Пзобретение относится к области машиностроения, а именно к приводам металлорежущих станков и приборов.
Известны передачи винт-гайка качения, имеющие резьбу винта и гайки полукруглого или арочного профиля, а также резьбу трапецеидального профиля с рабочими участками на ее внещних углах, выполнеными но дуге окружности.
Недостатками передач с такими профилями резьбы являются: неопределенность зоны контакта вследствие погрещностей изготовления резьбы; пониженная нагрузочная способность из-за различия радиусов профиля резьбы и радиуса щарика (начальное касание п точке); сложность изготовления вследствие больщой протяженности рабочих участков изза неопределенностн расположения фактической зоны контакта.
Целью настоящего изобретения является создание такой конструкции нередачи винтгайка качения, которая обеспечивала бы более высокую кинематическую точность и нагрузочную способность при меньшей трудоемкости изготовления. Это достигается благодаря тому, что радиус дуги окружности рабочих участков профиля резьбы выполнен равным радиусу щариков, хорды дуг рабочих участков наклонены к оси винта под углом
45°, а длина каждой дуги резко уменьшена, т. е. равна 0,3-0,8 радиуса щарпка.
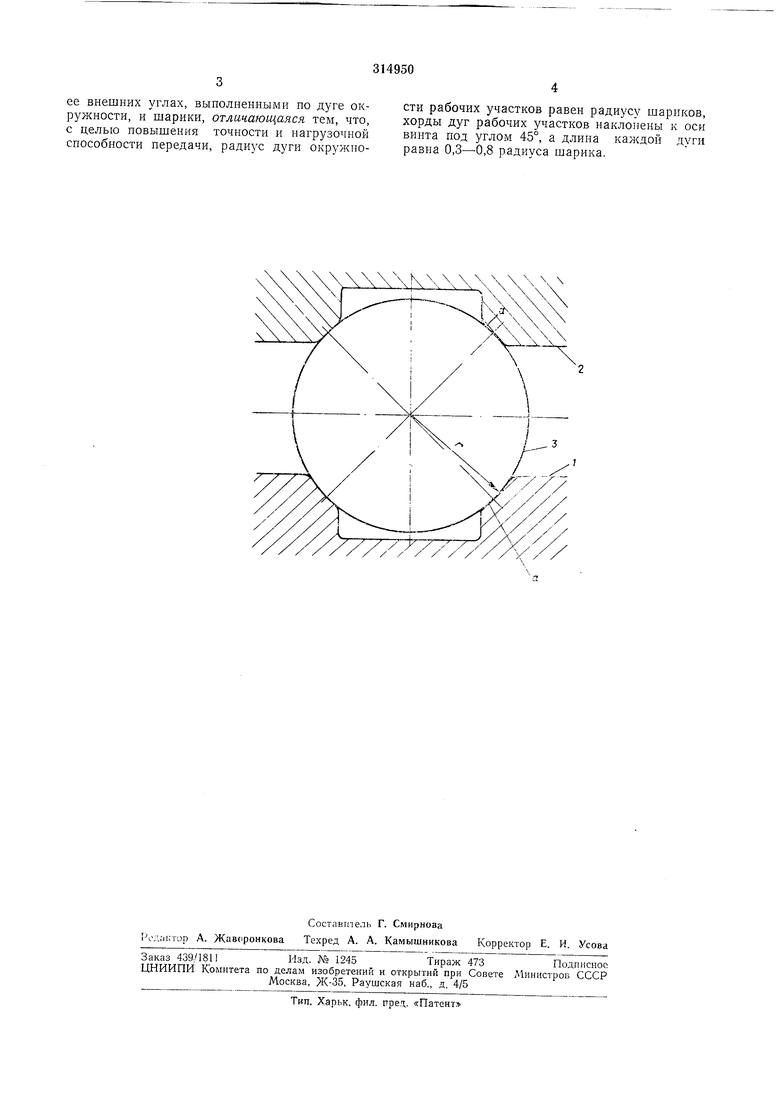
На чертел-;е нзображен оннсываемый профиль резьбы винта и гайки.
Винт 7 и гайка 2 имеют резьбу, например, трапецеидального или нрямоугольного профиля, на внещних углах которого имеются контактирующие с шариками 3 рабочие участки а в виде дуги окружностн, хорды которой наклонены нод углом 45° к оси винта, а радиус г равен радиусу щарика; длина дугн равна -0,3-0,8 радиуса шарика. Эта конструкция позволяет упростпть изготовление винта и гайки, а именно нарезать резьбу простого исходного профиля с прямолинейными рабочими участками малой протяженности, наклоненными под углом 45°. После термообработки до твердости, несколько меньщей, чем требуемая, и шлифования прямолинейных участков можно получить окопчатель1 ый профиль с требуемой поверхностной твердостью методом пластического деформирования при помощи обкатки снецнальным инструментом.
Предмет н з о б р е т е н и я
ее внешних углах, выполненными по дуге окружности, и шарики, отличающаяся тем, что, с целью повышения точности и нагрузочной способности передачи, радиус дуги окружности рабочих участков равен радиусу шариков, хорды дуг рабочих участков наклонены к оси винта под углом 45°, а длина каждой дуги равна 0,3-0,8 радиуса шарика.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПАР КАЧЕНИЯ | 1972 |
|
SU350605A1 |
| АВТОМАТ для СОРТИРОВКИ И КОНТРОЛЯ ТВЕРДОСТИ СТАЛЬНЫХ ШАРИКОВ ПО КОЭРЦИТИВНОЙ | 1973 |
|
SU381965A1 |
| Шариковинтовой механизм с заходным участком на винте | 1983 |
|
SU1157308A1 |
| РОЛИКОВАЯ ВИНТОВАЯ ПЕРЕДАЧА | 1972 |
|
SU359458A1 |
| НАПРАВЛЯЮЩИЕ КАЧЕНИЯ ДЛЯ ПРЯМОЛИНЕЙНЫХ ПЕРЕМЕЩЕНИЙ | 1972 |
|
SU359449A1 |
| Устройство для перемещения по дуге при стереофотосъемке | 1988 |
|
SU1597851A1 |
| БЕСКРИВОШИПНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2115810C1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
| ПЛАНЕТАРНАЯ РОЛИКОВИНТОВАЯ ПЕРЕДАЧА С МОДИФИЦИРОВАННОЙ РЕЗЬБОЙ РОЛИКОВ | 2010 |
|
RU2451220C2 |
| Шевер | 1985 |
|
SU1324783A1 |
