Изобретение относится к оборудованию шинной промышленности и предназначено для сборки покрышек, преимушественно для сборки большегрузных и крупногабаритных покрышек.
Известно ирикаточное устройство к станкам ДЛЯ сборки автопокрышек, содержаш,ее подвижные ВДОЛЬ оси сборочного барабана и установленные на направляющих каретки, несушие прикаточные ролики с пневмоцилиидрами ДЛЯ их перемеш,ения в направлении к оси сборочного барабана.
Перемещение кареток осуществляется с помощью привода, включающего двигатель, устройство ДЛЯ изменения числа оборотов двигателя и устройства для преобразования вращательного движения в поступательное, например передачу винт-гайка, а также распределительное устройство.
Известно, что величина перемещения прикаточного ролика вдоль оси сборочного барабана за один оборот последнего зависит от ширины прикаточного ролика, которая, в свою очередь, зависит от ряда факторов, например от числа слоев собираемой покрышки, ее профиля и т. д. Следовательно, для осуществления наиболее качественной прикатки слоев и протектора для разных покрышек, собираемых на одном и том же станке, нужны прикаточные РОЛИКИ различной ширины и для
обеспечения наибольшей производительности - разные скорости перемещения прикаточных роликов ВДОЛЬ оси барабана сборочного станка.
5 Таким образом, известное прикаточное устройство не обеспечивает надлежащего качества прикатки при наибольщей производительности, ввиду невозможности изменеии1 скорости неремещения прикаточных роликов
ВДОЛЬ оси барабана сборочного станка в зависимости от их ширины.
В известном устройстве привод является наиболее сложным и наиболее изнашиваемым узлом из-за сравнительно быстрого износа передаточных механизмов, например передачи винт-гайка, замена которых трудоемка и связана с демонтажом всего устройства. Кроме того, повторная нрикатка слоев корда или протектора возможна только после возврата прикаточных роликов в исходное положение, на что затрачивается дополнительное время, снижаюшее производительность труда. Автономный привод требует установки целого ряда механизмов и электрических аппаратов, что
5 усложняет и удорожает сборочный станок, а на перемещение прикаточных роликов с помощью автономного привода дополнительно затрачивается энергия, что увеличивает стоимость собираемых покрышек. Целью изобретения является значительное
упрощение устройства для прнкатки каркаса и протектора при сборке покрышек, особенно при сборке крупногабаритных и оольшегрузпых покрышек; создание более простого устройства для прикатки, имеющего возможность плавного бесступенчатого регулирования скорости перемещения прикаточных роликоз вдоль оси барабана сборочного станка, не требующего автономного привода и дополнительной операции - возврата прикаточных роликов в исходное положение, обеспечивающего высокое качество нрикатки собираемых покрышек, в особенности для большегрузных и крупногабаритных, и повышающего производительность труда.
Для этого в предлагаемом устройстве на каретке установлены по две группы работающих поочередно прикаточных роликов, оси вращения которых развернуты относительно оси вращения барабана в противоположные стороны под регулируемым углом. Величина последнего определяется величиной перемещения прикаточного ролика вдоль оси сборочного барабана за один оборот барабана, а расстояние между прикаточными роликами одной каретки равно половине длины сборочного ба рабана.
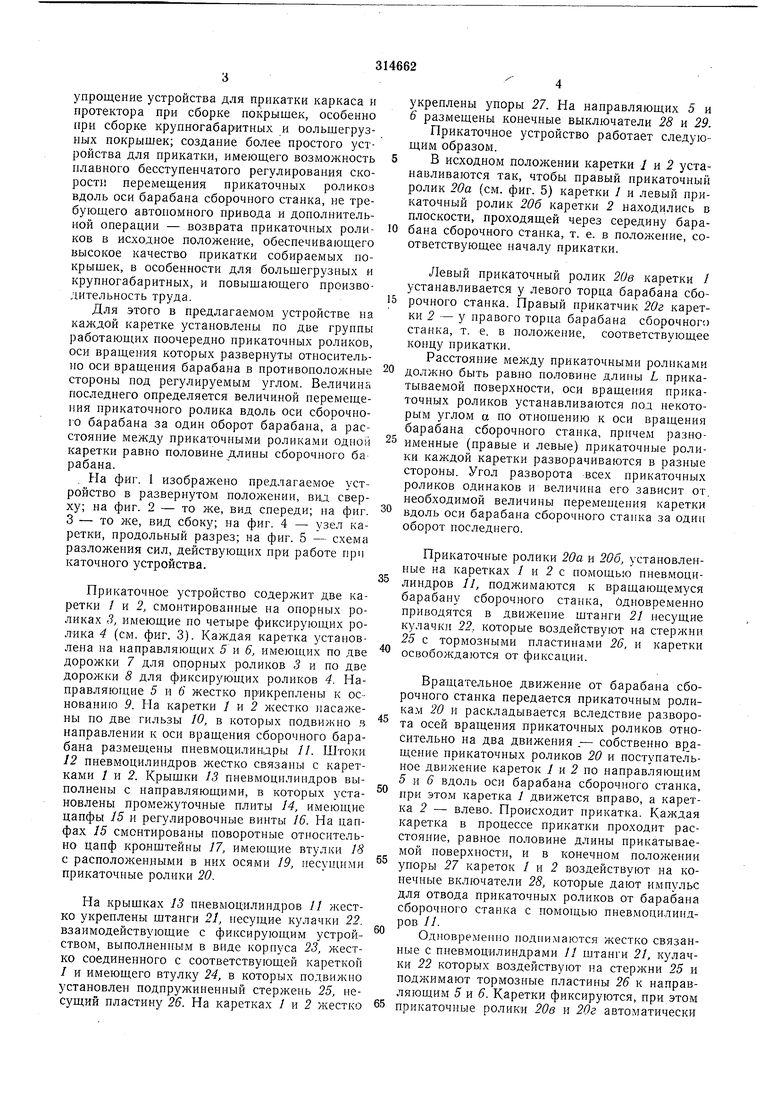
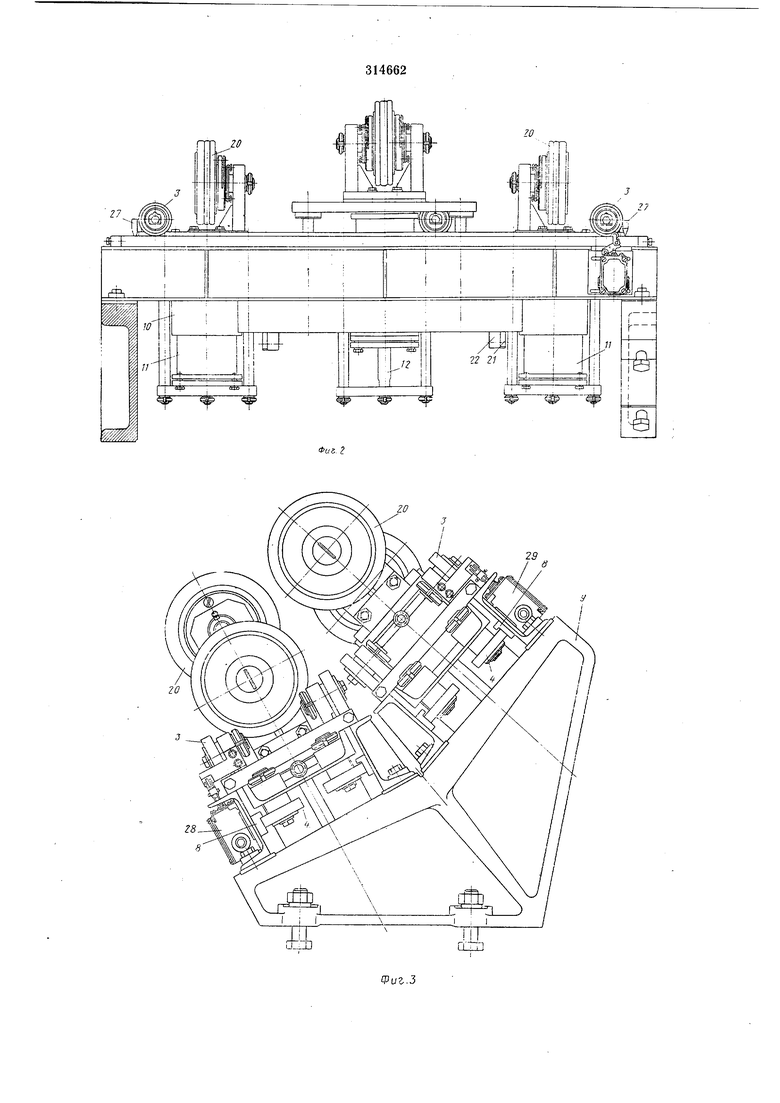
На фиг. 1 изображено предлагаемое устройство в развернутом положенни, вид сверху; на фиг. 2 - то же, вид спереди; на фиг. 3 - то же, вид сбоку; на фиг. 4 - узел каретки, продольный разрез; на фиг. 5 - схема разложения сил, действующих при работе при каточного устройства.
Прикаточное устройство содержит две каретки 1 н 2, смонтированные на опорных роликах .9, имеющие по четыре фиксирующих ролика 4 (см. фиг. 3). Каждая каретка установлена на направляющих 5 и 6, имеющих по две дорожки 7 для опорных роликов 3 и по две дорожки 8 для фиксируюид.их роликов 4. Направляющие 5 и 6 жестко прикреплены к основанию 9. На каретки J и 2 жестко насажены по две гильзы 10, в которых подвижно з направлении к оси вращения сборочного барабана размещены пневмоцилиидры 11. Штоки 12 пневмоцилиидров жестко связаны с каретками / и 2. Крышки 13 пневмоцилиндров выполнены с направляющими, в которых установлены промежуточные плиты 14, имеющие цапфы 15 и регулировочные винты 16. На цапфах 15 смонтированы поворотные относительно цапф кронштейны 17, имеющие втулки 18 с расположенными в них осями 19, несущими прикаточные ролики 20.
На крышках 13 пневмоцилиндров // жестко укреплены штанги 21, несущие кулачки 22. взаимодействующие с фиксирующим устройством, выполненным в виде корпуса 23, жестко соединенного с соответствующей кареткой / и имеющего втулку 24, в которых подвижно установлен подпружиненный стержень 25, несущий пластину 26. На каретках У и 2 жестко
укреплены упоры 27. На направляющих 5 и 6 размещены конечные выключатели 28 и 29. Нрикаточное устройство работает следующим образом.
В исходно.м положении каретки J и 2 устанавливаются так, чтобы правый прикаточный ролик 20а (см. фиг. 5) каретки / и левый нрикаточный ролик 206 каретки 2 находились в плоскости, проходящей через середину барабана сборочного станка, т. е. в положение, соответствующее началу прикатки.
Левый прикаточный ролик 20в каретки / устанавливается у левого торца барабана сборочного станка. Правый нрикатчик 20г каретки 5 - у правого торца барабана сборочного станка, т. е. в положение, соответствующее концу нрикатки.
Расстояние между прикаточными роликами
должно быть равно половине длины L прикатываемой поверхности, оси вращения прикаточных роликов устанавливаются под некоторым углом а по отношению к оси вращения барабана сборочного станка, причем разноименные (правые и левые) прикаточные ролики каждой каретки разворачиваются в разные стороны. Угол разворота всех прикаточных роликов одинаков и величина его зависит от. необходимой величины перемен|ения каретки
вдоль оси барабана сборочного станка за один оборот последнего.
Прикаточные ролики 20а и 206, установленные на каретках / и 2 с помощью пневмоцилиндров 11, поджимаются к вращающемуся барабану сборочного станка. Одновременно приводятся в движение штанги 21 несущие кулачки 22, которые воздействуют на стержни 25 с тормозными пластинами 26, и каретки
,tосвобождаются от фиксации.
Вращательное движение от барабана сборочного станка передается прикаточным роликам 20 и раскладывается вследствие разворота осей вращения прикаточных роликов относительно на два движения .- собственно вращение прикаточных роликов 20 и ноступательное движение кареток 1 н 2 по направляющим 5 и 6 вдоль оси барабана сбороч1 ого станка,
при этом каретка / движется вправо, а каретка 2 - влево. Происходит нрикатка. каретка в процессе прикатки проходит расстояние, равное половине длины прикатываемой поверхности, и в конечном положенни
упоры 27 кареток 1 и 2 воздействуют на конечные включатели 28, которые дают импульс для отвода прикаточных роликов от барабана сборочного станка с помощью пневмоцилиндР°
Одновре.меино поднимаются жестко связанные с пневмоцилиндрами // штанги 21, кулачки 22 которых воздействуют на стержни 25 и поджимают тормозные нластины 26 к направляющим 5 и 5. Каретки фиксируются, при этом оказываются в положении, соответствующем началу прикатки. Далее цикл повторяется, причем работают уже прикаточные ролики 20в и 20г, поджимаемые к барабану сборочного станка пневмоцилиндрами 11. Угол разворота прикаточных роликов 20в и 20г противоположен углу разворота прикаточных роликов 20а и 206, поэтому движение кареток и прикатка проходит в противоположном направлении. Предлагаемое устройство позволяет повысить производительность труда и качество собираемых покрышек, так как имеется возможность устанавливать оптимальные скорости перемещения прикаточных роликов относительно барабана сборочного станка, а также благодаря исключению времени на возврат прикаточных роликов в исходное положение. 5 10 15 20 Предмет изобретения Прикаточное устройство к станкам для сборки автопокрышек, состоящее из подвижных вдоль оси сборочного барабана и установленных на направляющих кареток, несущих на себе прикаточные ролики с пневмоцилиндрамн для их перемещения в направлении к оси сборочного барабана, отличающееся тем, что, с целью увеличения производительности устройства путем ликвидации холостых ходов нрикаточных роликов и упрощения его конструкции, на каждой каретке на расстоянии, равном половине длины сборочного барабана, установлено по две группы нрикаточных роли ков, осиВращения которых развернуты в противоположные стороны и составляют с осью вращения барабана угол, определяемый величиной аксиального перемещения прикаточпого ролика за один оборот сборочного барабана.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИКАТОЧНОЕ УСТРОЙСТВО К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1971 |
|
SU321411A1 |
| УСТРОЙСТВО для ПРИКАТКИ к СТАНКАМ ДЛЯ СБОРКИПОКРЫШЕК | 1972 |
|
SU355043A1 |
| ПРИКАТОЧНОЕ УСТРОЙСТВО К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1970 |
|
SU267056A1 |
| Прикаточное устройство к станку для сборки покрышек пневматических шин | 1970 |
|
SU441770A2 |
| Устройство для прикатки к станкудля СбОРКи пОКРышЕК пНЕВМАТичЕСКиХшиН | 1979 |
|
SU816776A1 |
| Прикаточное устройство к станку для сборки покрышек пневматических шин | 1987 |
|
SU1435488A1 |
| ПРИКАТОЧНОЕ УСТРОЙСТВО К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1999 |
|
RU2172255C2 |
| УСТРОЙСТВО для ПРИКАТКИ пятки ВЕНТИЛЯ | 1970 |
|
SU259361A1 |
| Устройство для прикатки к станкам для сборки покрышек | 1978 |
|
SU710826A2 |
| Устройство для наложения протектора ленточкой | 1981 |
|
SU1034921A1 |



3 - 202 378 20 П 3
го
I:
27 IL
ЛИ
да, .я
япт
ifflЛ
ТСЗ
72 /
12
.1. jJJ д.-,
il ° :
29
