При СИФОННОЙ разливке стали применяется остуживание веркней части изложницы П01гле ее заполнения для Образования плотной корки. При этОМ слиток продолжают питать из литниковой системы, оказывая давление на металл. Такой прием «31Вбстен также и rpiynтювой сифонаюй разлевке в изложницы, расположенные ло кругу на паддояе. П|ричем одна из изложниц
служит литниковым СТОЯКО(М.
Предлагаемое настоящим изобретением устройство для групповой сифоиной разливки стали состоит из адддода и расположенных на не(м по кругу изложниц, «о отличается от уст ройств подобного рода тем, что в центре круга расположен пустотелый стеожень с шаравидной полостью. Послддняя сообщается вверху ic атмосферой или с источником сжатого воздуха, а
внизу - с литниковым СТОЯКОМПОсредств:01м радиальных каналов.
Стержень этот служит для допольнйтельного пита1ния слиткав металлом под действиеа атмосферного давления или сжатого 1возд|уха п«сле остужения их верхней части.
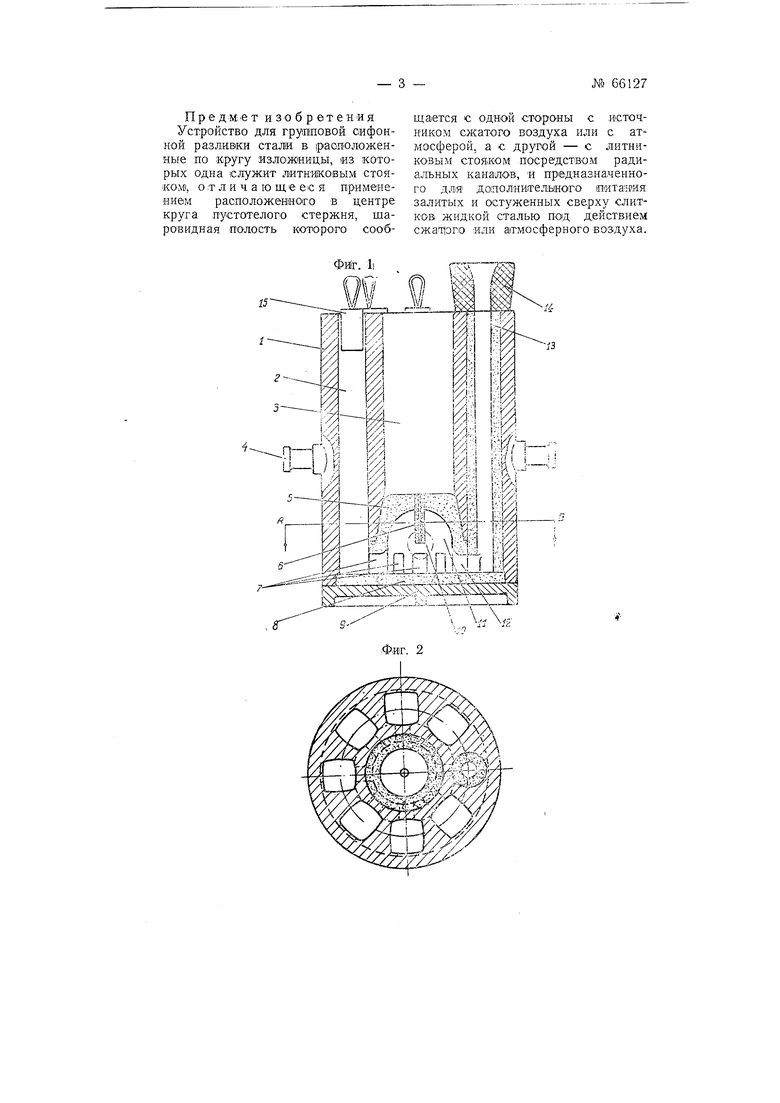
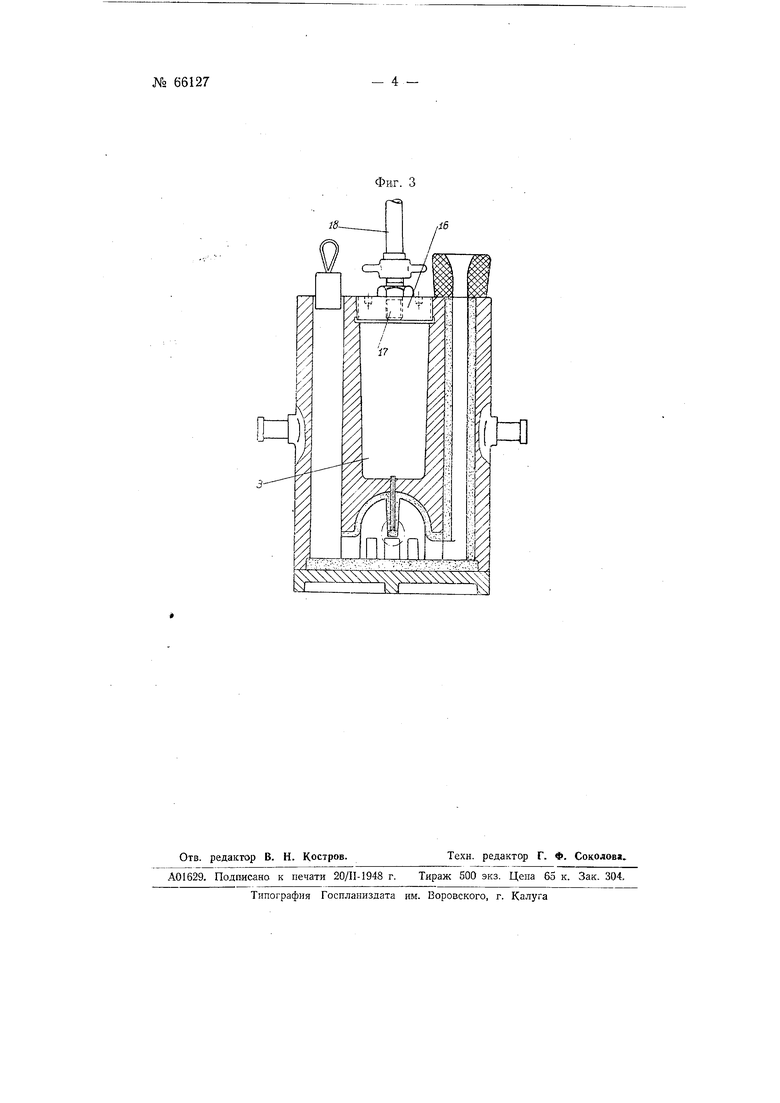
На чертеже фиг. 1 изображает вид спереди на предлагаемое устройство для групповой сифонной разливки стали в вертикальном разрезе, в котором пустотелый стержень сообщается с атмосферой, фиг. 2 - разрез по АВ фиг. 1 и фиг. 3-такое же устройство, но с сообщением пустотелого стержня с источнихсм сл :атого воздуха.
4}тунная изложница / имеет несколько 1С квозныХ вертикальных аналов, раоположенньгх по окружности и идущих вдоль изложницы. Один из них служит гнездОМ для устащо1ЕКи литникового стояка 13, а остальные являются форма1Ми 2 для получения болвалок.
Центральное отверстие 3 изложниць служи1г для сообщения атмосферного воздуха с потайной общей прибылью //. Кроме того в нижией своей части оно служит для установки стержня 5 с шаровой полостью для прибыли 11. Нижняя часть изложницы имеет гнездо для установки стержня 8. Низ изложницы плотно закрывается отъемным поддоном 9.
В Наружную цияиндрическую поверхность ИЗЛЮЖницы залиты две цапфы 4, располол :енные диаметрально противоположно. Литниковый канал в верхней части изложвицы заканчивается литниковой во-ронкой i4. Сквозь стержень 5, внутренняя поверхность которого образует Общую прибыль, пропущен стержень 6. оообщающий пентр общей прибыли с центральныМ каналом изложниды и, следоВательно, с атмосферой, и в то же время препятствующий проникновенкю жидкого Металла в открытый сверху канал.
Для регулкрования высоты болBaiHOiK при заливке и времени остывании кх в верхней части приоленены опускные металлические пробки 15.
Цапфы 4 излоЖНицы являются осями, вокруг которых проиаводится повертьшание изложинцы на 180° для удобства сбОр1ки последней. Изложницы могут быть расположены или на стационариы.х постаментах, или на конвейере.
Канал 12 сообщает литниковый канал с общей прибылью. Кана.лы 7 сообщают общую прибыль с .формами для болванок.
Жидкий металл лри обычной температуре заливают в ,вороа-ику 14. По каналу литнико вого стояжа /3 через канал /2 он поступает во внутреннюю полость стерж:ня 5, образующу.ю потайную прибыль //. Из внутренней полости МСталл по каашлам 7 поступает в каналы для отливки болванок 2. По мере прохождения через полость потайной прибыли в этой полости аккумулИруется тепло, передаваемое в ходе всего п;рО1цесса заливки металлу лрибыли. После заполнения изложницы на необходимую высоту прекращается заливка металла в воровку и наступает период охлаждения. Для более иитенсивного охлаждения металла в верхних слоях болванок в каналы опускаются сверху до сопрИ1КОСно,вения с металлом металлические пробки 15.
Для так СТО же янтенсивното охлаждения верхних слоев металла литника эти слои поливаются В0|дой (перед поли1В|Кой литниковая BOpiQHKa удаляется Изложницы в-месте с Оставшнмся е ней металлом). В первый период остываиия появившаяся корка (затвердевщий слой) во всей Поверхности залитого металла предотвращает воздействие атмосферного воздуха на жидкие слои его, находяи,ксся под коркой.
По мере дальнейшего остывания металла и, следовательно, дальнейшего затвердевания болванок, в них должны были бы образовываться усадочные раковины, представляющие; собой беввоздущные простраиства. но так кзж жи1Д;Кий металл общей потайной прибыли через стержень 6 сообщен с атмосферой, то металл иод давленке м ее по закону сообщающихся сосудо/в будет перем1ещаться к внутренним слоям жидкого металла болванок, уплотняя его. Этот процесс и обеспечивает получение болваногк без раковин и рыхлостей за счет металла, ущедшего на подпитку под атмосферным давлением из центра потайной прибыли, где в результате будет образована общая усадочная ракови на.
Не:П:рзмеинь 1М условием надежной подпитки бо.П;ЗаНО:К iB MOMieHT
их остывания н образовьазания усадочных ракоеип за металла потайной прибыли нужно считать условие, при которОл металл прибыли н подводящих каналов 7 должен остывать позже, чем металл болванок, что и достигается подборО: ; необходимых сеченагй каналов 7 и наличием формовочной смеси по контурам потайной прибыли и указанных каналов. Жцдкий металл, nonais в канал 2 нзложеицы, соприкасается с металлом ее и поэтому остывает идтенсивнее. чем в потайной прибылв и металлоподводящнх каналах.
На фиг. 3 центральное отверстие 3, изло кнвцы перекрыто крьишкой 16. отверстие 17 которой открывается внизу в полость 5, а вверху соединяется т|р|у|бопроводом 18 с HCTOHHHKOiM сжатого воздуха. При залввке трубопровод 18 перекрыт и доступ сжатого (воздуха в полость стержня 5 начинается после образования корки по В1сей поверхности залитых слитков.
Предм6т изобретения Устройство для грутповой сифонной разливки стали в расположенные по кругу изложиицы, из которых одна служит литниковым стояком, отличающееся применениам расположенного в центре круга пустотелого стержня, шаровидная полость которого сообФиг. 1
щается с одной стороны с источником сжатого воздуха или с атмосферой, а с другой - с литниковым стояком посредством радиальных каналов, и предназначенного для дополнителыного иита-тая залитых и остуженных сверху слитков жидкой сталью под действием сжа:т|эго или атмосферного воздуха.
...vv
.
Фиг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выбивки труб при центробежном литье | 1956 |
|
SU109395A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Способ ведения сифонной отливки спокойной стали | 1931 |
|
SU31585A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ СЛИТКОВ | 1996 |
|
RU2101132C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИТОГО РАСХОДУЕМОГО ЭЛЕКТРОДА | 2011 |
|
RU2456121C1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ СТАЛЬНЫХ ОТЛИВОК | 1992 |
|
RU2088372C1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| Литейная форма | 1987 |
|
SU1470422A1 |
| Кокиль | 1979 |
|
SU835620A1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |