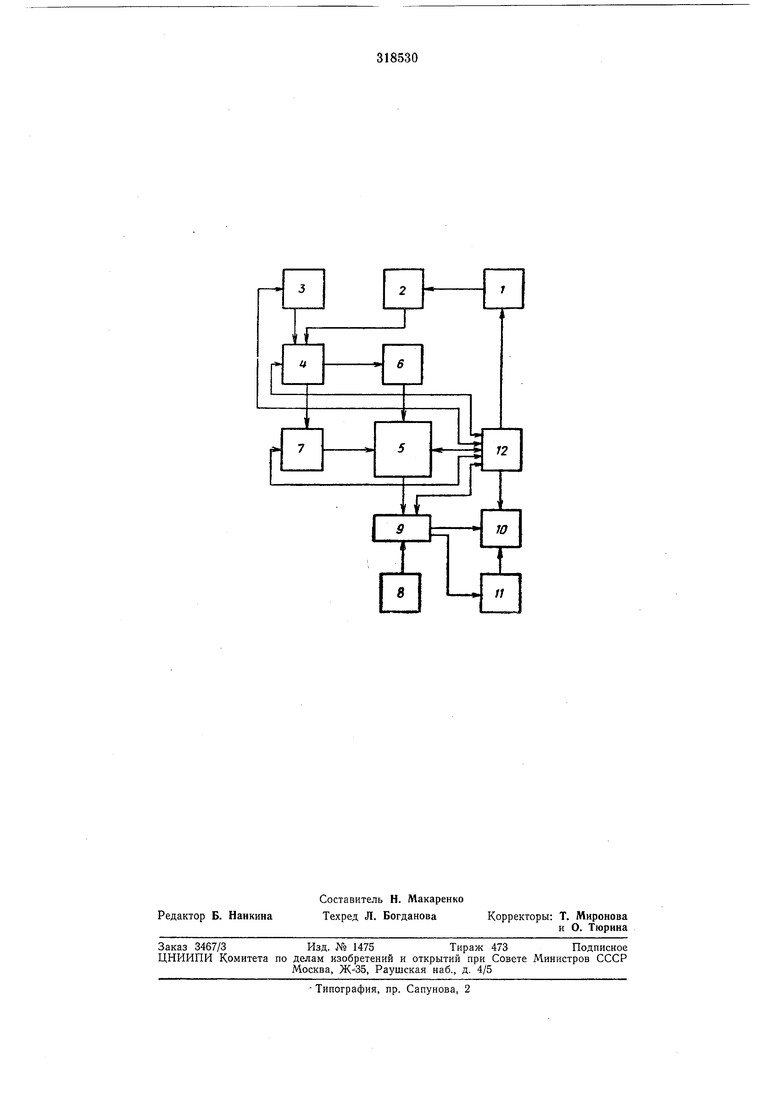
предлагаемое изобретение относится к устройствам для оперативного управления массовой сборкой изделий на конвейере. Известно устройство централизоваиного контроля и регистрации информации, содержащее блоки ввода и вывода, кольцевой распределитель, запоминающее устройство и блок управления. Такое устройство неприменимо для контроля запасов деталей в сборочном конвейерном производстве, так как в нем отсутствуют блоки, реализующие логические операции алгебраического сложения и сравнения, результатом чего является его неспособность осуществлять сравнительный анализ фактического и нормативного уровней. Кроме того, в известном устройстве в качестве источников исходной информации используется большое количество датчиков, что снижает его надежность. Целью предлагаемого изобретения является увеличение производительности конвейерного производства. Это достигается тем, что следящий блок соединен через преобразователь с блоком разделения, связанным с блоком ввода, адресным блоком, логическим блоком и блоком управления, подключенным к следящему блоку, блоку сравнения и логическому блоку, соединенному через запоминающий блок и блок сравнения с блоком вывода, кольцевым распределителем и блоком уставок. На чертеже изображена блок-схема устройства. Предлагаемое устройство содержит следящий блок /, преобразователь 2, блок ввода 3, блок разделения 4, запоминающий блок 5, адресный блок 6, логический блок 7, блок уставок 8, блок сравнения 9, блок вывода 10, кольцевой распределитель // и блок управления 12. Следящий блок / предназначен для моделирования передвижения собираемых изделий по конвейеру. Блок 2 представляет собой преобразователь, выполненный на пассивных ячейках памяти. Блок ввода 3 представляет собой ряд узлов ручного ввода, количество которых равно числу пунктов приема деталей, поступающих на конвейер. Каждый узел ввода имеет перфорированный барабан, поворотом которого осуществляется установка шифра детали, причем заводской шифр автоматически переводится в двоично-десятичный или восьмиричный машинный код. Количественная часть сообщения набирается клавишным переключателем. Кроме того, каждый узел ввода имеет логическую схему, обеспечивающую передачу
ным кодом, и предусматривает многократную передачу при обнаруженни сбоя.
Блок разделения 4 содержит в себе циклический обегающий коммутатор, поочередно обегающий выходы блоков 2 к 3, и логическую схему разделения поступающей кодированной информации. Кроме того, блок 4 вырабатывает сигнал знака «плюс при опросе блока 5 - и «минус - при опросе блока 2.
Запоминающий блок 5 выполнен на ферритовых сердечниках с прямоугольной петлей гистерезиса. Ячейки блока 5 закреплены по одной на каждое наименование деталей, причем номер ячейки является шифром детали. В ячейках записывается и хранится информация о количестве деталей, находящихся в запасе на конвейере.
Адресный блок 6 обеспечивает возможность обращения к любой ячейке памяти. Адрес обращения определяется шифром детали, поступающим в блок 6 от блока 4.
Логический блок 7 представляет собой логическое устройство, реализующее функцию алгебраического сложения поступающей информации с уже записанной в блоке 5. Осуществляется это следующим образом: информация о поступлении деталей (от блока 5) или их расходовании (от блока 2) поступает на блок 4, который посылает шифр детали в блок 6, а количество - в блок 7. Блок 6 выбирает ячейку блока 5, к которой следует обратиться, затем из ячейки выбирается ее содержимое и суммируется (алгебраически) с содержанием блока 7, а затем опять заносится в ту же ячейку блока 5.
Блок уставок 8 представляет собой постоянное запоминающее устройство, в ячейки которого заносятся нормативные величины (уставки) страхового запаса. Ячейки блока 5 имеют такую же нумерацию, что и у блока 5, и номер служит шифром детали.
Блок сравнения 9 содержит двойной коммутатор и логическое устройство сравнения. Коммутатор производит опрос ячеек блоков 5 а 8 с заданной цикличностью и частотой. Логическое устройство сравнивает записаиную в ячейках информацию и в случае, если разница между нормативной величиной (блок 8) и фактическим запасом (блок 5) будет равна нулю или отрицательному числу, блок 9 выдает информацию о величине отклонения блоку W.
Блок вывода 10 осуществляет выход вывода информации на индикацию, на печать и в линию передачи данных.
Кольцевой распределитель 11 выполнен в виде двоично-десятичного декадного счетчика
с дешифратором и служит для формирования шифра детали, по которой обнаружено отклонение запаса. Осуществляется это следующим образом: опрос ячеек блоков 5 и 6, начииая с первой, производится с определенной частотой. При обнаружении ячеек с отклонением опрос прекращается. Импульсы с частотой опроса ячеек одновременно подаются на распределитель //, который - производит
подсчет, причем число, записанное в счетчике в момент прекращения опроса, соответствует щифру детали. Шифр детали поступает в блок 10, куда одновременно поступает количественная часть сообщения из блока 9.
Блок управления 12 представляет собой логическое программное устройство, включающее в себя тактовый генератор с делителем частоты, задатчик команд и пульт ручного управления. Блок 12 задает цикл и такт работы блоков 4 11 8, управляет работой блоков 5 и 7. Кроме того, блок 12 предупреждает повторное считывание информации с блоков / и 3. Во избежание повторного считывания одной и той же информации блок 12 вырабатывает
сигнал запрета считывания, если не произошло изменения информации в блоках /и 5, например, если не передвинулся конвейер на одну позицию или не произведен новый набор в устройствах ручного ввода.
Кроме того, по сигналу с пульта управления блок сравнения 9 производит опрос заданных ячеек блоков 5 и 8 и результат опроса передает в блок 10, который представляет результат в виде печатного документа.
Предмет изобретения
Устройство для контроля запасов в сборочном конвейерном производстве, содержащее следящий блок, преобразователь, блок разделения, блок сравнения, логический блок, запоминающий блок, соединенный с адресным блоком и блоком управления, подключенным
к блокам ввода и вывода, связанным с кольцевым распределителем, и блок уставок, отличающееся тем, что, с целью увеличения производительности конвейерного производства, следящий блок соединен через преобразователь с блоком разделения, связанным с блоком ввода, адресным блоком, логическим блоком и блоком-управления, подключенным к следящему блоку, блоку сравнения и логическому блоку, соединенному через запоминающий блок и блок сравнения с блоком вывода, кольцевым распределителем и блоком уставок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля обеспеченности сборочного конвейерного производства комплектующими изделиями | 1972 |
|
SU522104A1 |
| УСТРОЙСТВО ДЛЯ СЛЕЖЕНИЯ ЗА ПЕРЕМЕЩЕНИЕМ ИЗДЕЛИЙ ПО КОНВЕЙЕРУ | 1973 |
|
SU378909A1 |
| Система передачи и приема сигналов контроля | 1981 |
|
SU999081A1 |
| Устройство для адресования подвижных объектов | 1979 |
|
SU767776A1 |
| Система управления гальваническим производством | 1986 |
|
SU1425604A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ВЕРОЯТНОСТНЫХ ХАРАКТЕРИСТИК СЛУЧАЙНЫХ ПРОЦЕССОВ | 1973 |
|
SU432512A1 |
| ЦИФРОВАЯ МАШИНА ДЛЯ ЦЕНТРАЛИЗОВАННОГО КОНТРОЛЯ | 1968 |
|
SU210492A1 |
| Устройство для отладки программ | 1983 |
|
SU1322290A2 |
| Устройство для отладки программ | 1983 |
|
SU1290334A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРАЛИЗОВАННОГО| | 1972 |
|
SU326582A1 |