I
Изобретение относится к чистовой обработке деталей ферропорошками в магнитном поле.
Известно устройство для магнитно-абразивной обработки внутренних полостей полых деталей ферропорошками в магнитном поле электромагнита, состояЩегЬ из сердечника цилиндрической формы с катушками, вводимого в обрабатываемую полость, а полюса противоположной полярности располагаются вне детали, диаметрально противоположно друг другу в непосредственной близости от наружной поверхности детали (1. Катушки, создающие магнитный поток, расположены на сердечниках инструмента. Абразив, обладающий магнитными свойствами, засыпается в обрабатываемое отверстие. При протекании по катушкам электрическо-. го тока в сердечнике инструмента возникает магнитный поток, некоторая часть которого проникает через с . гнки детали внутрь ее. В результате абразив намагничивается, удерживается в отверстии и прижимается силами магнитного поля к поверхности отверстия. Поверхность отверстия обрабатывается при относительных вращательном и осевом возвратно-поступательном перемещениях детали или (и) полюсов инструмента. Расстояния между каждым полюсом инструмента и наружной поверхностью детали должны быть минимальными уменьщенйя сопротивления магнитной цепи инструмента и увеличения магнитной индукции в зоне обработки, так ка1С это определяетусилия прижима абразивных зерен к обрабатываемой поверхности отверстия и интенсивность обработки, поэтому детали, некруглые
или имеющие наружные выступы, приливы и буртики, не могут быть эффективно обработаны из-за невозможности поддержания минимального расстояния между поверхнос тями полюсов инструмента и наружной поверхностью детали при их относительных вращательном и осевом возвратно-поступательном перемещениях.
Обработка поверхности отверстий дeтa лей со значительной толщиной стенок с помощью известного устройства затруднительна или вообще практически невозможна.
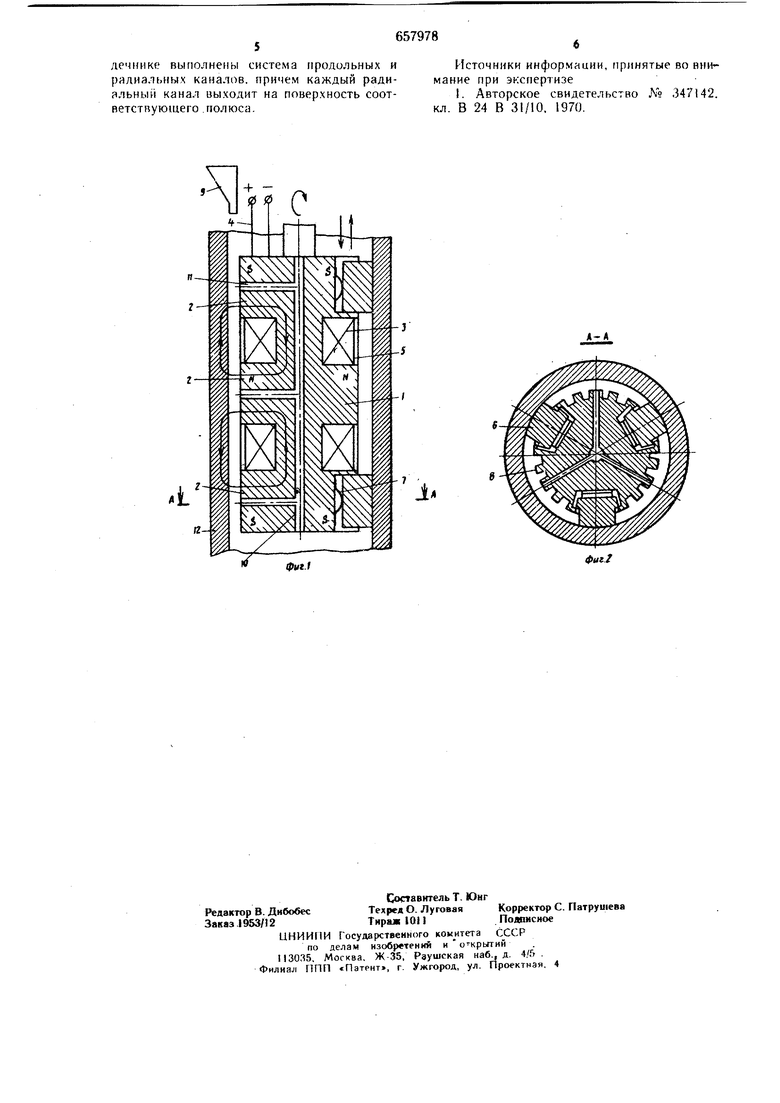
Кроме того, в известном устройстве через рабочую зону проходнт только часть общего магнитного потока. Остальная же часть потока рассеивается, замыкаясь через окружающее пространство, минует деталь и не участвует в создании усилий, прижимающих абразив к обрабатываемой поверхности отверстия. Это ограничивает принципиально достижимое максимальное значение Я1 дукции в зоне обработки и значительно снижает эффективность обработки. Цель изобретения - интенсификация процесса обработки. Достижение поставленной цели обеспечивается тем, что на поверхности сердечника, вводимого внутрь обрабатываемого от верстия, вдоль его образующей выполнены чередующиеся выступы и пазы, в которых расположены катушки электромагнита. Катушки соединены между собой и с источником электрического тока так, что два соседних выступа сердечника образуют разноименные полюса. С целью улучшения условий подачи смазывйюще-охлаждаюшей жидкости и абразивной суспензии в зону обработки в сердечнике выполнена система продольных и радиальных каналбв и каждый радиальный канал выходит на поверхность соответствующего полюса. На фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1. Сердечник 1 представляет собой цилиндр, имеющий, например, два кольцевых паза и три кольцевых выступа 2. Выступы являются полюсами. В кольцевых пазах сердечника расположены катушки 3. При значительной длине обрабатываемого отверстия число полюсов, кольцевых пазов и катушек может быть увеличено. Выводы катушек соединены между собой и с источником 4 электрического тока так, что при протекании по катушкам электрического тока любые два соседних полюса сердечника намагничиваются с противоположной полярностью. Снаружи катушки защищены оболочкой 5, предохраняющей их от воздействия абразива и смазывающе-охлаждающей жидкости. В полюсах сердечника могут быть сделаны пазы, в которые вставлены направляющие колодки 6 из немагнитного материала, центрирующие инструмент в обрабатываемом отверстии. Направляющие колодки подпружинены, напрм 1ер, плоскими пружинами 7. Однако наличие направляющих колодок иеобязател1гНО и инструмент может быть центрирован в обрабатываемом отверстии любым другим известным способом. Для концентрации магнитного потока в зоне обработки и повышения эффективности обработки на поверхности полюсов сердечника могут быть, сделаны относительно неглубокие канавки 8, расположенные, например, параллельно образующей сердечника. Эти канавки могут быть поперечными, взаимно пересекающимися или расположенными любым другим способом- так или иначе повышающим эффективность обработки Абразив в зону обработки подается, например, дозирующим устройством 9 с бункером. Внутри сердечника могут располагаться один или несколько продольных каналов 10 для подачи жидкости, охлаждающей сердечник и катушки инструмента. При этом, плотность тока в проводниках катушек может быть значительно повышена, что дополнительно позволяет увеличить индукцию в зоне обработки и повысить эффективность обработки. В сердечнике могут быть также сделаны несколько радиальных каналов 11, соединенных продольными каналами 10. В этом случае каналы 10 с одной стороны заглушены, а система каналов 10 и П может быть использована для подачи в зону обработки смазывающе-охлаждающей жидкости, повышающей эффективность обработки и одн временно с этим охлаждающей сердечник и катушки. Кроме того, через систему каналов 10 и 11 можно подавать-абразивную суспензию в зону обработки. В этом случае нет надобности в дозирующем устройстве 9, а смена абразива в зоне обработки может быть непрерывной. При обработке, некруглых отверстий, сечение сердечника также Ыожет быть некруглым. Сердечник I вводят в отверстие детали 12 катушки 3 подключают к источнику 4 электг рического тока, в зазор между полюсами 2 инструмента и поверхностью отверстия подают абразив из дозирующего устройства 9 или абразивную суспензию через систему каналов 10 и II, инструменту или (и) детали 12 сообщают относительные вращательное и осевое возвратно-поступательное движениа При обработке поверхности некруглых отверстий инструмент или (и) деталь могут совершать относительное осевое возвратно-поступательное перемещение и крутильные колебания вокруг собственных осей. Формула изобретения 1.Устройство для магнитно-абразивной обработки внутренних полостей полых деталей ферропорошками в магнитном поле электромагнита, состоящее из сердечника цилиндрической формы с катушками, отличающееся тем, что, с целью интенсификации процесса обработки, на поверхности сердечИика вдоль его образующей выполнены чередующиеся выступы и пазы, в которых расположены катушки- электромагнита, последние соединены между собой и с источником электрического тока так, что два соседних выступа сердечника образуют разноименные полюса. 2.Устройстй пбп. 1, оглйчаюы е ся тем, что, с целью улучшения условий подачи смазывающе-охлаждающей жидкости и абразивной суспензии в зону обработки,.в сердечнике выполнены система продольных и радиальных каналов, причем каждый радиальный канал выходит на поверхность соответствующего .полюса.
Источники информации, принятые во внимание при экспертизе
I. Авторское свидетельство Л 347142. кл. В 24 В 31/10. 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для магнитно-абразивной обработки листовых материалов | 1980 |
|
SU944889A1 |
| Устройство для нанесения покрытий из ферромагнитных порошков | 1988 |
|
SU1627352A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1973 |
|
SU396254A1 |
| Устройство для магнитно-абразивной обработки | 1990 |
|
SU1785881A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ УПРОЧНЯЮЩИХ ПОКРЫТИЙ ФЕРРОМАГНИТНЫМИ ПОРОШКАМИ | 1991 |
|
RU2034096C1 |
| Приспособление для магнитно-абразивной обработки деталей | 1980 |
|
SU872222A2 |
| Устройство для магнитно-абразивной обработки | 1985 |
|
SU1315257A1 |
| Установка для чистовой обработки ферропорошками в магнитном поле | 1976 |
|
SU663565A1 |
| Устройство для чистовой обработки ферромагнитных деталей | 1980 |
|
SU856767A1 |
| Устройство для обработки поверхностей магнитно-абразивным порошком | 1977 |
|
SU621553A2 |
И -
фиг.1
А-А
фиг./
