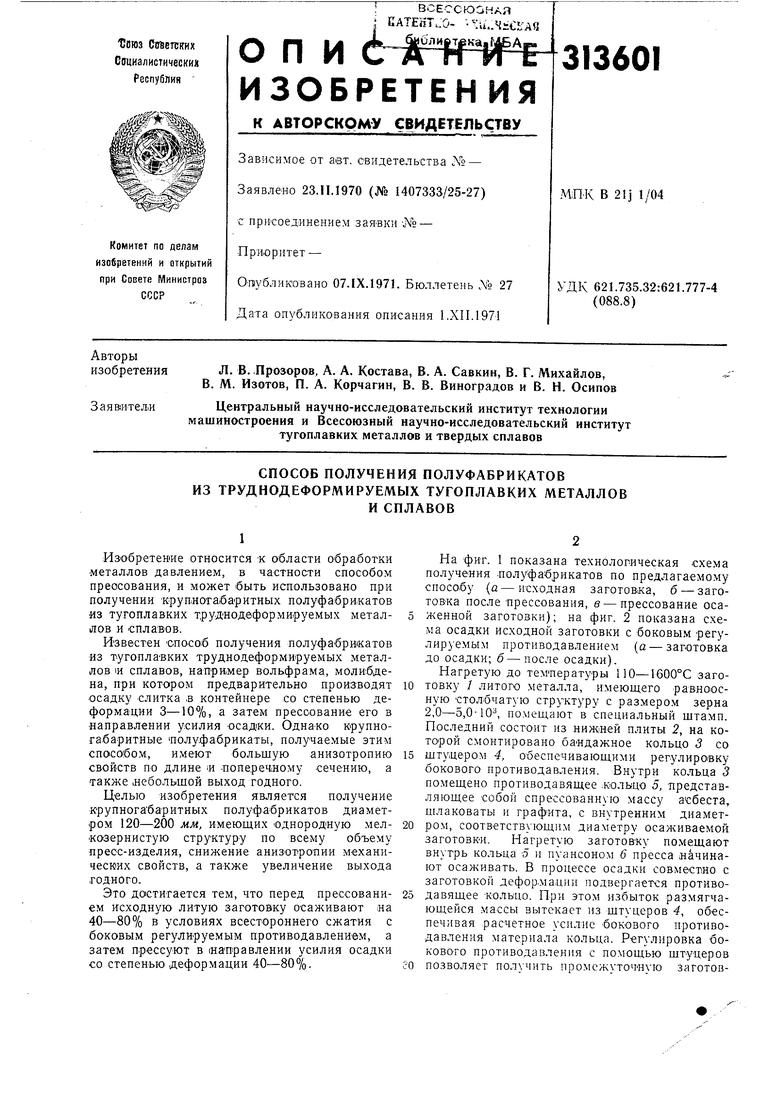
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГОТОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕЛ1ЫХ СПЛАВОВ | 1970 |
|
SU278610A1 |
| Способ гидропрессования с противодавлением | 1978 |
|
SU782902A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2006 |
|
RU2352417C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2005 |
|
RU2285736C1 |
| Приспособление для осадки заготовок из труднодеформируемых сталей и сплавов | 1980 |
|
SU871958A1 |
| Способ производства полых изделий из быстрорежущих сталей | 1980 |
|
SU935152A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2007 |
|
RU2340702C1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Способ изготовления прутков и профилей из жаропрочных труднодеформируемых сплавов на никелевой основе | 1973 |
|
SU473538A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2004 |
|
RU2277992C2 |
