Известны устройства для обработки поверхностей магнитно-абразивным порошком, выполненные в виде вращающейся головки с односторонне расположенными относительно обрабатываемой детали электромагнитными катушками, установленными по отношению к детали с зазором.
Предлагаемое устройство отличается от известных тем, что его головка выполнена с торцевой рабочей поверхностью, а корпус ее, являющейся сердечником, образован внутренним и наружными кольцевыми полюсами, в кольцевой канавке которого размещены электромагнитные катущки, причем полюсы на торце головки разделены радиальными пазами вдоль дуги окружности каждого из них.
Такое выполнение установки позволяет повысить производительность обработки за счет ориентации магнитно-абразивных зерен по нормали к обрабатываемой поверхности и обеспечить перемещение магнитно-абразивных зерен вслед за вращающейся головкой за счет создания концентраторов магнитного поля.
На чертеже показано предлагаемое устройство.
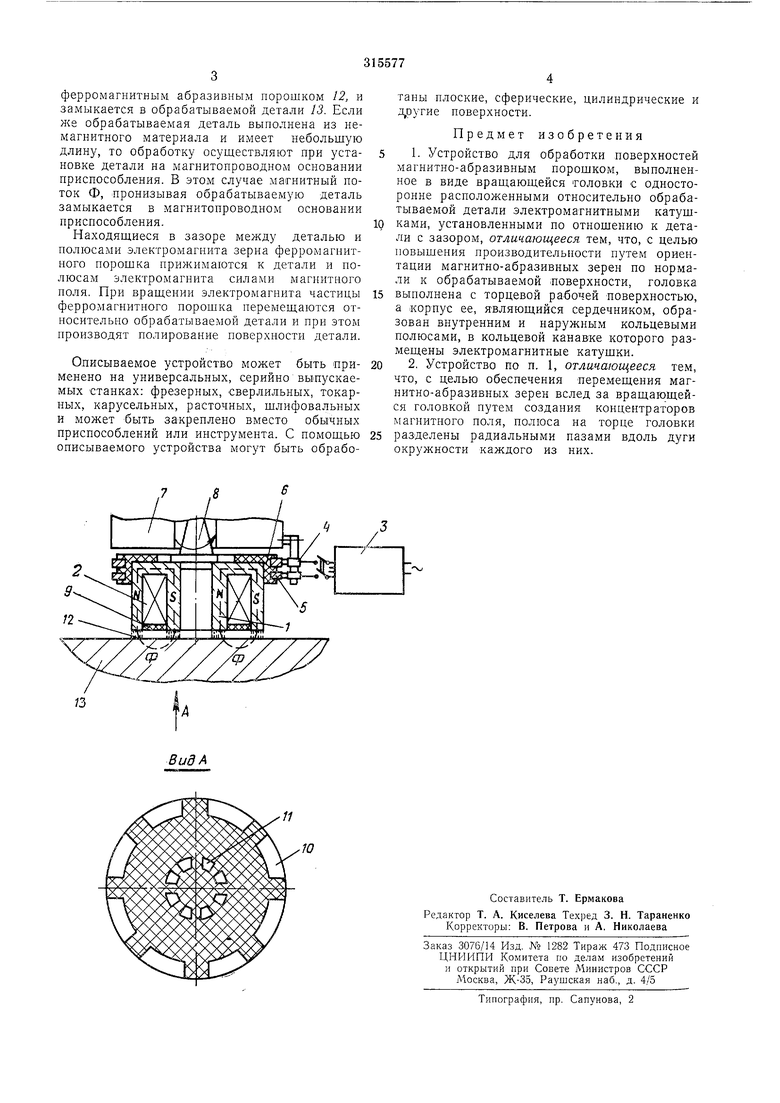
В кольцевой канавке сердечника 1 размещена электромагнитная катушка 2, концы проводов которой соединены с силовой питающей цепью 3 при по.мощи токоподводящего устройства 4 и контактных колец 5, закрепленных
на сердечнике изолирующей подушкой 6. Сердечник, выполненный в виде внутреннего и наружного кольцевых полюсов, соединен со шпинделем приводного механизма 7 . через промежуточную оправку 8.
Изоляция катушки от сердечника и ее герметичность обеспечивается изолирующей заливкой 9. Оправка 8 выполнена из немаг1,1итного материала, что исключает утечки магнитного потока.
Обработка детали предлагаемых устройств осуществляется следующим образом.
Постоянный ток регулируемой величины, поступающий от силовой питающей цепи через токоподводящее устройство и контактные кольца на электромагнитную катущку, наводит в кольцевом сердечнике магнитодвижущую силу, причем полярность внутреннего кольца сердечника противоположна по знаку
полярности его наружного кольца, а оба торцевых полюса электромагнита разомкнуты радиальными пазами 10 и 11 на части, которые при этом образуют концентраторы магнитного поля.
В том случае, если обрабатываемая деталь магнитопровода выполнена из магнитного материала, то магнитный поток Ф проходит по внутреннему и наружному кольцевым полюсам сердечника, пронизывает рабочие зазоры
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки поверхностей магнитно-абразивным порошком | 1977 |
|
SU621553A2 |
| Устройство для магнитно-абразивной обработки | 1971 |
|
SU657978A1 |
| Устройство для магнитно-абразивной обработки | 1985 |
|
SU1315257A1 |
| ИМПУЛЬСНЫЙ ГЕНЕРАТОР ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ | 2001 |
|
RU2256278C2 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1973 |
|
SU396254A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 1991 |
|
RU2009787C1 |
| Магнитный патрон | 1979 |
|
SU829347A1 |
| Способ магнитно-абразивной обработки внутренних поверхностей полых немагнитных деталей типа тел вращения | 1989 |
|
SU1773696A1 |
| УСТРОЙСТВО для ГАШЕНИЯ МАГНИТНОГО ПОЛЯ | 1968 |
|
SU210910A1 |
| Устройство для магнитно-абразивной обработки шариков | 1975 |
|
SU541656A1 |
