Изобретение относится к области черной металлургии, а именно к легированию стали в процессе отливки слитков в изложницы и в кристаллизаторы установки непрерывной разливки стали.
Известен центровой литник для легирования стали при разливке, в верхней части которого установлен гидрозатвор, состоящий из нижнего и верхнего поворотов литникового канала, а в литниковом канале, между его участками в гидрозатворе и в вертикальном литниковом канале, перекрытых протекающим жидким металлом, выполнено отверстие для присадки легирующих материалов и улавливания паров легирующих элементов (RU 2121409, кл. В 22 Д 27/20 от 10.11.1998г.).
Недостатком указанного центрового литника является образование нароста затвердевшего металла на стенке литникового канала между верхним поворотом и вертикальным каналом центрового литника, т. к. в этом месте еще не полностью расплавившиеся частицы легирующих материалов и остуженный ими металл соприкасается со стенками литникового канала, имеющими температуру ниже температуры кристаллизации стали. При относительно низкой температуре разливаемого металла этот нарост может полностью перекрыть литниковый канал между протекающим металлом и отверстием для присадки легирующих материалов и подача их станет невозможной.
Наиболее близкой по технической сущности и достигаемому эффекту является литниковая система, состоящая из литникового хода, центробежного металлоприемника с отверстием для присадки микрохолодильников из дозатора и выходного канала, причем центробежный металлоприемник выполнен в виде расширенного книзу участия увеличенного диаметра (SU 298420, кл. В 22 Д С 9/08 от 24.05.1971 г. ). Присадка микрохолодильников производится из дозатора. Контроль уровня металла в центробежном металлоприемнике осуществляется визуально через отверстие для присадки микрохолодильников.
Недостатком настоящей литниковой системы является свободный контакт жидкого металла в центробежном металлоприемнике и растворенных в нем вводимых легирующих элементов с открытой атмосферой, что приводит к окислению этих элементов, загрязнению стали продуктами окисления и выбросу паров легирующих элементов и газов в атмосферу. Использование этой литниковой системы для легирования стали легкоокисляющимися, легкоплавкими, легко испаряющими и токсичными элементами, такими как титан, алюминий, свинец, висмут, селен, теллур, сера и др., недопустимо с точки зрения экологической безопасности и из-за образования в стали окисных включений легирующих элементов недопустимых размеров и в недопустимом количестве.
Задача изобретения и технический результат заключаются в снижении угара вводимых легирующих материалов, улучшении качества стали и уменьшении выбросов в атмосферу паров легирующих элементов.
Эта задача решается тем, что в литниковой системе для легирования стали в процессе отливки слитков в изложницы 7 или кристаллизатор, содержащей подводящий литниковый канал, участок увеличенного диаметра, к которому литниковый канал подведен тангенциально и в котором выполнено отверстие для присадки легирующих материалов, дозатор 9 легирующих материалов, участок 4 увеличенного диаметра выполнен закрытым и герметично соединен с дозатором легирующих материалов, при этом высота участка составляет 105-800% диаметра подводящего литникового канала, а диаметр его превышает диаметр подводящего литникового канала в 1,1-9,0 раз.
Для осуществления этого способа применяется литниковая система (см. чертеж), состоящая из воронки 2, отходящего от нее литникового канала 11, участка литникового канала 4 с увеличенным диаметром, к которому литниковый канал 12 от воронки подводится тангенциально, причем в стенке участка литникового канала с увеличенным диметром выполнено одно или несколько отверстий 3 для присадки легирующих материалов и отвода газов. (Поз. 8 обозначена литниковая система, вид сверху).
В процессе заливки металла с применением предлагаемого способа и предлагаемой литниковой системы ламинарный поток, движущийся по литниковому каналу от воронки, за счет тангенциального подвода и увеличения диаметра канала нарушается и происходит перемешивание металла. С металлом смешиваются и легирующие материалы, которые присаживаются через отверстие в стенке на участке литникового канала с увеличенным диаметром. За счет этого улучшается равномерность распределения легирующих элементов в готовом металле. Закрытый объем этого участка литникового канала предотвращает окисление вводимых элементов, а избыточное давление выделяющихся газов отводится через отверстие в фильтрующее устройство. Это позволяет повысить степень усвоения легирующих элементов и уменьшить выброс их паров ниже допустимых концентраций. Минимально достаточное перемешивание металла наступает в том случае, если тангенциальный подвод его осуществляется в литниковый канал с диаметром, увеличенным в 1,1 раза. С увеличением массовой скорости разливки (кг/с) увеличение диаметра должно также возрастать. При увеличении диаметра до 9,0 раз возможна разливка металла с любой известной в настоящее время массовой скоростью. Высота участка литникового канала с увеличенным диаметром определяется уровнем металла в нем. Уровень металла не должен подниматься до уровня отверстия для присадки легирующих материалов, так как металл может застыть в отверстии и перекрыть подачу легирующих материалов. При минимальной скорости разливки высота участка литникового канала с увеличенным диаметром составляет 105% его диаметра. Высота, равная 800% диаметра, обеспечивает легирование металла при всех применяемых скоростях разливки. Дальнейшее увеличение размеров участка с увеличенным диаметром (высота и диаметр) нерационально также по причине дополнительных затрат на его изготовление и неудобства при эксплуатации.
Предлагаемая литниковая система устанавливается в металлический короб 10. Зазоры между ними засыпаются песком. При сифонной разливке стали литниковая система стыкуется (см. чертеж, стык 5) с вертикальным литниковым каналом центрового литника 6. В отверстие 3 литниковой системы герметично вставляется пробка, которая шлангом соединена с устройством для дозированной подачи легирующих материалов. В отверстии литниковой системы также установлен фильтр для очистки отходящих газов от пыли и аэрозолей легирующих элементов.
При разливке стали сверху литниковая система в коробе устанавливается непосредственно на прибыльную надставку таким образом, чтобы выходное отверстие литникового канала находилось по центру изложницы.
При разливке стали непрерывным способом литниковая система в коробе устанавливается либо между разливочным и промежуточным ковшами, либо между промежуточным ковшом и кристаллизатором. При этом выходное отверстие литникового канала в первом случае должно находиться ниже уровня шлака в промежуточном ковше, а во втором случае ниже уровня металла в кристаллизаторе.
Пример использования способа легирования стали в процессе отливки слитков и литниковой системы для его осуществления
Металл выплавляли в 85-тонных мартеновских и в 10-тонных электродуговых печах и разливали сифоном на слитки массой 3,55 и 2,84 т. Предлагаемую литниковую систему устанавливали в железные сварные короба. Зазор между выходным литниковым каналом и коробом замазывали огнеупорной глиной. Зазоры внутри короба засыпали песком. Собранную таким образом литниковую систему устанавливали на собранный сифон: выходной канал литниковой системы стыковали с верхней трубой центрового литника, а противоположный край короба устанавливали на прибыльную надставку. На сталеразливочный ковш подвешивали дозирующее устройство со свинцовой дробью размером 1-2 мм. Выходное отверстие дозирующего устройства резиновым шлангом соединяли с металлической пробкой, которую вставляли в отверстие в стенке литникового канала с увеличенным диаметром. Разливку металла и присадку свинцовой дроби производили в соответствии с действующей в цехе технологии для выплавки стали АС35Г2, ГОСТ 1414-75. Количество вводимого свинца - 0,25%. В процессе легирования выделение паров свинца визуально не наблюдалось. Проводили замеры выбросов паров легирующих элементов на соответствие ГОСТ 12.1.005-76.
Одновременно отливали слитки сверху с присадкой свинцовой дроби с помощью литниковой системы, а также сифоном, но свинцовую дробь присаживали в воронку центрового литника без применения литниковой системы. В первом случае короб с литниковой системой устанавливали непосредственно на прибыльную надставку таким образом, чтобы выходной литниковый канал находился на оси изложницы. Зазор между коробом и прибыльной надставкой уплотняли каолиновой ватой. Визуального выделения паров свинца не наблюдалось. При присадке свинцовой дроби без использования литниковой системы из воронки центрового литника интенсивно выделялись пары свинца.
Производили также легирование стали свинцом с применением литниковой системы при непрерывной разливке. В этом случае короб с литниковой системой устанавливали между разливочным и промежуточным ковшами. Нижний край выходного канала находился под шлаком промежуточного ковша. Струю из промежуточного ковша в кристаллизатор защищали огнеупорной трубкой. Поверхность металла в кристаллизаторе защищали шлаком.
Результаты проведенных плавок приведены в таблице. Из них следует, что применение технологии легирования стали свинцом с использованием литниковой системы практически предотвращает выбросы паров свинца в атмосферу: степень усвоения свинца достигает 100%, а выбросы в атмосферу составляют 0,007-0,008 мг/м3, что ниже предельно допустимых концентраций по ГОСТ. За счет смешивания жидкой стали и свинца в литниковом канале с увеличенным диаметром свинец более равномерно распределяется в кристаллизующемся металле, что предотвращает выделение крупных включений его в готовой стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ ПРИ РАЗЛИВКЕ И ЦЕНТРОВОЙ ЛИТНИК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2121409C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ СЛИТКОВ | 1996 |
|
RU2101132C1 |
| Способ получения стали с высоким содержанием легкоокисляющихся элементов | 1981 |
|
SU981386A1 |
| Способ получения стали с высоким содержанием легкоокисляющихся элементов | 1982 |
|
SU1060689A2 |
| Устройство для введения сыпучего материала в жидкий металл | 1982 |
|
SU1072985A1 |
| СПОСОБ СИФОННОЙ РАЗЛИВКИ СТАЛИ | 1996 |
|
RU2101127C1 |
| СПОСОБ СИФОННОЙ РАЗЛИВКИ СТАЛИ | 1987 |
|
RU1511949C |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ СЛИТКОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2321473C2 |
| Устройство для сифонной разливки стали | 1990 |
|
SU1770043A1 |
| ГИБКАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ С МИНИМАЛЬНЫМ ПОТРЕБЛЕНИЕМ ЭНЕРГИИ И СПОСОБЫ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПРОДУКТОВ | 2012 |
|
RU2530578C2 |

Изобретение относится к металлургии. Литниковая система содержит подводящий литниковый канал, участок увеличенного диаметра, выполненный закрытым. Этот участок герметично соединен с дозатором легирующих материалов. Высота металлоприемника составляет 105-800% диаметра литникового канала, а диаметр его превышает диаметр литникового канала в 1,1-9,0 раз. Через отверстие в участке вводят легирующие материалы. Подвод металла по литниковому каналу к участку увеличенного диаметра осуществляют тангенциально. Обеспечиваются перемешивание легирующих материалов с металлом, снижение угара легирующих материалов. 1 табл., 1 ил.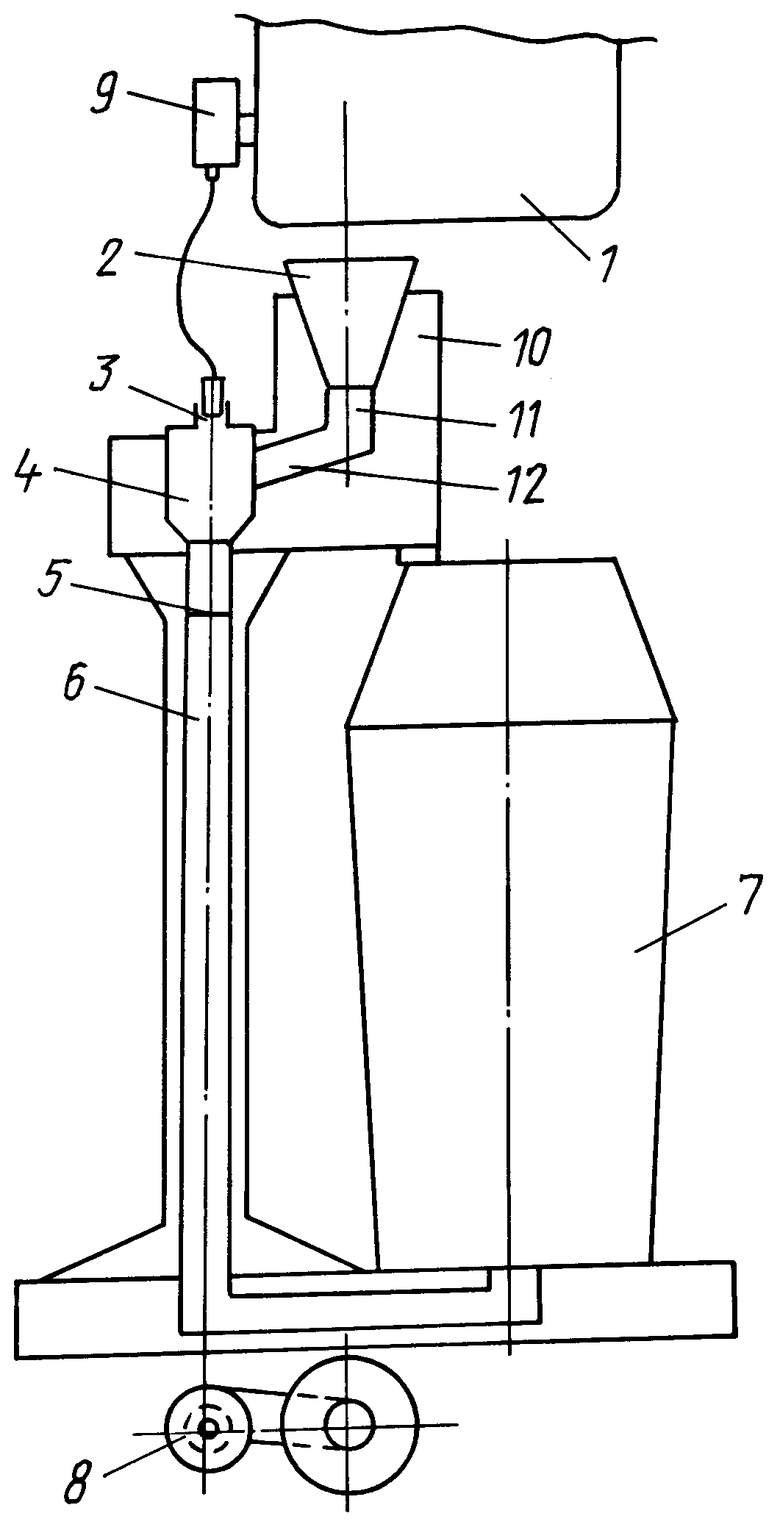
Литниковая система для легирования стали в процессе отливки слитков в изложницы или кристаллизатор, содержащая подводящий литниковый канал, участок увеличенного диаметра, к которому литниковый канал подведен тангенциально и в котором выполнено отверстие для присадки легирующих материалов, дозатор легирующих материалов, отличающаяся тем, что участок увеличенного диаметра выполнен закрытым и герметично соединен с дозатором легирующих материалов, при этом высота участка составляет 105-800% диаметра подводящего литникового канала, а диаметр его превышает диаметр подводящего литникового канала в 1,1-9,0 раз.
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 0 |
|
SU298420A1 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ ПРИ РАЗЛИВКЕ И ЦЕНТРОВОЙ ЛИТНИК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2121409C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 1995 |
|
RU2080206C1 |
| Устройство для суспензионной разливки металла | 1974 |
|
SU478673A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |

