Предлагаемый станок имеет целью механизировать работу по нарезке резьбы, в частности, на метчиках при массовом их производстве. Достигается это тем, что параллельно ходовому винту располагается дополнительный винт, по которому перемещается гайка, снабженная кулачковыми выступами, при помощи которых происходит включение и выключение поперечной подачи резца, реверсивного механизма и выключение продольной подачи супорта по окончании нарезки.
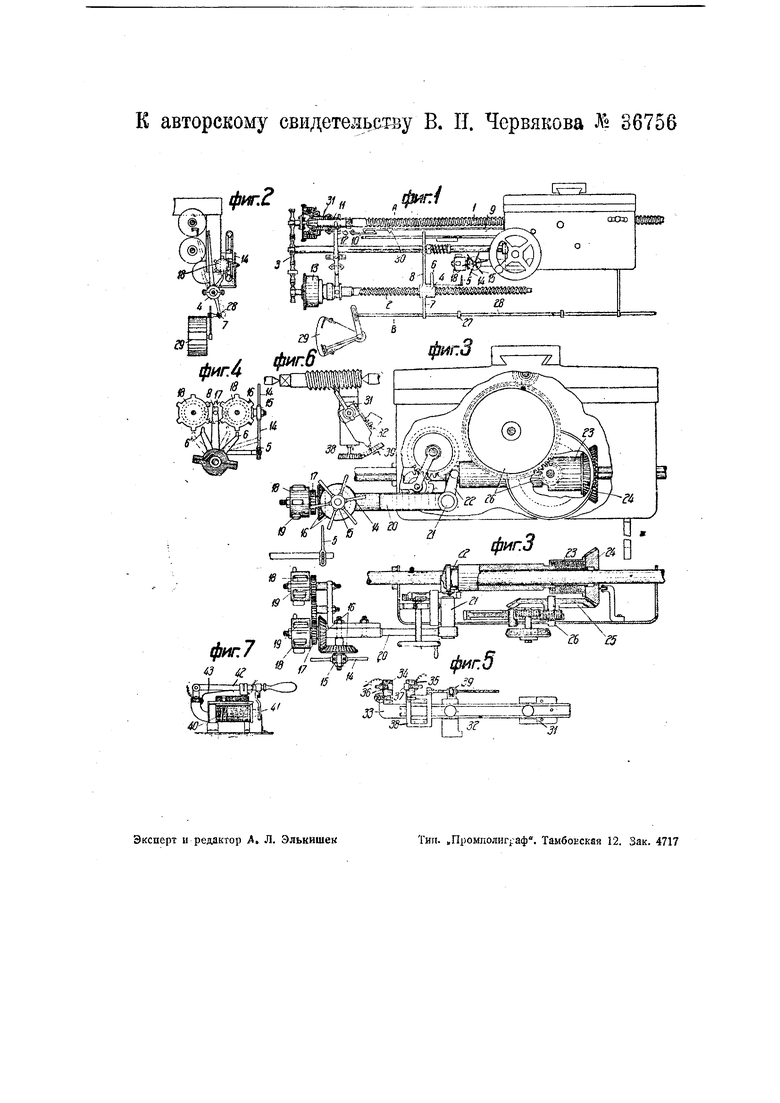
На чертеже фиг. 1 схематически изобрвжает вид станка сбоку, фиг. 2 - разрез по АВ фиг, 1; фиг. 3 - вид сбоку и сверху с частичным разрезом механизма для поперечной подачи резца; фиг. 4 - взаимодействие кулачковых выступов гайки с механизмом для поперечной подачи резца; фиг. 5 - приспособление для автоматического выключения подачи супоота при окончании нарезки; фиг. 6 - установку верхних салазок супорта при нарезке метчика; фиг, 7 - электромагнигный выключатель.
В обычном токарно-винтореэном станке параллельно ходовому винту 1 помещен дополнительный винт 2. Оба винта связаны зубчатой передачей 3 и специальным переключающим устройством,
(546;
действующим таким образом, что при выключении ходового винта 1 и остановке вследствие этого супорта приходит во вращение дополнительный винт 2. При этом винт 2 сообщает поступательное движение гайке 4, снабженной кулачковыми выступами 5, 6, 6, 7, 8, каждый из которых служит для воздействия на механизмы по включению и выключению поперечной подачи резца, по реверсивному движению и выключению продольной подачи супорта по окончании нарезки.
Выключение вращения ходового винта 1 происходит при помощи скрепленной с супортом рейки 9, которая в момент приближения супорта к задней бабке и окончания прохода резца зацепляет своим крючковатым концом за крючок 10, скрепленный с дисковой муфтой 11. При дальнейщем передвижении супорта муфта выключается и приостанавливается вращение винта 1. Одновременно посредством рычага 12 происходит включение муфты 13 дополнительного винта 2, который таким образом через передачу 3 приводится во вращение. Гайка 4 при этом получает поступательное движение. При ее приближении к супорту кулачковый выступ 5 упрется в спиду 14 колеса 15 (фиг, 3) и
повернет коническую зубчатую передачу 16, а следовательно, и цилиндрическую 17. При этом повернутся барабаны 18, снабженные кулаками 19. Дальнейшее движение гайки 4 подводит под кулак 19 кулачковый выступ 6 гайки 4, который приподнимает барабан 18, а вместе с этим поворачивает рычаг 20 вместе с валом 21. На другом конце вала 21 сидит вилка 22, воздействующая при этом на муфту 23, которая и включает шестерню 24. Последняя поворачивается на некоторую величину, зависящую от длины кулачка 19 на барабане 18. Шестерня 24 через шестерню 25 и цилиндрическую передачу 26 поворачивает винт поперечного самохода. При порлощи зубчатой передачи от последнего передается враш,ение винту верхних салаюк супорта, и таким образом, происходит поперечная подача резцз.
При дальнейшем движении гайки 4 по винту 2 кулачковый выступ 7 ударяет по упору 27 и перемещает валик 28 в осевом направлении. При этом переключается реверсивный механизм 29 станка и вивт 2 получает вращение в обратную сторону. Гайка 4 при этом изменяет направление своего поступательного перемещения и движется к передней бабке станка. В то же время гайка повернется на некоторый угол в сторону вращения и- этим устранится возможность вторичного надвигания кулачкового выступа 6 на кулачок 19 барабана 18. Когда кулачковый выступ 8 гайки 4 нажмет на упор 30 рейки 9, последняя приподнимется и освобэдит от зацепления крючок 10. ПрИ этом под действием п(;ужины 31 диски 11 сцепятся и ходовой винт J начнет вращаться, дополнительHbul Hje.BHHT 2 выключится рычагом 12, Ганка 4 прекратит свое движение, а супорт начнет перемещаться. После окончания прохода резца и выхода его из левого конца метчика, один из кулачков 19 второго барабана находит на кулачковый выступ 6 гайки 4 (фиг. 4) и приподнимет рычаг 20, вследствие чего концы вилки 22 нажимают на муфту 23 и приводят в действие всю ззбчатую систему. Так как ходовой валик теперь вращается в обратную сторону, то резец отводится от изделия. По vie этого в работе станка происходят такая же
последовательность, т. е. переключение мотора вилкой супорта, обратный холостой ход супорта, выключение ходового винта и включение дополнительного, движение гайки к супорту, поворачивание барабанов, поавод резца, переключение мотора вилкой гайки, движение гайки к передней бабке, включение ходового винта и выключение дополнительного, рабочий ход супорта, отвод резца и т. д.
Для того, чтобы осуществить более чистую поверхность резьбы на метчике, нужно длйну кулачков сделать такой, чтобы толщина стружки с каждым проходом уменьшалась с тем, чтобы при последнем проходе резец брал настолько тонкую стружку, после которой получилась бы гладкая резьба без задиров на ней. Если, например, первый кулачок на барабане 18 имеет длину 3 мм, то второй кулачок должен иметь длину в 5 Л1М, третий - 6 AtM, четвертый - 6,5 мм, пятый- 6,8 лwf и шестой-7 мм. Таким образом, разница в длине между кулачками все уменьшается и составляет между первым и вторым кулачками 2 мм, между вторым и третьим-1 мм и т. д. 0,5 мм, 0,3 мм и 0,2 мм, В результате при первом проходе резец углубится в материал на 3 мм, при втором-на 2 мм, при третьем-на 1 мм, при четвертом-на 0,5 мм, при пятОлМ на 0,3 мм и при шестом-на 0,2 мм. Однако, надо учесть, что подача резца зависит не только от длины кулачка, но и от длины рычага 20, вилки 22 и от передаточного числа зубчатой системы.
Для выключения супорта в момент окончания последнего прохода резца в станке применено автоматическое выключающее приспособление (фиг. 5). К поперечному супорту прикрепляется стойка 31, а к верхним салазкам супорта- стойка 32. Через отверстия этих стоек проходит стержень 33 прямоугольного сечения с миллиметровыми делениями. Конец этого стержня имеет Г-образную форму, на которой укрепляется при помощи болтиков лласгинка 34, обладающая изоляционными непроводящими электрический ток свойствам и прочною устойчивостью, выдерживающая некоторую силу давления на нее со стороны другой такой же пластинки 35. Пластинки 34 и 35 несут контакты 36 и 37
с осажденным гальванопластическим путем слоем платины, при помощи чего устраняет возможное окисление и разъ- . едание соприкасающихся поверхностей контактов от искрообразования. Пластинка 35 укреплена при помощи щ фупов на передвижной рамке 38 (фиг. 5), соединенной микрометренным устройством 39 со стойкой 31. При помощи этого микрометренного устройства контакты 36 и 37 устанавливаются на требуемом расстоянии друг от друга. Если, например, требуется нарезать метчик витвортовской нарезкой, то теоретическая высота резьбы равна 3,050, а шаг резьбы 3,175. Но контакты устанавливаются не на расстоянии 3,050, а на расстоянии 3,438, так как резецдвижется не по перпендикуляру, опущенному из вершины угла 55° резьбы на основание, а по гипотенузе прямоугольного треугольника, один катет которого равен 3,05, а второй-половине шага резьбы т. е. 3,175: 2 1,587. Таким образом, длина гипотенузы равна У 3,05 + 1,5872,т. е. ,82122 3,438. На это расстояние и необходимо поставить контакты друг от друга.
На фиг. 6 показана установка верхних салазок супорта для выполнения аитвортовской резьбы. Специально „заточенный резец зажимают в солдатик и салазки поворачивают на 27,5°. На винт поперечного самохода помещают шестеренку 38 (фиг. 6), которая может СБОЙ бодно перемещаться вдоль оси винта. Она сцеплена с шестеренкой 39 (фиг. 6), насаженной на винт верхних салазок. Тут же показано положение стоек 31 и 32. Для того, чтобы дать возможность двигаться только верхним салазкам, нужно гайку с винта поперечного самохода совсем убрать. Для установки контактов 34 и 35 шестеренку 38 расцепляют с шестеренкой 39 посредством смещения первой по направлению стрелки и ручным вращением рукоятки приближают
резец до плотного соприкосновения с метчиком, а затем шестеренку 38 ставят опять в первонача.ьное положение, закрепив ее болтом.. После этого грубо устанавливают контакты 36 и 37 на требуемое расстояние друг от друга путем перемещения стержня 33. Более точная установка производится микрометренным устройством 39 (фиг. 5),
По окончании нарезки метчика контакты 36 и 37 соприкасаются и замыкают электрическую цепь, в которую включен электромагнит 40 (фиг. 7). При этом электроглагнит притягивает якорь 41 и рубильник 42 электромотора станка под действием пружины 43 выключается.
Предмет изобретения.
1.Токерно-вииторезный станок, отличающийся применением расположенного параллельно ходовому винту дополнительного винта 2 (фиг. 1) для подвижной по нему гайки 4, снабженной кулачковыми выступами 5, 6, 6i, 7 и 8, предназначенными соответственно для включения и выключения поперечной подачи резца, реверсивного механизма и выключения подачи супорта по окончании нарезки.
2.В станке по п. 1 применение, в целях включения и выключения поперечного самохода, барабана 18, снабженного кулаками 19, служащими для его подъема, под действием выступа 6 при перемещении гайки 4 по винту 2.
3.В станке по п. 1 применение для переключения реверсивного механизма станка взла 28, передвижного в осевом направлении под действием выступа 7 гайки 4.
4.В станке по п. 1 применение электроцепи с мггиитным выключателем 40 для выключения станка при замыкании тока контактами 36, 37 (фиг. 5) после окончания нарезки.