Изобретение относится к упаковочной технике, а именно к устройствам для обвязки пакетов изделий, преимущественно сортового и трубного проката, и может быть использовано в металургии на адъюстажных участках прокатных; цехов, а также для обвязки разнообразных изделий в других отраслях промышленности с использованием в качестве обвязочного материала проволоки или металлической ленты
изобретения является повышение плотности обвязки.
На чертеже изображено предложенно устройство.
Устройство для обвязки пакетов из,делий,. преимущественно проката, содержит корпус 1 с карманом 2 прямоугольной формы для укладки пакета 3, ротор 4 с катушкой 5 для обвязочного материала 6, многороликовый изгибающий механизм 7 его натяжения, механизм 8 зажима конца обвязочного материала 6 и скрепления его концов, механизм формирования углов обвязочного материала, последний включает собранные в блок ролики 9, попарно расположенные нижние и верхние упоры 10, 11 и 12, 13 соответственно для взаимодействия с роликами 9 и подпружиненный рычаг 14. Один конец рычага соединен с ротором 4, а другой - с роликами 9. J.
Нижние упоры 10 и 11 расположены под нижними углами кармана 2, а верхние упоры 12 и 13 смонтированы с возможностью вертикального перемещения.
-Предпочтительно выполнение устройства, при котором верхние упоры 12 и 13 подпружинены пружинами 15. Фиксируют верхние упоры 12 и 13 в заданном положении при помощи стопоров 16.
В качестве обвязочного материала 6 используют проволоку или металлическую ленту. Дпя исключения поломки рычага 14 или блока роликов 9, а также для упрощения настройки положения верхних роликов 12 и 13 при изменени высоты пакета 3 усилие предварительного сжатия пружины 15 превьшает усилие, необходимое для гибки витка обвязочного материала 6.
Устройство работает следующим образом.
Прокатанные изделия: прутки, проФили или трубы длиной 5-10 м подаются к карману 2. После укладки изделий в карман 2 их концы выравниваются по торцу пакета 3, затем придают поперечному сечению пакета 3 прямоугольную форму. Конец обвязочного
материала 6 (проволоки или металлической ленты), сматываемого с катушки 5, пропускают через многороликовый изгибающий механизм 7. Ротор 4 приводят во вращение по часовой
стрелке до положения, в котором конец обвязочного материала 6, выходящего из механизма 7, попадает в механизм 8 и там зажимается. После этого poTQpy 4 сообщают движение против
часовой стрелки, в процессе которого осуществляется обводка сформированного пакета 3 обвязочным материалом 6 по контуру его поперечного сечения. Вместе с ротором 4 вращается
рычаг 14 с блоком 9. Прижим этих роликов к обвязочному материалу 6 осуществляется, за счет того, что рычаг 14 подпружинен. При проходе углов обвязочного материала 6 блок роликов 9 находит на упоры 10,11, 12 и 13, прижимается последним к пакету , 3, огибая обвязочный материал 6. Для сообщения обвязочному материалу 6 уг-, ла искривленности, не превышающего 90f
последний изгибают для компенсации упругой отдачи на еще меньший угол. Это достигается тем, что натягиваемьй материал 6 всегда образует с поверхностью пакета 3 угол, вершина .
которого .совпадает с углом обвязочного материала. Приближение формы обвязочного материала 6 к форме контура поперечного сечения пакета 3 наиболее полно достигается при расположении в каждом из углов пакета 3 отдельного изделия (прутка, профиля, трубы). В этом случае расстояние между роликами 9 выбирают таким, чтобы сообщаемые ими поперечные усилия были приложены к участкам обвязочного материала 6, находящимся в промежутках между угловым и соседними с ним изделиями.
По завершении заданного числа рборо.тов ротор 4 останавливают в положении, показанном на чертеже. При этом концевые участки обвязочного материала 6 перекрещиваются на вертикальной оси пакета 3. В этом положении осуществляют сварку упомянутых концевых участков и последукмцую отрезку наружных участков обвязочного материала 6.
312765674
На этом процесс обвязки заканчи-а другой - с роликами, расположение
вают и устройство возвращают в ис-нижних упоров под нижними углами карходное положение. Механизм формирова-мана и установка верхних упоров с
ния освобождает обвязанный пакет 3,возможностью вертикального перемещепосле чего последний извлекают из sния позволяют создавать стабильное
кармана 2.усилие натяжения обвязочного матеВьшолнение механизма формированияриала, уменьшить зазор между обвязочуглов обвязочного материала из по-ным материалом и паке.том обеспечить
перечно расположенных нижних и верх-необходимую плотность обвязки пакених упоров для взаимодействия с роли-1Отов изделий. Этому способствует выками и подпружиненного рычага, одинполнение верхних упоров подпружиненконец которого соединен с ротором,ными.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ ПАКЕТА ПРОКАТА | 1993 |
|
RU2067957C1 |
| Устройство для пакетирования и обвязки лентой длинномерных изделий | 1972 |
|
SU546543A1 |
| Устройство для сваривания концов обвязочной проволоки | 1986 |
|
SU1310294A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2112721C1 |
| Устройство для сваривания концов обвязочной проволоки | 1985 |
|
SU1321634A1 |
| Устройство для сваривания концов обвязочной проволоки | 1985 |
|
SU1276568A1 |
| Способ обвязки пакетов изделий | 1984 |
|
SU1219458A1 |
| Устройство для скручивания петли обвязочной проволоки | 1983 |
|
SU1122564A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ КОНЦОВ ШПАЛ | 2006 |
|
RU2324631C1 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПАКЕТОВ ИЗДЕЛИЙ | 1970 |
|
SU282134A1 |
1. УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПАКЕТОВ ИЗДЕЛИЙ преимущественно пр ката, содержащее корпус с карманом прямоугольной формы, ротор с катуш кой для обвязочного материала, механизм его натяжения, механизм формирования углов обвязочного материала, включающий ролики, и механизмы зажима концов обвязочного материала и скрепления его концов, отличающееся тем, что, с целью повышения плотности обвязки, механизм формирования углов обвязочного материала состоит из попарно расположенных нижних и верхних упоров для взаимодействия с роликами и подпружиненного рычага, один конец которого соединен с ротором, а другой с роликами, при этом нижние упоры расположены под нижними углами кармана, а верхние смонтированы с возможностью вертикального перемещения. 2. Устройство по п. 1, отличающееся тем, что верхние упоры подпружинены. /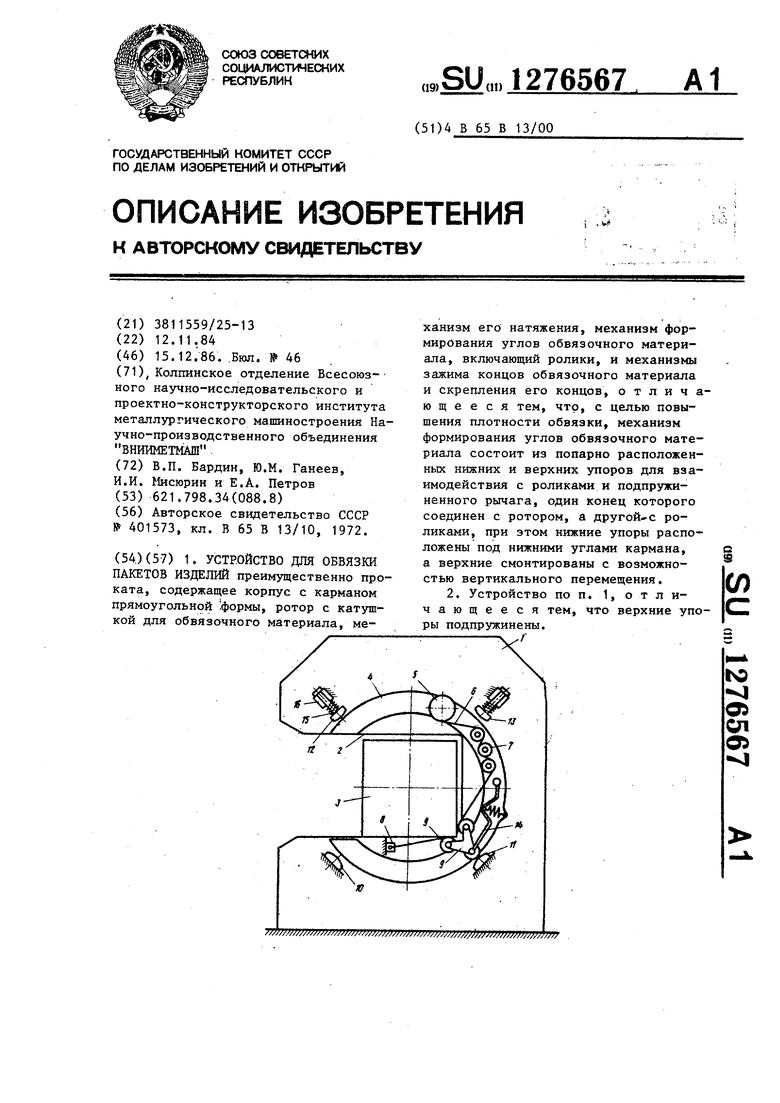
| 0 |
|
SU401573A1 | |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
