Предмет настоящего изобретения относится к типу аппаратов для контроля вынолнения планов производственных процессов, выполненных в виде дисковых колес, связанных между собою передачей с любым передаточным числом, устанавливаемым по желанию, и .помещенных на общей оси, вращаемой часовым механизмом или тому подобным приводом.
в предлагаемом аппарате дисковые колеса, в количестве комплектов деталей собираемого агрегата, снабжены рядом укрепленных на их окружности звездчатых колес, в количестве отдельных входящих в комплект деталей, каковые колеса взаимодействуют с выключаемым-и упорами, установленными на кожухе.
По положению звездчатых колес получается наглядная картина плана производства отдельных деталей, по положению дисковых колес - картина плана производства комплектов, а по положению комплекса дисковых колес - выполнение плана производства всего собираемого агрегата.
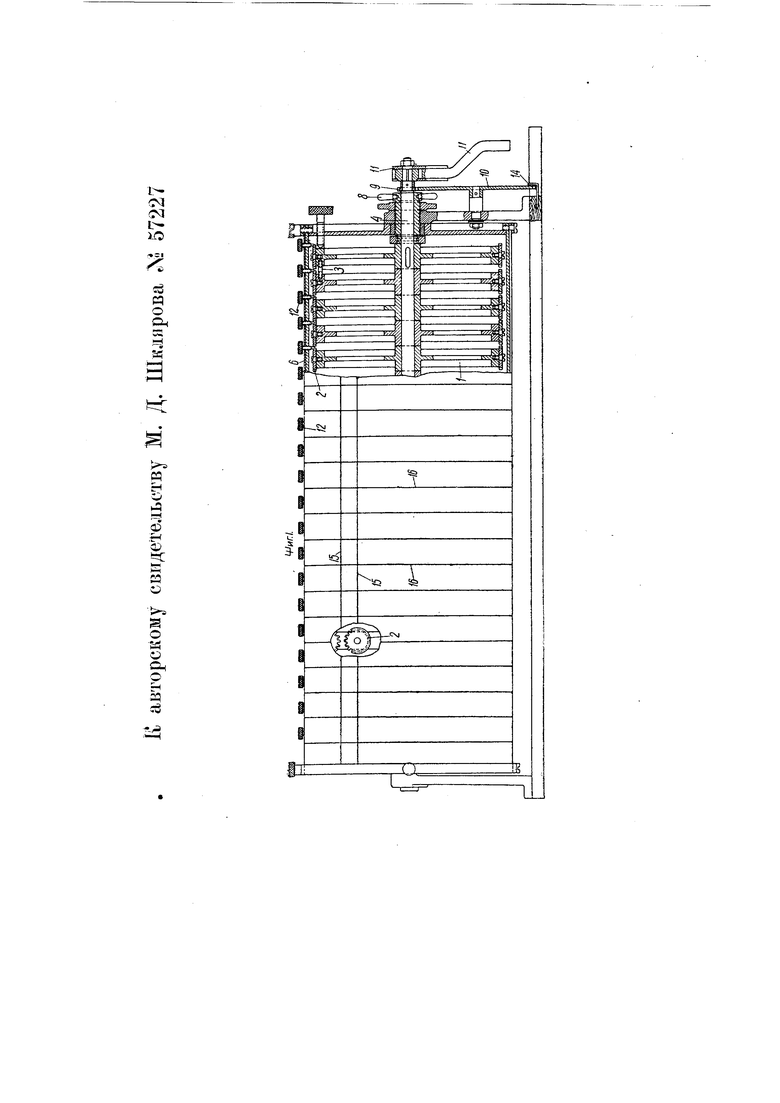
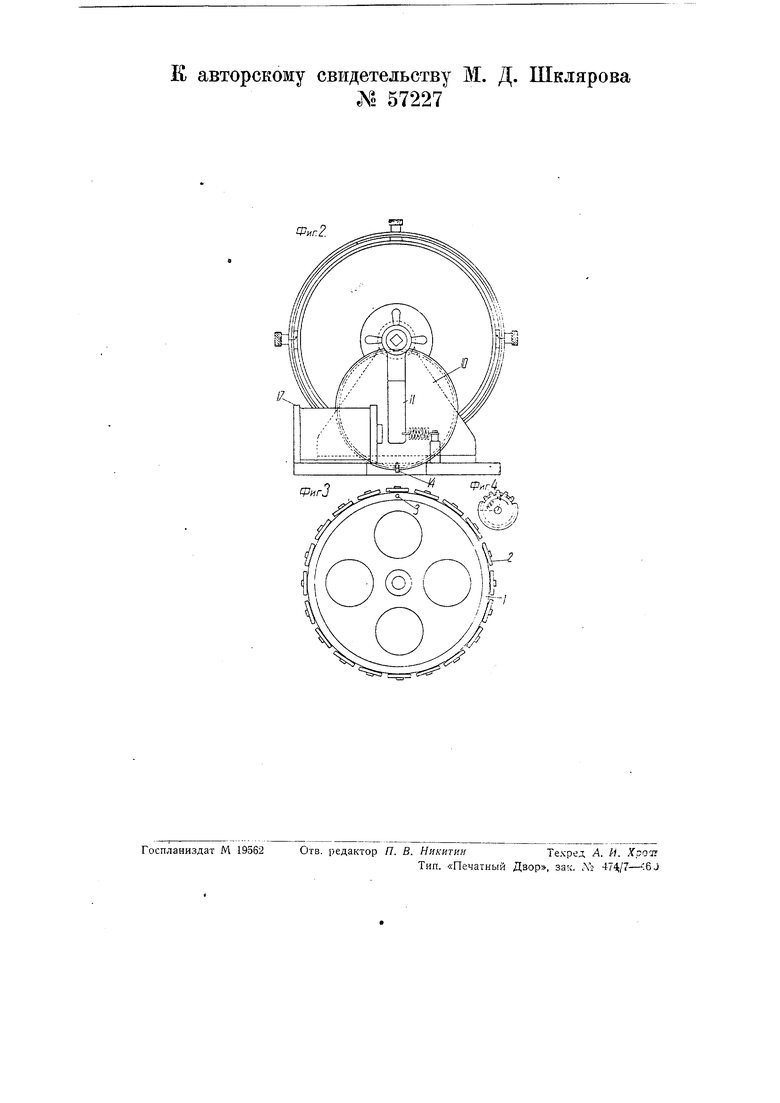
Па чертеже фиг. 1 изображает вид спереди (с частичным разрезом) предлагаемого аппарата для контроля выполнения плана производственного
процесса; фиг. 2-вид его сбоку; фиг. 3 -вид сбоку дискового колеса; фиг. 4 - вид сбоку звездчатого колеса.
На валу 4 аппарата насажен ряд дисковых колес / обозначающих собой ряд комплектов деталей, имеющихся в собираемом агрегате. Число дисковых колес соответствует числу комплектов агрегата. Каждый комплект имеет в себе ряд деталей, доходящих в некоторых комплектах до тридцати - сорока наименований и больще. Каждое комплектное дисковое колесо 1 разбивается на столько частей, сколько имеется деталей в комплекте. Каждая деталь проходит ряд операций. Для регистрации и наблюдения за продвижением детали по операциям на дисковом колесе / (комплектном) закрепляется по окружности ряд звездчатых колес 2., которые в свою очередь разбиты на столько делений, сколько операций должна пройти данная деталь. Первое дисковое колесо J закреплено жестко на валу 4, а на торце его слева имеется поводок 5, расположенный таким образом, что он определяет очередность подачи комплекта на собираемый агрегат; на втором диске и на последуюЩИХ, а также в торцах имеются поводки.
Поводки на дисках (комплектных) располагаются под разными градусами, в зависимости от срочности сборки комплекта и срока подачи для сборки на агрегат. На кожухе 6 аппарата в промежутке между дисковыми колесами 1, крепятся винты-упоры J2, служащие для проворачивания операционных звездчатых колес 2. Кожух 6 аппарата выполнен из двух половин прозрачного целлюлоида с концентрическими 16 и продольными 15 рисками по кожуху для определения проходящей операции по звездчатым колесам в данный момент. На валу 4 закреплена щестерня Я приводящая в движение больщую шестерню 10, имеющую на себе ряд рисок, обозначающих собой рабочие дни в месяце или квартале; стрелка J4 крепится на корпусе аппарата и указывает положение щестерни 10.
Приводом аппарата являются часы, имеющие двенадцать контактов на циферблате, при прохождении стрелки через которые цепь замыкается, и ток посылается в электромагнит J7. Посдедний притягивает рукоятку трещотки // и тем самым производит поворот вала 4 на одно деление (определяемое расчетным путем). Если необходимо узнать нахождение определенной детали, поворачивают гайку 8, которая закрепляет положение комплектных дисков, после чего поворачивают всю систему вокруг своей оси. Благодаря прозрачному кожуху нетрудно определить нахождение детали и положение порядковой операции. Шестерня 10 и стрелка 14 дают возможность установить аппарат в исходное положение. Регулировку запуска комплекта в работу и выключения его можно производить при помощи упоров-винтов 12. Вывинчиванием их устраняется возможность поворачивания операционного звездчатого колеса 2 вокруг своей оси и оно покажет нуль, что означает отсутствие дета.ди в работе.
Планово-производственный отдел совместно с цехом планирует определенную серию агрегатов в количестве, например, десяти штук. Агрегат состоит, примерно, из сорока объединенных комплектов. В этом случае аппарат имеет сорок дисковых колес. Каждый комплект по времени должен, подаваться в сборку в интервале одной пятидневки. Время, потребное на изготовление первого комплекта, состоящего из двадцати наи.менова.ний деталей по норме времени, с учетом: средней переработки составляет 120 часов; при двухсменной работе цеха продолжительность нахождения комплекта составит примерно 8-9 календарных дней.
Каждая деталь должна пройти определенное количество операций, число которых может колебаться от трех до двадцати. В зависимости от продолжительности операций, на звездчатом: колесе 2 выделяется определенное количество зубцов, причем время на перемещение зуба получается, как частное от деления суммарного количества времени на комплект на наибольшее количество операций детали,
120 ,,
например 2(Г - каждые б часов операционная звездочка (колесо) должна переместиться на один зуб (ориентировочно). Иначе, за двадцать оборотов комплектного диска операционное звездчатое колесо 2 коснется двадцать раз упора J2, закрепленного в раме аппарата и, тем самым, провернется на двадцать зубцов.
Если же время на первую операцию будет 1 час, а на вторую - 2 часа, на последующие - 3, 4 часа и т. д., то передвижение звездчатого колеса на один зубец показывает окончание первой операции на станке № 5, и началовторой операции на станке № 67 (фиг. 4).
Производя разбивку производственного плана сборки агрегата на аппарате, планово-производственный отдел дает экземпляр такого аппарата в цех; оставив у себя другой в отделе для общего контроля и для своевременной загрузки цехов материалами и бирками на материал.
Обязанность цеха при наличии аппарата будет заключаться только в том, чтобы следить за правильным прохождением детали по операциям.и за правильным запуском деталей в работу по показаниям аппарата.
В том случае, если планируемый агрегат имеет больше 1000 деталей, аппарат имеет два-три набора комплектных дисковых колес /, закрепленных одно над другим.
Помощью стрелки 14 планировщик или диспетчер может знать, какая работа будет проходить на тйм или ином агрегате, а также во всем заводе, цехе, мастерской и т. д. в определенный день месяца и даже час вступления в работу той или иной детали.
Для определения загрузки станков, например, на 21 августа, диспетчеру нужно проворачивать вал 4 до те-х пор, пока стрелка 14 не покажет цифру 21 на щестерне 10. Затем диспетчер смотрит в пространство, заключенное между двумя продольными рисками 15, нанесенными на верхней половинке кожуха 6. Цифры, нанесенные на зубчиках операционных звездчатых колес 2, -по концентрической риске на кожухе покажут номера станков и операцию.
Следовательно, пользуясь этим аппаратом, диспетчер сможет точно
знать загрузку агрегатов и объектов на любое число месяца и квартала. Аппарат планирования облегчает выдачу и доведение плана до рабочего места.
Предмет изобретения.
Аппарат для контроля выполнения плана производственного процесса, выполненный в виде ряда дисковых колес, связанных между собой передачей с любым передаточным числом, устанавливаемым по желанию, и помещенных на общей оси, вращаемой часовым механизмом или тому подобным приводом, отличающийся тем, что каждое из дисковых колес / снабжено рядом укрепленных на его окружности звездчатых колес 2, взаимодействующих с установленными на кожухе 6 выключаемыми упорами 12, с целью получения наглядной картины плана производс;тва отдельных деталей по положению звездчатых колес 2, комплектов - по положению дисковых колес У и всего агрегата - по положению всего комплекса дисковых колес /.
i:- M 01 tcd И
Он
ач
fc
cq
Ф
ч:
1
г
о М о с
ар
-rfb
Е авторскому свидетельству М. Д. Шклярова
№ 57227
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для указания хода производственного процесса | 1935 |
|
SU53113A1 |
| Устройство с цифровым программным управлением для промышленного оборудования | 1960 |
|
SU147431A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ ПРОИЗВОДСТВЕННЫМ ПРОЦЕССОМ ПРИ РЕМОНТЕ МАШИН | 1972 |
|
SU354416A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ РЕЗКИ СЛИТКОВ ТИПА ТЕЛ ВРАЩЕНИЯ НА ЗАГОТОВКИ И ИХ ТРАНСПОРТИРОВКИ | 1996 |
|
RU2108187C1 |
| Агрегат для изготовления гнуто-пропильных деталей мебели | 1957 |
|
SU109496A1 |
| Устройство для учета продукции | 1936 |
|
SU51548A1 |
| УСТРОЙСТВО для ЦЕНТРАЛИЗОВАННОГО УПРАВЛЕНИЯ СТРОИТЕЛЬНЫМ ПРОИЗВОДСТВОМ | 1973 |
|
SU394825A1 |
| Гибкий производственный комплекс | 1985 |
|
SU1349970A1 |
| НОСИМЫЙ ДИСПЛЕЙ ДЛЯ ИСПОЛЬЗОВАНИЯ ВМЕСТЕ СО СТАНКОМ | 2016 |
|
RU2648631C2 |
| КОНТРОЛЬНЫЕ ЧАСЫ | 1925 |
|
SU7198A1 |
Фиг2
/ /
