Предлагаемое изобретение имеет целью облегчить работу по составлению производственного плана завода и учета его производства с помощью контрольной доски, на которой устанавливаются кубики с соответствующим надписями.
На чертеже. фиг. 1 изображает вид контрольной доски спереди, фиг. 2 - то же вид сбоку, и фиг. 3 - перспективный вид кубика.
Хронологическому планированию, как известно, предшествует установление общего календарного плана выпуска, после чего следует составление во времени плана производства как по всему заводу, так и по отдельным его цехам. Планирование производится на основании данных о количестве нормированных часов (труд часов), потребных для выполнения каждой операции, и для облегчения работы и большей наглядности хронологической планировки предлагается контрольная доска планировки производства (фиг. 1). Доска снабжена рядом горизонтальных полочек а, соответствующих каждая определенному месяцу, и на них располагаются деревянные кубики (фиг. 3), обклеенные бумагой и разграфленные согласно рисунка. Вертикальные переставные перегородки б делят доску на несколько вертикальных рядов, каждый из которых соответствует определенному цеху завода, а последний ряд предназначен для выпуска готовых изделий. Каждый заказ как намеченный по производственному плану, так и вновь поступающий в течение года, по разработке его разносится по кубикам. На каждом кубике пишется: 1) № заказа (в верхнем левом углу), №113, 2) наименование заказа (тиски 2-х пудовые), 3) сокращенное наименование цеха, в котором работа пополняется (КЗ-кузнечный), 4) количество штук в данной партии (100), 5) количество комплектов, какое данная партия представляет с начала заказа (на примере, дробь  означает, что до данной партии и 100 шт. распланированы 300 штук и после изготовления этой партии будет всего распланировано 400 штук). В нижнем левом углу кубика проставляется количество нормировочных часов на обработку 1-й штуки изделия в данном цехе (9,3 часа), и рядом, наконец, проставляется количество нормировочных часом на всю данную партию (930). Если данный заказ проходил через несколько цехов, то составляется соответственное число кубиков. Если же, кроме того, заказ разбивается на несколько партий, то для каждого цеха составляется столько кубиков, на сколько партий разбит заказ (партии по количеству, конечно, могут быть и не одинаковые, например, 50, 100, 200 штук и т.д.).
означает, что до данной партии и 100 шт. распланированы 300 штук и после изготовления этой партии будет всего распланировано 400 штук). В нижнем левом углу кубика проставляется количество нормировочных часов на обработку 1-й штуки изделия в данном цехе (9,3 часа), и рядом, наконец, проставляется количество нормировочных часом на всю данную партию (930). Если данный заказ проходил через несколько цехов, то составляется соответственное число кубиков. Если же, кроме того, заказ разбивается на несколько партий, то для каждого цеха составляется столько кубиков, на сколько партий разбит заказ (партии по количеству, конечно, могут быть и не одинаковые, например, 50, 100, 200 штук и т.д.).
С целью более скорого нахождения кубиков среди довольно большого количества их на доске, кубикам, носящим одно и то же наименование изделия (культиваторы, весы и т.д.) присваиваются особые отличительные знаки, что достигается путем заштриховки цветными карандашами уголков и полей кубиков с разных сторон. В каждом вертикальном ряду вверху доски, рядом с сокращенным наименованием цеха, на меняемом каждый месяц ярлыке помещается расчетная мощность цеха М, которая равняется мощности производственников цеха на данный месяц (произведение количества имеющихся производственников на количество рабочих часов в данном месяце), за вычетом как мощности, теряемой на прогулы (по данным статистики предыдущих месяцев), так и мощности, забронированной в определенном % за разными случайными, внепрограммными работами. Получаемые, таким образом, разности множатся на коэффициент интенсивности, т.-е. даваемые статистикой за предыдущие месяцы отношения количеств нормированных часов к количествам часов, действительно затраченных в каждом отдельном цехе.
Процесс планирования происходит следующим образом:
По изготовлении всех кубиков для определенного заказа размещают кубики выпуска на полочках последнего вертикального ряда доски против соответствующих месяцев. Далее, расставляют остальные кубики по цехам и месяцам, начиная с последнего и кончая первым заготовительным цехом, с таким расчетом, чтобы обработка одной и той же партии в двух последующих цехах, по возможности, не происходила в один и тот же месяц. То же самое делается и со всеми остальными заказами. По окончании первой распланировки, она корректируется путем дальнейших передвижений кубиков с одной полки на другую, сообразуясь с мощностью каждого цеха и очередностью необходимого выпуска.
Ежемесячно по проверке, сделанной за предыдущий месяц работы, кубики, по которым работа выполнена, снимаются, а те, по которым работа почему-либо не выполнена, переносятся на следующую нижнюю полку (на следующий месяц), что обычно вызывает передвижение и других кубиков (если не было оставлено свободной мощности). Такие же перестановки имеют место при получении новых нарядов или при необходимости особого форсирования некоторых из имеющихся. Если по данному кубику не вся работа выполнена, т.-е. не все детали для полных комплектов выполнены или же некоторые детали оказались забракованными, то, снимая кубики, по которым работы частично выполнены немедленно заменяют их другими кубиками, обклеенными не белой, а розовой бумагой (цвет, которой указывает на неполные комплекты) и помещают их на следующую нижнюю полку. В этих кубиках количество часов на 1 комплект (в левом нижнем углу) не помечается, а помечается рядом общее количество нормировочных часов, потребное для выполнения остающихся до полных комплектов партий деталей.
Кроме того, при поступлении спешных нарядов или изменении намеченных выпусков по родам заказов или срокам их, становится возможным, путем комбинаций с кубиками, сравнительно быстро производить перепланировки.
Таким образом, предлагаемая доска предназначается для получения наглядного представления: 1) о предполагаемом выпуске по разным заказам, в каждом месяце, 2) о сроках, на которые загружены имеющимися заказами как отдельные цеха, так и весь завод в целом, 3) о характере заказов, которые возможно принимать для незагруженных цехов (литье, поковка, обработка дерева и так далее), 4) о том, какие из имеющихся заказов требуют отсрочки, 5) об общем количестве лиц, подлежащем приему или сокращению в каждом следующем месяце, 6) о работах каждого цеха по месяцам, 7) о последовательности прохождения отдельных частей (партий заказов) по времени и по цехам.
Описанную планировку возможно производить не по месяцам, а по половинам месяца и неделям, если требуется более точная планировка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для указания хода производственного процесса | 1935 |
|
SU53113A1 |
| Устройство для учета продукции | 1936 |
|
SU51548A1 |
| Аппарат для контроля выполнения плана производственного процесса | 1938 |
|
SU57227A1 |
| НАСТОЛЬНАЯ ИГРА "СТРАТЕГИЯ УПРАВЛЕНИЯ" | 1993 |
|
RU2067483C1 |
| КОМПЛЕКС ПО ПРОИЗВОДСТВУ КЕРАМИЧЕСКОГО КИРПИЧА | 1992 |
|
RU2051032C1 |
| АВТОМАТИЗИРОВАННЫЙ ЗАВОД | 1992 |
|
RU2031768C1 |
| СПОСОБ ЭЛЕКТРОННОЙ РЕГИСТРАЦИИ ДВИЖЕНИЯ РЕСУРСОВ В ОРГАНИЗАЦИЯХ | 2007 |
|
RU2370821C2 |
| Логарифмический прибор для расчетов про планировании работ на станках | 1929 |
|
SU18977A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИСПОЛЬЗОВАНИЯ В СИСТЕМЕ УПАКОВКИ ПИЩЕВЫХ ПРОДУКТОВ | 2013 |
|
RU2586922C1 |
| МИКРОДОЗИРУЮЩАЯ ВЫДАЧНАЯ СИСТЕМА | 2014 |
|
RU2620945C2 |
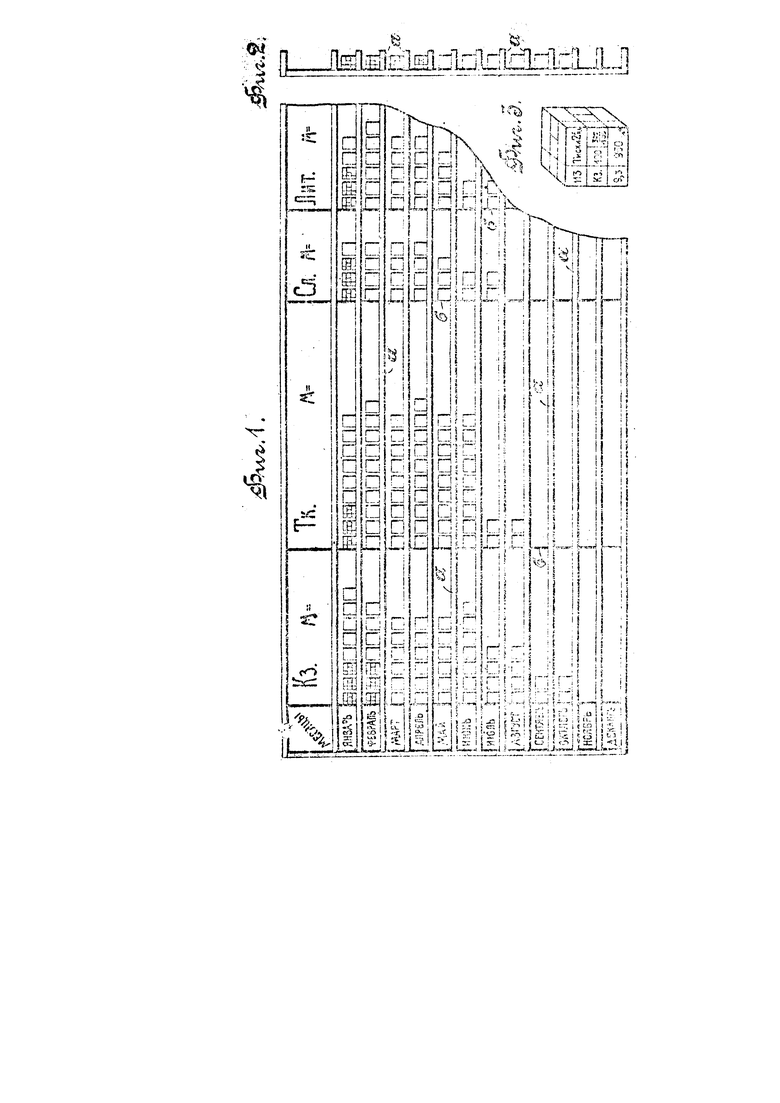
1. Контрольная доска с подвижными кубиками для планирования и учета производства, характеризующаяся тем, что она снабжена рядом горизонтально расположенных полок а, соответствующих каждая определенному месяцу и разделенных вертикальными переставными перегородками б, делящими полки на вертикальные ряды, соответствующие определенным цехам завода, и последний ряд - выпуску готовых изделий, каковые полки а предназначены для установки на них кубиков, обклеенных бумагой, разграфленной определенным образом и с соответствующими надписями, характеризующими данный заказ.
2. В охарактеризованной в п. 1 контрольной доске помещение вверху каждого вертикального ряда полок а, рядом с сокращенной надписью наименования цеха, надписи, указывающей расчетную мощность цеха.
