Изобретение относится к области высокочастотной сварки металлических фасонных профилей, оребренных и других изделий, имеющих соединение тина поверхность-ребро, либо изделий с различной толщиной соединяемых элементов.
Известен способ высокочастотной сварки, по которому используют дополнительную э.д. с., влияющую на нагрев свариваемых кромок, причем она имеет фазу, одинаковую с э.д. с., вызывающей основной ток.
Цель изобретения - предотвращение перегрева ребра ири сварке оребренных изделий.
Для этого дополнительную э.д.с. создают противоположной ио фазе э.д.с., вызывающей основной ток.
Предлагаемый способ нагрева кромок соединяемых изделий при высокочастотной сварке обеспечивает равномерный нагрев свариваемых кромок изделий типа ребро- плоскость и высокое качество сварпого соединения.
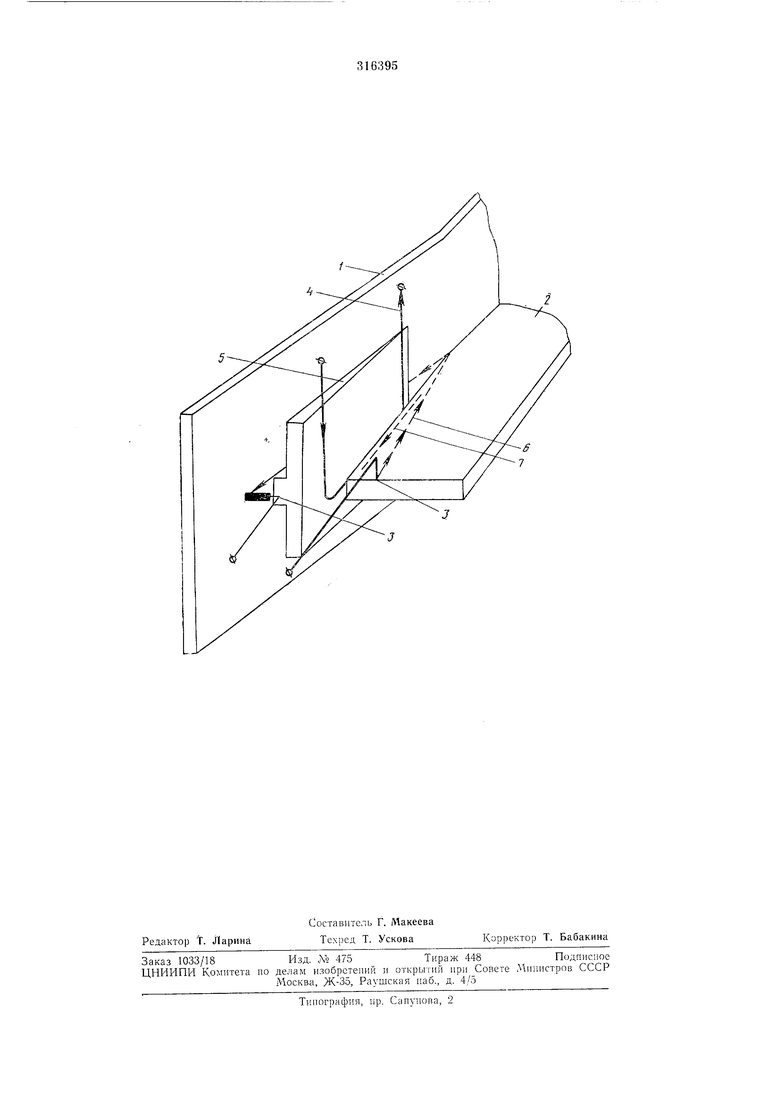
Предлагаемый способ иллюстрирзется чертежом.
Пластина / п ребро 2 располол епы под углом друг к другу. Па некотором расстоянии от точки соприкосновения свариваемых деталей при помощи скользящих контактов 3 подводится ток высокой частоты. Па участке от места установки контактов до точки соприкосновения в щели между свариваелшьмн
деталями установлен индуктирующий провод 4 и клинообразный экран 5 из материала с высокой электропроводностью, например меди. Экран защищает нагреваемую током
поверхность пластин от влияния тока в индуктирующем проводе.
Сварочный ток 6 высокой частоты, подводимый при помощи контактов 3, протекает по поверхностям свариваемых изделий и замыкается и точке их соприкосновения. Одновременно по индуктирующему проводу 4 пропускается ток той же частоты, имеющий фазу, совпадающую с фазой сварочного тока б. Индуктированный при этом в кромке ребра 2
дополнительный ток 7 вызывает перераспределение сварочного тока, оттесняя его на боковые прилегающие поверхности, п тем самым ослабляет нагрев поверхности ребра, не изменяя интенсивности нагрева поверхности пластины.
Предмет 1зобретения
Способ высокочастотной сварки изделий, ио которому используют дополнительную э.д.с., влияющую на нагрев свариваемых кролюк, отличающийся тем, что, с целью предотвращения перегрева ребра при сварке оребренных изделий, дополнительную э.д.с. создают противоположной по фазе э.д. с., вызывающей основной ток.
-7
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ высокочастотной сварки и устройство для его осуществления | 1981 |
|
SU1017455A1 |
| Способ высокочастотной сварки профилей и устройство для его осуществления | 1977 |
|
SU946854A1 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ ПРОФИЛЕЙ ТИПА ПОВЕРХНОСТЬ - РЕБРО | 1996 |
|
RU2105647C1 |
| Устройство для спирального оребрения труб | 1983 |
|
SU1073043A1 |
| Способ высокочастотной сварки трубных плетей с ребрами | 1985 |
|
SU1318365A1 |
| Способ высокочастотной сварки | 1981 |
|
SU1030129A1 |
| ИНДУКТОР ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1970 |
|
SU285733A1 |
| Устройство для спирального оребрения труб | 1980 |
|
SU944841A1 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1972 |
|
SU334025A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ ПРОФИЛЯ ТИПА "РЕБРО-ПОВЕРХНОСТЬ" | 2014 |
|
RU2554237C1 |
