Изобретение относится к механической обработке материалов и может быть использовано в производстве деталей авиационной химической и инструментальной отраслей промышленности.
Известно устройство для электроконтактной обработки, в котором кольцевой электрод кинематически связан с фрезой и установлен с возможностью осевого перемещения относительно фрезы. Недостаток известного устройства - низкая стойкость фрез из-за обработки неразупроченного слоя на обрабатываемой поверхности детали.
Цель изобретения - повышение надежности и уменьшение габаритов устройства, устранение перегрева токоподводов.
Поставленная цель достигается тем, что в устройство для обработки труднообрабатываемых материалов, включающее оправку с фрезой, установленные с возможностью вращения токоподводы, введены охватывающий оправку и вращающиеся токоподводы неподвижно закрепленный дополнительный токоподвод с выполненными на его внутренней поверхности винтовыми канавками, в которых размещены нагревательные элементы, уплотнительное устройство, проводник из жидкого металла, расположенный между торцовыми поверхностями сердечников, контактирующий с вращающимися токоподводами и нагревательными элементами, соединенными с неподвижно закрепленным токопроводом с источником тока и устройством для циркуляции охлаждающей жидкости. Уплотнительное устройство выполнено в виде охватывающих вращающиеся токоподводы катушек с сердечниками между торцов, которых размещен проводник.
В качестве жидкометаллического проводника приняты расплавы металлов с температурой плавления 333--420оК. Сущность изобретения заключается в том, что электрический то от источника нагрева подводится к вращающимся токоподводам посредством жидкометаллического проводника, размещенного в центральном отверстии неподвижно закрепленного токоподвода, соединенного с источником тока нагрева. Введение жидкометаллического проводника позволяет значительно увеличить площадь контакта с вращающимися токоподводами устранить износ, который происходит пари контакте щеток с вращающимися токоподводами, в особенности при пропускании больших токов и скоростей резания. За счет введения новой конструкции устройства для фрезерования повышена надежность работы и уменьшены размеры устройства.
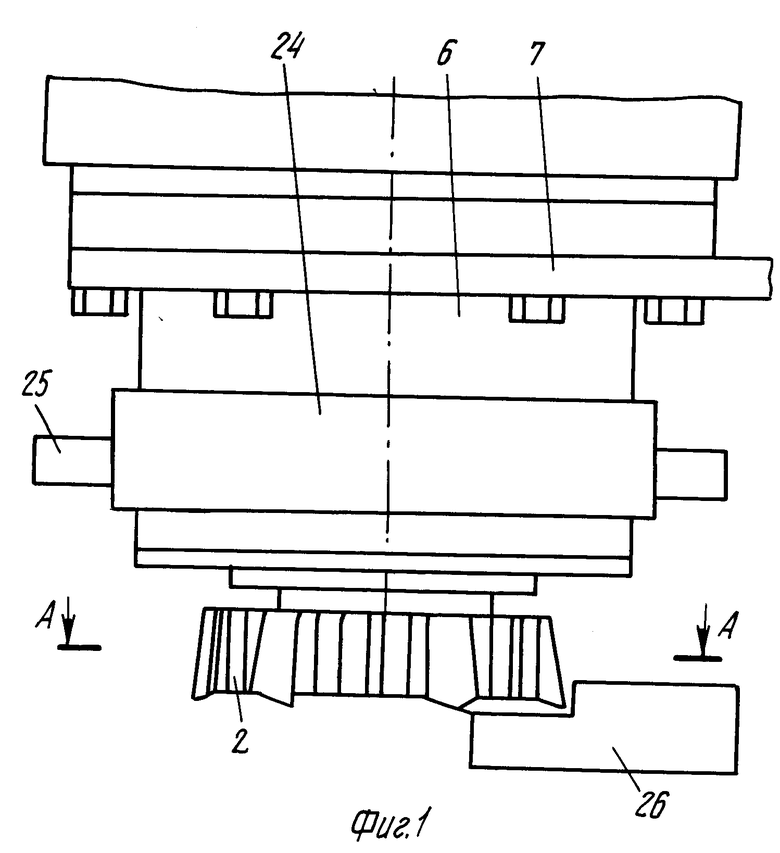
На фиг. 1 изображено устройство, общий вид со стороны оператора; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - вращающийся токоподвод, аксонометрия.
Устройство для фрезерования содержит оправку 1 с фрезой 2, вращающиеся токоподводы 3, 4, жидкометаллический проводник 5, охватывающий оправку и вращающиеся токоподводы неподвижно закрытый токоподвод 6, токоподвод 7, нагревательные элементы 8, сердечники 9, 10, катушки 11, 12. Сердечники 9, 10 совместно с охватывающими вращающиеся токоподводы катушками 11, 12 образуют уплотнительное устройство, необходимое для удержания жидкометаллического проводника в центральном отверстии токоподвода 6. Вращающиеся токоподводы в центральном отверстии токоподвода 6. Вращающиеся токоподводы 3, 4 установлены на оправке 1 и изолированы от нее токонепроводящими втулками 13, 14, 15, 16, а от фрезы 2 - сегментами 17, изготовленными из эластомеров. Диэлектрические втулки 18 изолируют сердечники 9, 10 от неподвижного токоподвода 6. На наружной поверхности токоподводов 3, 4 нанесено эрозионностойкое покрытие 19. Шпонка 20 фиксирует фрезу 2 от поворота относительно оправки 1, а гайка 21 - от осевого перемещения. Сегментные части вращающихся токоподводов 3, 4 расположены в пазах фрезы 2 между зубьями 22. Диск 23 препятствует перемещению сердечника 9 в осевом направлении. Жидкометаллический проводник 5 расположен между торцовыми поверхностями сердечников 9, 10, установленных совместно с катушками 11, 12 в центральном отверстии неподвижного токоподвода 6, который посредством токопровода 7 соединен с источником тока нагрева. Нагревательные элементы 8 расположены в винтовых канавках неподвижного токоподвода 6 и контактирует с жидкометаллическим проводником 5, в качестве которого принимают расплавы металлов с низкой температурой плавления (333-420 К).
При этом нижний предел температуры плавления жидкометаллического проводника 5 ограничен минимальной температурой плавления существующих расплавов, применяемых в качестве жидкометаллических проводников, а верхний предел температуры плавления принят из условий снижающих образования парообразования. Диск 23 препятствует перемещению сердечника 9 в осевом направлении. Наружные поверхности токоподводов 3, 4 посредством жидкометаллического проводника 5 контактируют с внутренней поверхностью токоподвода 6. В неподвижном токоподводе 6 выполнена кольцевая полость для циркуляции охлаждающей жидкости, которая подводится и отводится посредством штуцеров 24, расположенных во втулке 25. Оправку 1 устанавливают в центрирующее отверстие шпинделя фрезерного станка, а неподвижный токоподвод 6 прикрепляют к корпусу фрезерной головки посредством диэлектрических втулок. Неподвижный токоподвод 6 соединяют с одним из полюсов источника тока нагрева, второй полюс которого соединяют с отрабатываемой деталью 26.
Устройство для фрезерования труднообрабатываемых материалов работает следующим образом.
Фрезу 2 приводят во вращение от шпинделя станка с частотой вращения, выбираемой из технологических соображений. Деталь 26 перемещают со скоростью, соответствующей выбранной подачи. Посредством токоподвода 7, жидкометаллического проводника 5 к вращающимся токоподводам 3, 4 от источника тока нагрева подводят электрический ток. Источник тока нагрева представляет собой генератор импульсов низкого напряжения (21-38 В). Одновременно электрический ток подводят к обрабатываемой детали 26, расположенной на расстоянии от эррозионностойкого покрытия 19. При подаче импульсного напряжения на токоподводы 3, 4 и деталь 26 в межэлектродном пространстве, образованном поверхностями детали 26 и токоподводов 3, 4 образуются электрические дуги, посредством которых нагревают обрабатываемую поверхность детали 26 до заданной температуры, при которой происходит разупрочнение. Разупрочненный участок обрабатываемой поверхности удаляют зубьями 22 фрезы 2 с повышенными скоростями резания и подачами. Для устранения вытекания расплава из центрального отверстия токоподводов 6 через катушки 11, 12 пропускают электрический то, который посредством сердечников 9, 10 наводит в жидкометаллическом проводнике 5 круговые токи противоположного направления. В результате взаимодействия указанных токов частицы жидкометаллического проводника отталкиваются от сердечников 9, 10 к основной массе проводника 5, что устраняет его вытекания. При застывании жидкометаллического проводника во время перерывов в работе его переводят в жидкое состояние посредством пропускания электрического тока через нагревательные элементы 8, контактирующие с жидкометаллическим проводником 5. После перевода затвердевшего проводника 5 в жидкое состояние пропускание тока через нагревательные элементы 8 прекращается. Для поддержания температуры жидкометаллического проводника 5 заданных пределах через кольцевую полость токоподвода 6 пропускают охлаждающую жидкость.
Применение заявляемого устройства для фрезерования обеспечивает повышение надежности работы, снижение простоев оборудования и себестоимости обработки, уменьшение габаритов не менее чем в два раза. (56) Авторское свидетельство СССР N 1007891, кл. В 23 Р 1/06, 1983.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ РЕЖУЩЕГО ИНСТРУМЕНТА | 1991 |
|
RU2009829C1 |
| Электродная головка для электроконтактной обработки | 1990 |
|
SU1710241A1 |
| Устройство для механической обработки труднообрабатываемых материалов | 1986 |
|
SU1440613A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1991 |
|
RU2009804C1 |
| Устройство для исследования процесса резания | 1987 |
|
SU1465175A1 |
| Способ резки | 1987 |
|
SU1442338A1 |
| Устройство для механической обработки с нагревом заготовки | 1988 |
|
SU1583218A1 |
| Способ механической обработки труднообрабатываемых материалов | 1986 |
|
SU1373473A1 |
| Устройство для электроконтактного нагрева тел вращения | 1988 |
|
SU1622410A1 |
| Устройство для механической обработки труднообрабатываемых материалов | 1987 |
|
SU1510985A1 |


Использование: для механической обработки материалов, в производстве деталей авиационной, химической и инструментальной отраслей промышленности. Сущность изобретения: устройство включает оправку 1 с торцовой фрезой 2, вращающиеся токоподводы 3 и 4. Устройство снабжено неподвижным токоподводом 6, охватывающим оправку и токоподводы 3 и 4, проводником из жидкого металла 5, например расплава металла с температурой плавления 333 - 420К, контактирующего с вращающимися токоподводящими 3 и 4 и нагревательными элементами 8, размещенными в винтовых канавках на внутренней поверхности токоподвода 6. Катушки 11, 12 с сердечниками 9, 10 образуют уплотнительное устройство для проводника 5. С токоподводом 6 соединены источник тока и устройство для циркуляции охлаждающей жидкости. 1 з. п. ф-лы, 4 ил.
