Известны способы обвязки пакетов стальной полосой посредством точечной электроконтактной сварки концов полосы внахлестку.
Предлагаемый способ отличается тем, что скрепляемые концы обвязочной полосы перед сваркой подвергают предварительному местному продольному перегибу пуансоном в клещевинах (матрице), а после сварки - окончательной формовке (сплющиванию). Это обеспечивает плотную обвязку пакета за счет исключения зазора между пакетом и лентой, технологически необходимого в процессе обвязки.
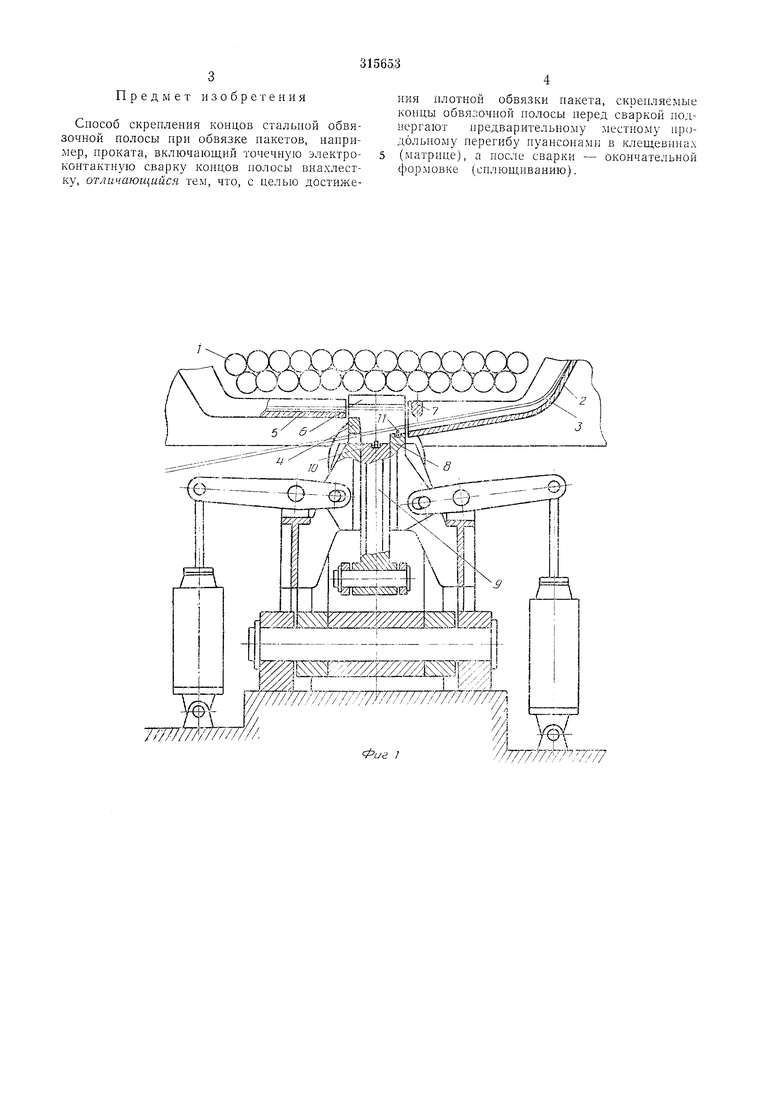
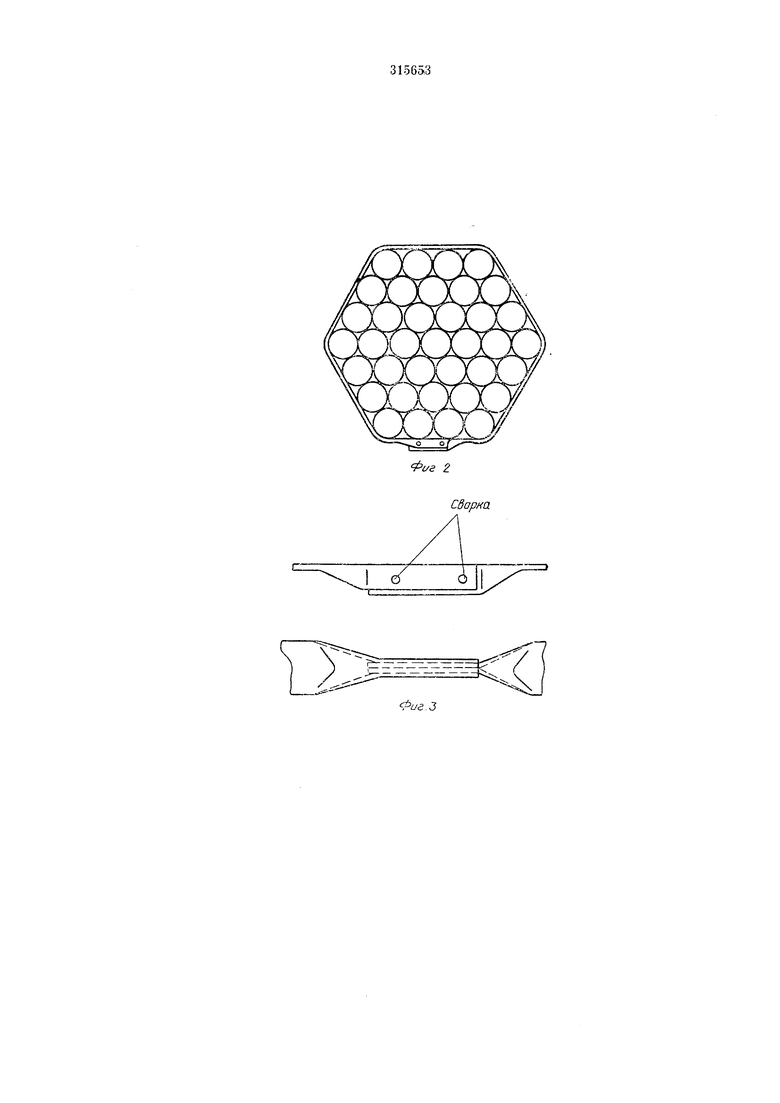
На фиг. 1 изображена кинематическая схема устройства для реализации предлагаемого способа; на фиг. 2 - обвязанный пакет; на фиг. 3 - скрепленные концы обвязочной полосы; на фиг. 4 показана последовательность операций по скреплению концов обвязочной полосы.
Вокруг уложенного в карманы машины пакета проката / обводят по направляющей 2 обвязочную полосу 3, предварительно пропустив ее через окно крайнего пуансона-ножа 4. Передний конец 5 полосы 3 проходит под клещевинами 6 и упирается в отбрасывающий упор 7.
редний конец полосы в клещевинах, зажимает его. Реверсируя механизм подачи полосы, производят ее натяжение. После этого передвигают пуансон-держатель 8 в крайнее верхнее положение, при котором он формует оба конца полосы (задний конец еще не отрезан) и зажимает их в клещевинах.
Перемещаясь в крайнее верхнее положение, средний пуансон-нож 9 отрезает задний конец полосы, формует оба ее конца в клещевинах и сваривает их с помощью электродов 10 и 11, встроенных в пуансоны. Затем все три пуансона возвращаются в исходное поло}кение (в крайнее нижнее). Посредством цилиндров пальцы 12 осуществляют окончательную формовку - местный продольный перегиб сваренных концов ленты.
Сформованные пуансонами и пальцами, сваренные концы полосы полностью выбирают технологический зазор, образованный толщиной клещевин, находящи.хся между пакетом и обвязочной полосой. Пальцы 12 возвращают в исходное положение. Размыкают клещевины 6, и обвязанный пакет вынимают из карманов машины.
Предмет изобретения
Сиособ скрепления концов стальной обвязочной полосы при обвязке пакетов, например, проката, включающий точечную электроконтактную сварку концов полосы внахлестку, отличающийся тем, что, с целью достижения плотной обвязки пакета, скрепляемые концы обвязочной полосы перед сваркой подвергают предварительному местному np(jдольпому перегибу пуансонами в клещевпнах (матрице), а после сварки - окончательной формовке (сплющиванию).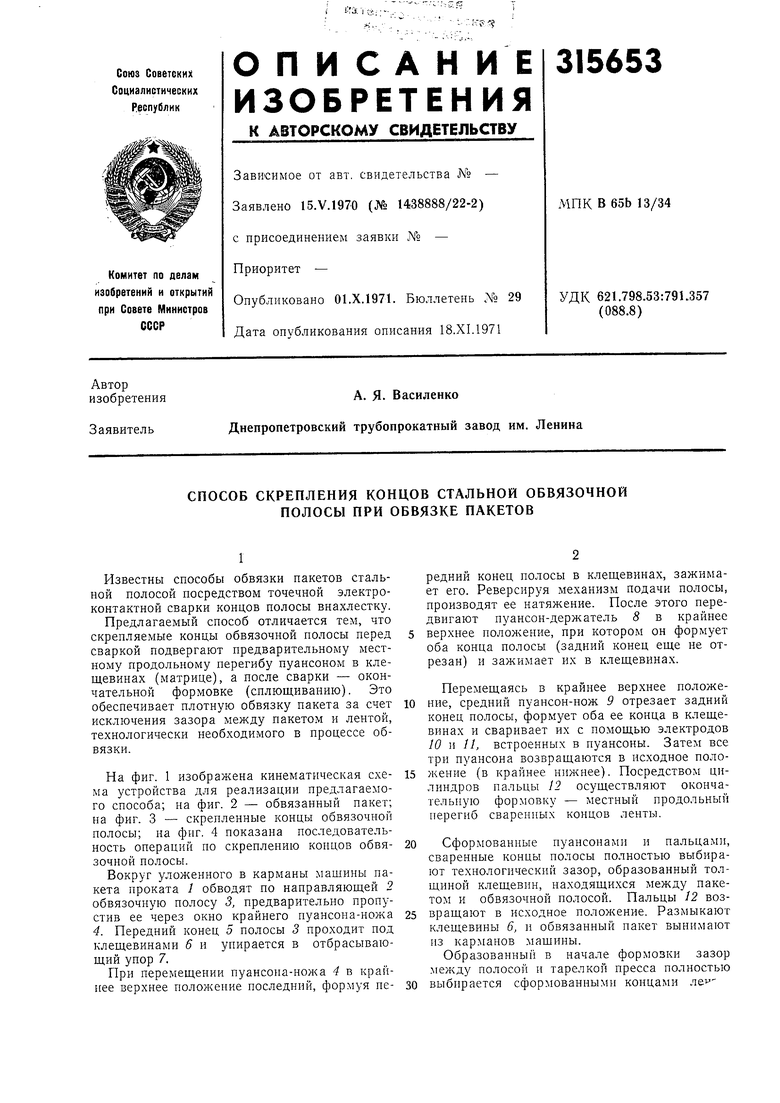
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СКРЕПЛЕНИЯ концов СТАЛЬНОЙ | 1971 |
|
SU320417A1 |
| СПОСОБ ОБВЯЗКИ ПАЧЕК | 1971 |
|
SU309878A1 |
| СПОСОБ ОБВ|ЯЗКИ ПАКЕТОВ УГЛОВЫХ ПРОФИЛЕЙ ПРОКАТА | 1973 |
|
SU393160A1 |
| Устройство для скрепления концов обвязочной ленты | 1987 |
|
SU1449467A1 |
| УСТРОЙСТВО для ОБВЯЗКИ ПРОВОЛОКОЙ ПАКЕТОВИ РУЛОНОВ | 1967 |
|
SU195427A1 |
| Устройство для обвязки пакетов цилиндрических предметов | 1973 |
|
SU490724A2 |
| СПОСОБ ОБВЯЗКИ ПАКЕТОВ ПРОКАТА ПРОВОЛОКОЙ | 2009 |
|
RU2392203C1 |
| ОБВЯЗКИ ПАКЕТОВ МЕТАЛЛИЧЕСКОЙ ЛЕНТОЙ | 1972 |
|
SU333102A1 |
| Устройство для обвязки пакетов изделий | 1984 |
|
SU1276567A1 |
| Устройство для обвязки предметов лентой | 1981 |
|
SU990591A1 |

Jv-..,A-,X.yOvX.Ty
.
Фиг
