Изобретение относится к технике сварки магн,итоу1иравл1яемой дугой стыков произвольной конфигура-ции, например кольцевых, и может быть использовано в различных отраслях машиностроения.
Известно устройство для сварки магнитоуправляемой дугой, содержащее разомкнутый электрод с токоподводом ,и систему магнитного управления.
С целью повышения качества сварк,и за счет управления скоростью перемещения дуги в .предложенном устройстве токаподвод разветвлен на два подключенные к концам электрода.
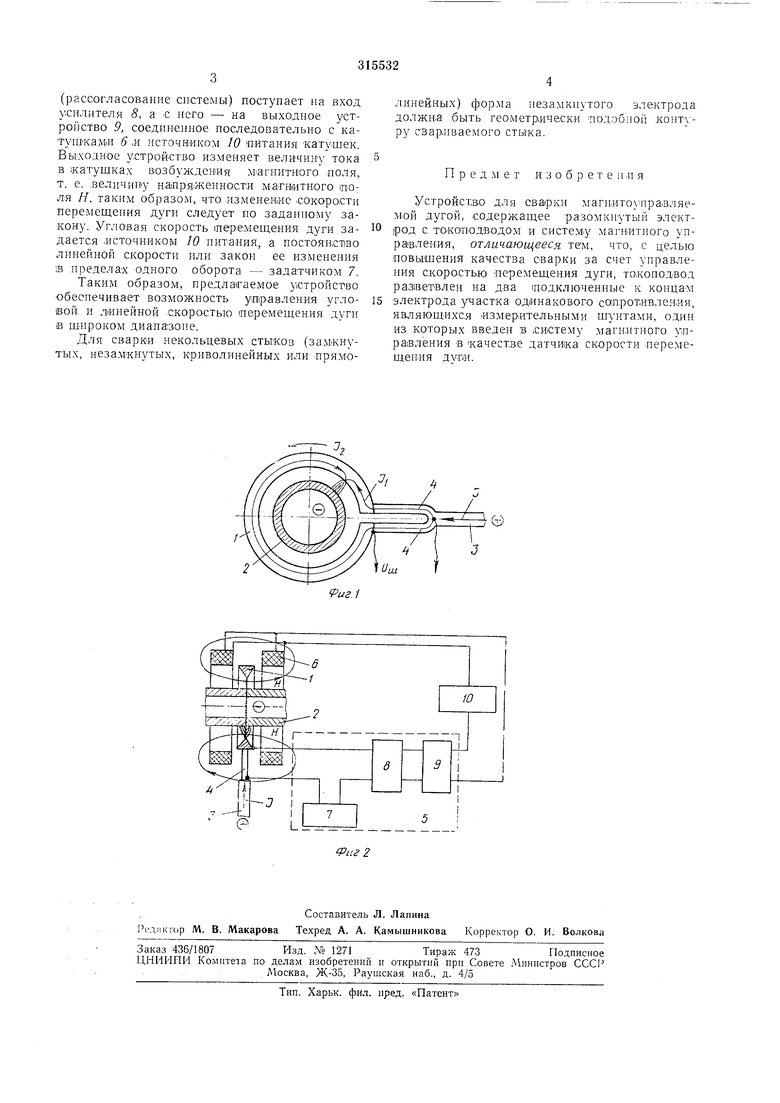
На фиг. 1 показано предложенное устройство; на фиг. 2 - блок-схе1ма устройства.
Разомкнутый электрод расположен, концентр1ич«о относительно свариваемого стыка 2. Подвод тока к обоим концам электрода осуществляют с токошодвода 3, который разветвлен на два участка 4, являющихся измерительными шунта.ми.
При этом сварочный ток / разветвляется на две составляющих /i .и /2, велич1ины которых обратно пропорциональны длинам участков электрода между точкой горения дуги и точками соединейия каждого из участков токаподвода с электродом. Например, пр,и перемещении дуги в направлении, указанном , составляющая /i тока уменьшается.
а состазляющ.ая /2 - yflev,ичивaeтcя, хотя их сумма остается равной /. образом, изменение двух составляющих /i и /г тока от.ражает скорость перемещения дуги, и, измеряя одну из них, можно контролнросвать положение и скорость перемещения дуги по электроду. В качестве измерительного шунта в .предлагаемом устройстве используется один из участков токоподвода, с которого снимается .напряжение Uт, пропо.рциональное составляющей /2 тока. П1р.и постоянных пар.аметрах сварочного контура величины составляющих /1 и /2 тока определяются суммарными сопротивлениями соответствующих участков элект|рода и участков токошодвода. Поэтому для более .ПОЛ.НОГО выявлен.ия переменной состасвляющей тока /i ,ii /2, отраж ающей линейную скорость перемещения дуги по электроду, электрическое сопротивление каждого участка токоподвода должно быть намного меньше полного сопротивления разомкнутого электрода, изготовленного из материала с высоким удельным электрическим сопротивлением.
Один из изме1рительных шунтов 4 токоподшода 3 включен в цепь 5 обратной связи катушек 5 возбуждения магнитного поля. Полученная при этоа электрическая цепь представляет собой следящую систему по скорости перемещения дуги. Действительно, сумм.арный .сигнал с измерительного шунта н задатчнка 7
(рассогласование системы) поступает на вход усилителя 5, а -с пего - на выходное устройство 9, соединенное последовательно с катушками 6 .и источнйкоМ 10 питания катушек. Выходное устройство изменяет величину тока в 1катуш ах возбуждения Магнитного лоля, т. е. .величину на|Пряженности магнитного сто: л:я Я, таким образом, что изменение .сохорасти перемещения дуги следует по заданному закону. Угловая скорость шеремещения дуги задается источником 10 питания, а но стоя-нство линейной скорости или закон ее пзменеиия 1Б пределах одного оборота - задатчиком 7.
Таким образом, предлагаемое устройство обеспечивает возможность уор-авления угло(вой и Линейной скоростью перемещения дуги в щнроком диапазоне.
Для сваркой некольцевых стыков (замкнутых, неза.мкнутых, криволинейных или прямолинейных) форма незамкнутого электрода должн.а быть геометрически -подобно контуру сварл-шаемого стыка.
П р е д .м е т и з о б р е т е н ,п я
Устройство для свафки магнитоу правляемой дугой, содержащее разомкнутый электрод с то-конодводом и с-истему магнитного управления, отличающееся тем, что, с целью повышения качества сварки за счет управлеиия скоростью перемещения дуги, то.конодвод раз ветвлен на два (подключенные к копцал
электрода участка одинакового сопротивления, являющихся измерительными шунтами, один из которых введен в (Систему магнитного управления в качестве датчика скорости перемещения дупи.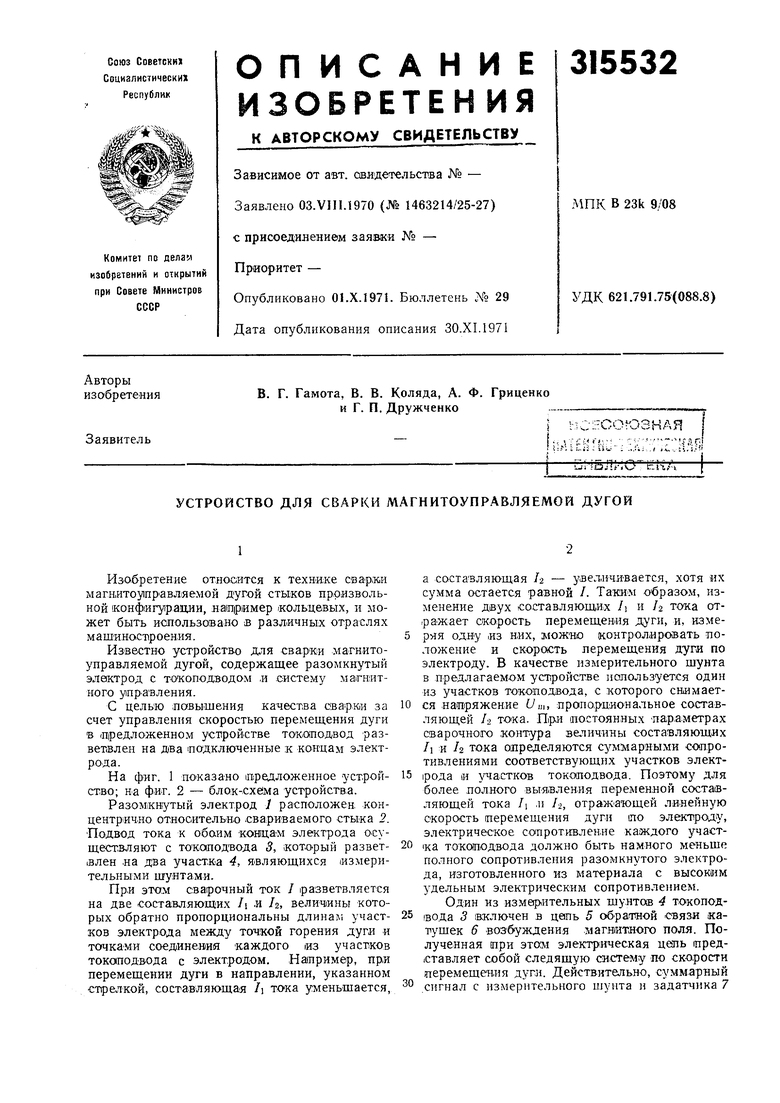
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 1971 |
|
SU296631A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ CTblKOB ТРУБ | 1968 |
|
SU220385A1 |
| Имитатор сварочной дуги для настройки и исследования дуговых датчиков | 1987 |
|
SU1599165A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДУГОЙ, ПЕРЕМЕЩАЕМОЙ МАГНИТНЫМ ПОЛЕМ | 1970 |
|
SU279828A1 |
| Источник типания для дуговой сварки | 1969 |
|
SU446163A1 |
| КОНТАКТНАЯ СИСТЕМА | 1968 |
|
SU213125A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| УСТРОЙСТВО для СВАРКИ НЕПОВОРОТНЫХ CTblKtTB" ТРУБ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 1973 |
|
SU367980A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2002 |
|
RU2212320C1 |
