Изобретение относится к области машиностроения, в частности к высокочастотной индукционной сварке узлов, агрегатов и т. п.
Известны способы высокочастотной сварки, пр,и которых в свариваемых изделиях с расположенными под острым углом кромками индуктируют ток. Однако эти опособы :не позволяют соединять незамкнутые профили, а эффективность нагрева значительно зависит от размеров и конфигурации свариваемых деталей.
Предлагаемый способ отличается от известных тем, что для повышения к.п.д. индукционной высокочастотной сварки и расширения технологических возможностей процесса электродвижущая сила, создающая сварочный ток, индуктируется в искусственно созданном контуре, включающем частично свариваемые изделия, кондуктивно связанные меледу собой.
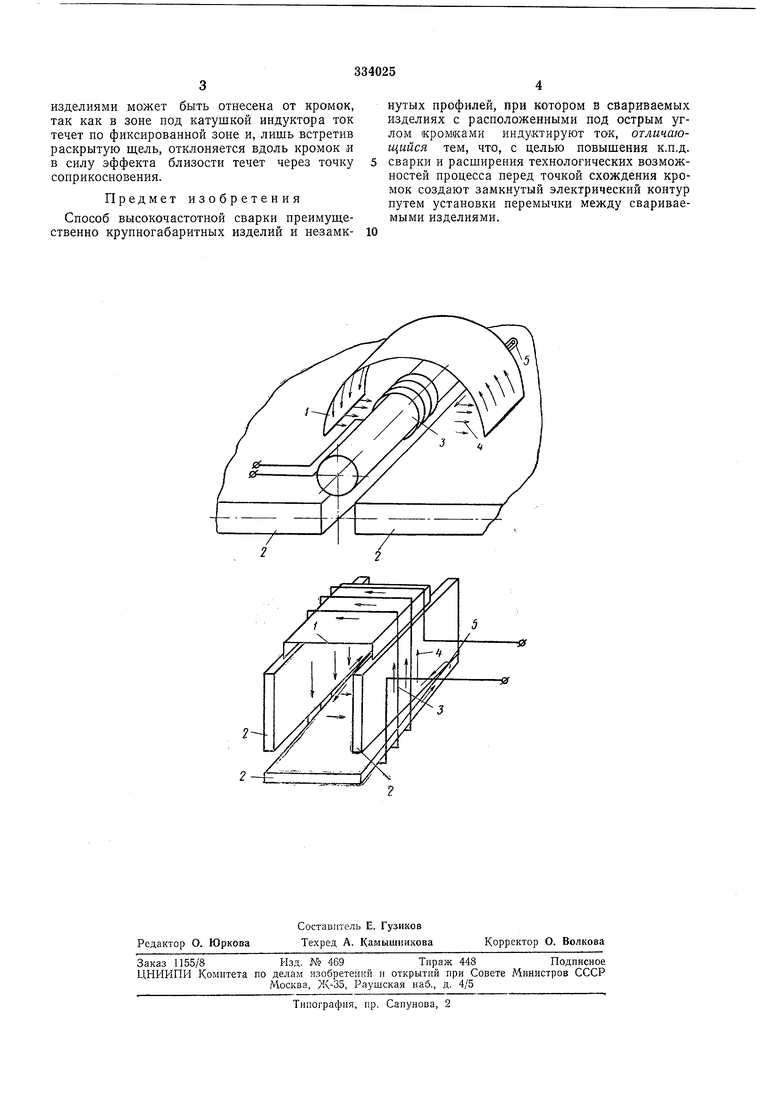
Предлагаемый способ поясняется чертежом (два варианта сварных работ).
Искусственная перемычка / из материала с высокой электропроводностью, кондуктивно (электрически) соединяет свариваемые изделия 2, имеющие сходящиеся нод острым углом кромки.
мыми заготовками обеспечивается электрический контакт по линиям соприкосновения.
При пропускании по катушке индуктора 3
тока высокой частоты в искусственно созданном контуре индуктируется ток 4, который
замыкается по перемычке, части свариваемых
изделий, через точки 5 их соприкосновения.
Потери мощности в контуре в данном случае зависят от величины части свариваемых
изделий 2, включенных в контур. Потери мощности в перемычке, изготовленной из материала с высокой электропроводностью, невелики. Изменением высоты перемычки
уменьшить свободный объем вокруг индуктора 5 и тем самым уменьшить потоки рассеяния индуктора и магнитную нагрузку на сердечник индуктора. Со свариваемыми изделиями перемычка
имеет контакт, но условия передачи тока пр,и этом облегчены по сравнению с контактным способом передачи энергии при сварке. Ширина контактной поверхности может быть выбрана достаточно большой и, следовательно,
плотность тока в перемычке снижена. Появляется возможность передачи больших токов более низких частот, когда это технологически необходимо. При использовании предлагаемого способа
изделиями может быть отнесена от кромок, так как в зоне под катушкой индуктора ток течет по фиксированной зоне и, лишь встретив раскрытую щель, отклоняется вдоль кромок и в силу эффекта близости течет через точку соприкосновения.
Предмет изобретения
Способ высокочастотной сварки преимущественно крупногабаритных изделий и незамкнутых профилей, при котором в сЁариваемых изделиях с расположенными под острым углом кромками индуктируют ток, отличающийся тем, что, с целью повышения к.п.д. сварки и расширения технологических возможностей процесса веред точкой схождения кромок создают замкнутый электрический контур путем установки перемычки между свариваемыми изделиями.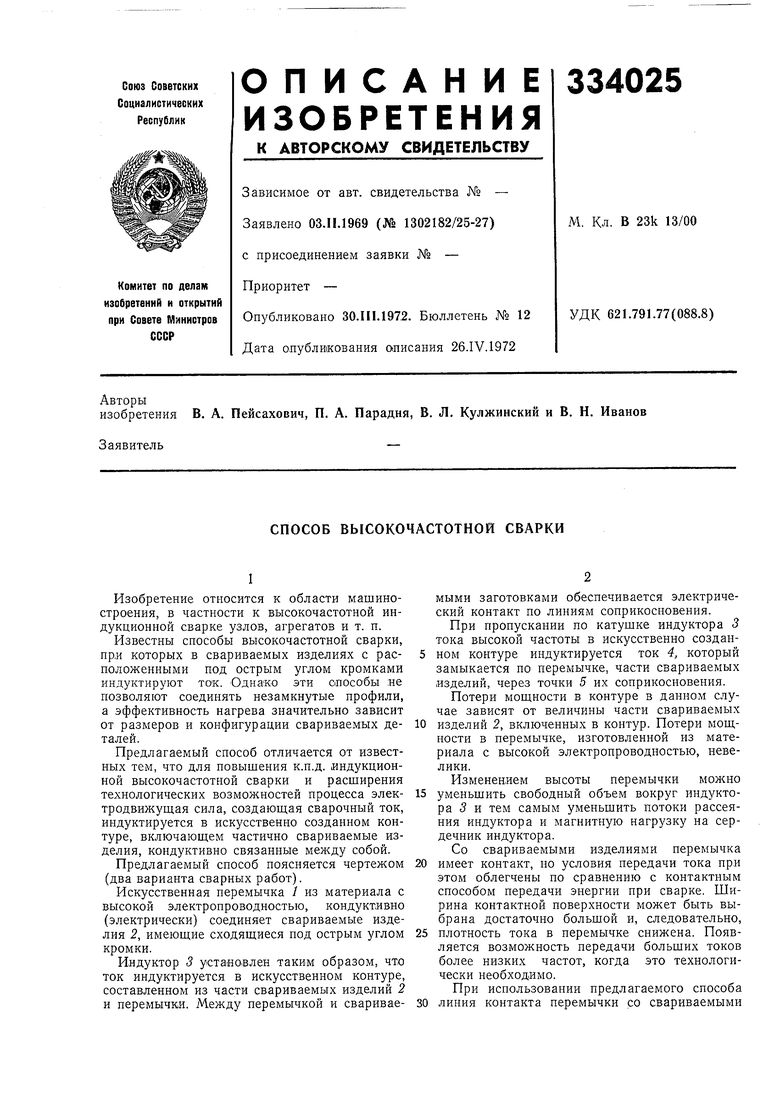
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1972 |
|
SU335890A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ НЕЗАМКНУТОГО КОНТУРА | 2004 |
|
RU2309032C2 |
| ИНДУКТОР ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1970 |
|
SU285733A1 |
| Способ высокочастотной сварки труб | 1981 |
|
SU1077732A1 |
| Индуктор для высокочастотнойСВАРКи | 1978 |
|
SU795820A1 |
| УСТРОЙСТВО для ИНДУКЦИОННОГО НАГРЕВА КРОМОКШТРИПСА | 1967 |
|
SU191704A1 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1971 |
|
SU316395A1 |
| Индуктор для высокочастотной сварки | 1978 |
|
SU749597A1 |
| В П ТБ ФОНД енооЕртое | 1973 |
|
SU396216A1 |
| Способ высокочастотной сварки изделий встык | 1984 |
|
SU1192926A1 |
