В предлагаемом токарком станке, в общем обычного типа, в виду специального назначения его для обработки длинных предметов, задняя бабка, сделана передвижной вдоль станины при помощи ходового винта, а супорт установлен неподвижно у передней бабки, с целью уменьшения вибрации обтачиваемого предмета в месте обоаботки; при этом задняя бабка, снабжена полым поворотным шпинделем для закрепления вставляемого в него обрабатываемого изделия, другой же конец его зажимается в патроне с возможностью пропуска в полость шпинделя передней бабки при помощи роликов на концах кулаков патрона.
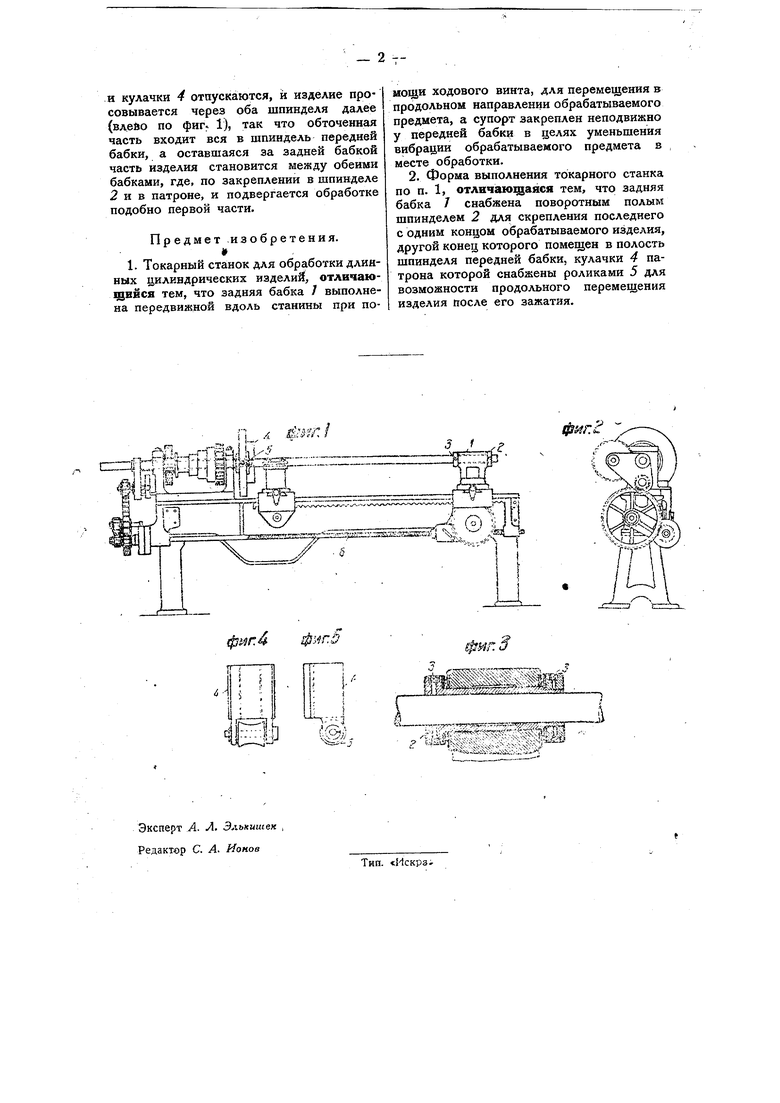
На чертеже фиг. 1 изображает общий вид спереди предлагаемого станка; фиг. 2- вид его сбоку; фиг. 3, 4 и 5 - детали.
Предлагаемый станок, так же как и обычный токарный, имеет переднюю и заднюю бабки и супорт. Последний установлен неподвижно близ передней бабки, задняя же бабка 1 при помощи ходового винта 6 может передвигаться вдоль станины станка. Помещенный в этой бабке ,полый шпиндель 2 с отверстием, pacc4jHтанным на наибольший диаметр протачи-, ваемого изделия, может свободно вра496
щаться в ней на шарикоподшипниках. Изделие закрепляется в этом шпинделе винтами 3 (фиг. 3). Шпиндель передней бабки выполнен также полым, кулачки 4 (фиг. 4 и 5) его патрона снабжены роликами 5, зажимающими изделие, но в то же время позволяющими продольное перемещение по ним изделия в полость переднего шпинделя.
Изделие, превосходящее по длине расстояние между бабками, обрабатывается сначала на stOM расстоянии. Для этого изделие пропускается через полый шпиндель 2 задней бабки и заточенным предварительно на требуемый диаметр концом зажимается между роликами 5 в патроне передней бабки и закрепляется в шпинделе 2 задней бабки. По проверке установки изделия и резца, дают помощьт© ходового винта 6 задней бабке поctyпательное движение по направлению к. передней и производят черновую обйочку изделия, которое заточенным концж по роликам 5 будет входить в шпинд ь передней бабки. По достижении задней бабкой супорта, ей дают обратный ход и обтачивают при этом изделие начисто, таким образом изделие будет обработано на части своей длины. После этого винты 3
и кулачки 4 отпускаются, и изделие просовывается через оба шпинделя далее (влейо по фиг 1), так что обточенная часть входит вся в шпиндель передней бабки, а оставшаяся за задней бабкой часть изделия становится между обеими бабками, где, по закреплении в шпинделе 2 и в патроне, и подвергается обработке подобно первой части,
Предмет изобретения.
1. Токарный станок для обработки длинных цилиндрических изделий, отличающийся тем, что задняя бабка / выполнена передвижной вдоль станины при помощи ходового винта, для перемещения в продольном направлении обрабатываемого предмета, а супорт закреплен неподвижно у передней бабки в целях уменьшения вибрации обрабатываемого предмета в месте обработки.
2. Форма выполнения токарного станка по п. 1, отличающаяся тем, что задняя бабка 7 снабжена поворотным полым шпинделем 2 для скрепления последнего с одним концом обрабатываемого изделия, другой конец которого помещен в полость шпинделя передней бабки, кулачки 4 патрона которой снабжены роликами 5 для возможности продольного перемещения изделия после его зажатия.