Изобретение относится к станкостроению, а именно к способам токарной и/или фрезерной обработки роторов турбин и крупногабаритных валов.
Из уровня техники известен способ точения и шлифования наружных цилиндрических поверхностей при изготовлении и восстановительном ремонте роторов турбин и крупногабаритных валов на токарном станке, содержащем станину с двумя продольными направляющими, переднюю бабку с главным шпинделем, приводом вращения главного шпинделя и патроном, закрепленным на конце главного шпинделя, заднюю бабку с противошпинделем, установленную с возможностью перемещения по основным продольным направляющим станины и снабженную приводом ее перемещения в продольном направлении и патроном, закрепленным на конце противошпинделя, по меньшей мере один инструментальный суппорт, установленный с возможностью перемещения по продольным направляющим станины и снабженный приводом его перемещения в продольном направлении, и люнеты с поддерживающими роликами, установленные на основных продольных направляющих станины между передней и задней бабками, заключающийся в том, что перемещая люнеты по основным продольным направляющим станины, устанавливают их в местах расположения базовых цилиндрических поверхностей заготовки, заводят передний конец заготовки в кулачки патрона главного шпинделя, устанавливают заготовку базовыми цилиндрическими поверхностями на поддерживающие ролики люнетов, перемещая заднюю бабку по основным продольным направляющим станины, заводят задний конец заготовки в кулачки патрона противошпинделя, зажимают концы заготовки кулачками патронов главного шпинделя и противошпинделя, зажимают заготовку поддерживающими роликами люнетов, производят обработку заготовки, перемещая инструментальный суппорт по продольным направляющим станины и вращая заготовку при помощи привода вращения главного шпинделя [Патент на полезную модель №54322, РФ, МПК B23B 5/00, Станок специальный токарный с УЦИ. / Шипулин А.В. и др., патентообладатель - ОАО "Станкон". - №2006101299/22; заявл. 16.01.2006; опубл. 27.06.2006].
Недостатком этого способа является использование станка, у которого передняя бабка закреплена на станине без возможности перемещения в продольном направлении, а в задней бабке отсутствует привод вращения противошпинделя. Вследствие этого, в известном способе отсутствует возможность обработки торца заготовки, обращенного к передней бабке, без переустановки заготовки. Для обработки этого торца необходимо раскрепить заготовку, отвести заднюю бабку, при помощи подъемных средств вынуть заготовку из люнетов и патрона главного шпинделя, развернуть заготовку на 180 град, завести ее передний конец в кулачки патрона главного шпинделя, опустить заготовку на поддерживающие ролики люнетов, выверить положение заготовки относительно оси центров станка и вновь закрепить заготовку в патроне главного шпинделя и люнетах. Эти работы очень трудоемки и требуют высокой квалификации исполнителей. Необходимость выполнения этих операций значительно увеличивает трудоемкость и стоимость обработки. Отсутствие возможности обработки всех поверхностей в один установ снижает точность обработки заготовки из-за снижения точности взаимного расположения обрабатываемых поверхностей.
Кроме того, недостатком этого способа является использование станка, у которого люнеты не являются самоцентрирующими. В этом способе совмещение оси заготовки с осью центров станка производят после установки заготовки на люнеты. При этом используют открытые люнеты с двумя поддерживающими роликами, независимо перемещающимися в горизонтальной плоскости. За счет перемещения роликов люнетов в поперечном направлении совмещают ось вращения заготовки с вертикальной плоскостью, проходящей через ось центров станка. За счет сближения роликов осуществляют регулировку положения обрабатываемой заготовки по высоте. Эти работы являются очень сложными и трудоемкими, требующими высокой квалификации исполнителей. Это увеличивает трудоемкость и стоимость обработки.
Кроме того, недостатком этого способа является использование станка, станина которого имеет всего одну пару продольных направляющих. По этим направляющим перемещают и заднюю бабку, и люнеты, и инструментальный суппорт. Люнеты препятствуют перемещению инструментального суппорта в продольном направлении и тем самым ограничивают зону обработки. Поэтому для того, чтобы обеспечить возможность обработки заготовки по всей ее длине, необходимо использовать станок с по меньшей мере двумя инструментальными суппортами. Это значительно увеличивает сложность и стоимость станка и, как следствие, увеличивает стоимость обработки.
Из уровня техники известен также способ токарной и/или фрезерной обработки роторов турбин и крупногабаритных валов, характеризующийся использованием токарного станка, содержащего станину с двумя основными и двумя вспомогательными продольными направляющими, переднюю бабку с главным шпинделем, приводом вращения главного шпинделя и/или приводом его поворота вокруг координатной оси С и патроном, закрепленным на конце главного шпинделя, заднюю бабку с противошпинделем, установленную с возможностью перемещения по основным продольным направляющим станины, снабженную приводом ее перемещения в продольном направлении и патроном, закрепленным на конце противошпинделя, по меньшей мере один инструментальный суппорт, установленный с возможностью перемещения по вспомогательным продольным направляющим станины и снабженный приводом его перемещения в продольном направлении, и по меньшей мере два люнета с поддерживающими роликами, установленных на основных продольных направляющих станины между передней и задней бабками, и заключающийся в том, что перед установкой заготовки на станок перемещают люнеты по основным продольным направляющим станины и устанавливают их в местах расположения базовых цилиндрических поверхностей заготовки, заводят передний конец заготовки в кулачки патрона главного шпинделя, устанавливают заготовку базовыми цилиндрическими поверхностями на поддерживающие ролики люнетов, перемещая заднюю бабку по основным направляющим станины, заводят задний конец заготовки в кулачки патрона противошпинделя, зажимают концы заготовки кулачками патронов главного шпинделя и противошпинделя, зажимают заготовку поддерживающими роликами люнетов, производят обработку заготовки, перемещая инструментальный суппорт по вспомогательным продольным направляющим станины и вращая заготовку при помощи приводов вращения и/или поворота вокруг координатной оси C главного шпинделя [Патент на полезную модель №34105, РФ, МПК B23B 5/00, Станок специальный токарный / Кузнецов Е.А. и др., патентообладатель - ОАО "Станкон". - №2003116780/20; заявл. 10.06.2003; опубл. 27.11.2003] - прототип.
Недостатком этого способа является использование станка, у которого передняя бабка закреплена на станине без возможности перемещения в продольном направлении. Это не позволяет отвести переднюю бабку от обращенного к ней торца заготовки и подвести к этому торцу обрабатывающий инструмент. Поэтому этот способ не позволяет выполнить фрезерование или сверление отверстий в торце заготовки, обращенном к передней бабке.
Кроме того, недостатком этого способа является использование станка, в задней бабке которого отсутствует привод вращения противошпинделя. Вследствие этого, вращение заготовки во время обработки возможно только при помощи привода вращения главного шпинделя или при помощи привода его поворота вокруг координатной оси C. И в том, и в другом случае вращение заготовки передается кулачками патрона главного шпинделя. Поэтому этот способ не позволяет выполнить токарную обработку цилиндрической поверхности, по которой осуществляется зажим заготовки кулачками патрона главного шпинделя, а также выполнить растачивание осевых отверстий на переднем торце заготовки.
Для того чтобы обработать торец, обращенный к передней бабке, при помощи известного способа, необходимо выполнить переустановку заготовки. Для этого необходимо раскрепить заготовку, отвести заднюю бабку, при помощи подъемных средств вынуть заготовку из люнетов и патрона главного шпинделя, развернуть заготовку на 180 град, опустить ее на поддерживающие ролики люнетов, выверить положение заготовки относительно оси центров станка и вновь закрепить заготовку в патроне главного шпинделя и люнетах. Эти работы очень трудоемки и требуют высокой квалификации исполнителей. Необходимость выполнения этих действий значительно увеличивает трудоемкость и стоимость обработки. Отсутствие возможности обработки всех поверхностей в один установ снижает точность обработки заготовки из-за снижения точности взаимного расположения обрабатываемых поверхностей.
Кроме того, недостатком этого способа является использование станка, у которого люнеты не являются самоцентрирующими. Вследствие этого, каждый раз при настройке станка на обработку новой заготовки с другими диаметрами базовых поверхностей требуется выверять положение люнетов, поскольку при изменении диаметра базовой поверхности необходимо изменить положение роликов люнетов. Целью выверки является совмещение оси заготовки с осью центров станка. Причем эту выверку необходимо производить совместно с заготовкой, установленной на поддерживающие ролики люнетов. Эти операции являются очень сложными и трудоемкими, требующими высокой квалификации исполнителей. Это увеличивает трудоемкость и стоимость обработки.
Заведение переднего конца заготовки в кулачки патрона главного шпинделя осуществляют до установки заготовки на люнеты, удерживая заготовку на весу при помощи подъемных средств. Поэтому при опускании заготовки на люнеты необходимо одновременно удерживать заготовку от перемещения в осевом направлении, чтобы передний конец заготовки заходил в кулачки патрона главного шпинделя на нужную величину. Это усложняет способ и увеличивает его трудоемкость.
Задача, на решение которой направлено предлагаемое изобретение, - снижение трудоемкости и стоимости обработки, повышение точности обработки заготовки.
Для решения этой задачи в способе токарной и/или фрезерной обработки роторов турбин и крупногабаритных валов, характеризующемся использованием токарного станка, содержащего станину с двумя основными и двумя вспомогательными продольными направляющими, переднюю бабку с главным шпинделем, приводом вращения главного шпинделя и/или приводом его поворота вокруг координатной оси C и патроном, закрепленным на конце главного шпинделя, заднюю бабку с противошпинделем, установленную с возможностью перемещения по основным продольным направляющим станины, снабженную приводом ее перемещения в продольном направлении и патроном, закрепленным на конце противошпинделя, по меньшей мере один инструментальный суппорт, установленный с возможностью перемещения по вспомогательным продольным направляющим станины и снабженный приводом его перемещения в продольном направлении, и по меньшей мере два люнета с поддерживающими роликами, установленных на основных продольных направляющих станины между передней и задней бабками, заключающемся в том, что перед установкой заготовки на станок перемещают люнеты по основным продольным направляющим станины и устанавливают их в местах расположения базовых цилиндрических поверхностей заготовки, заводят передний конец заготовки в кулачки патрона главного шпинделя, устанавливают заготовку базовыми цилиндрическими поверхностями на поддерживающие ролики люнетов, перемещая заднюю бабку по основным направляющим станины, заводят задний конец заготовки в кулачки патрона противошпинделя, зажимают концы заготовки кулачками патронов главного шпинделя и противошпинделя, зажимают заготовку поддерживающими роликами люнетов, производят обработку заготовки, перемещая инструментальный суппорт по вспомогательным продольным направляющим станины и вращая заготовку при помощи приводов вращения и/или поворота вокруг координатной оси С главного шпинделя, отличие, согласно изобретению, состоит в том, что используют станок, в котором, помимо вышеперечисленного, передняя бабка установлена с возможностью перемещения по основным продольным направляющим станины и снабжена приводом ее перемещения в продольном направлении, задняя бабка снабжена приводом вращения противошпинделя и/или приводом поворота противошпинделя вокруг координатной оси C, а люнеты выполнены самоцентрирующими, с тремя поддерживающими роликами, одновременно и равномерно сходящимися к одной оси, причем люнеты установлены таким образом, что ось схождения поддерживающих роликов каждого люнета совпадает с осью центров станка. При этом зажим заготовки поддерживающими роликами люнетов осуществляют до заведения переднего и/или заднего концов заготовки в кулачки патронов, соответственно, главного шпинделя и противошпинделя и зажима этих концов в кулачках этих патронов. Заведение переднего конца заготовки в кулачки патрона главного шпинделя осуществляют посредством перемещения передней бабки по основным продольным направляющим станины. Вращение заготовки в процессе обработки осуществляют либо при помощи приводов вращения и/или поворота вокруг координатной оси С главного шпинделя, либо при помощи приводов вращения и/или поворота вокруг координатной оси C противошпинделя.
Технический результат предложенного изобретения заключается в обеспечении возможности обработки всех поверхностей заготовки, в том числе и обоих ее торцов, в один установ. Это снижает трудоемкость и стоимость обработки, а также повышает точность обработки за счет повышения точности взаимного расположения обрабатываемых поверхностей.
Сущность изобретения поясняется чертежами:
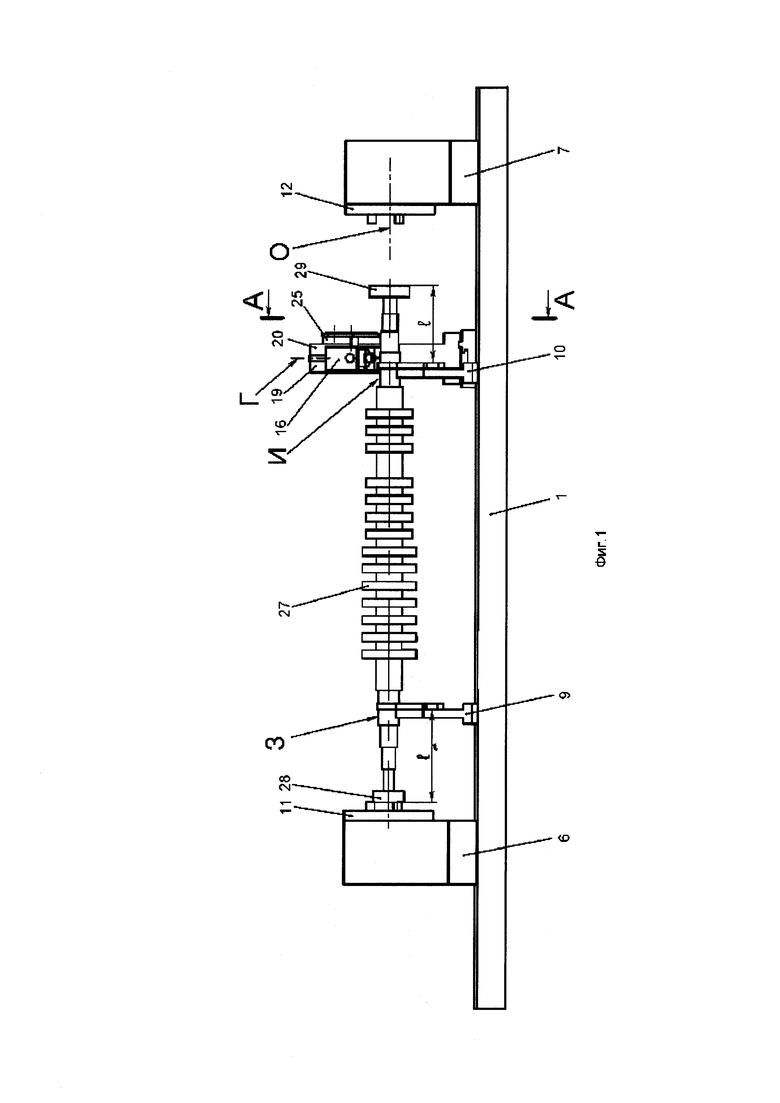
на фиг. 1 изображен токарный станок, используемый для реализации предлагаемого способа, вид спереди;
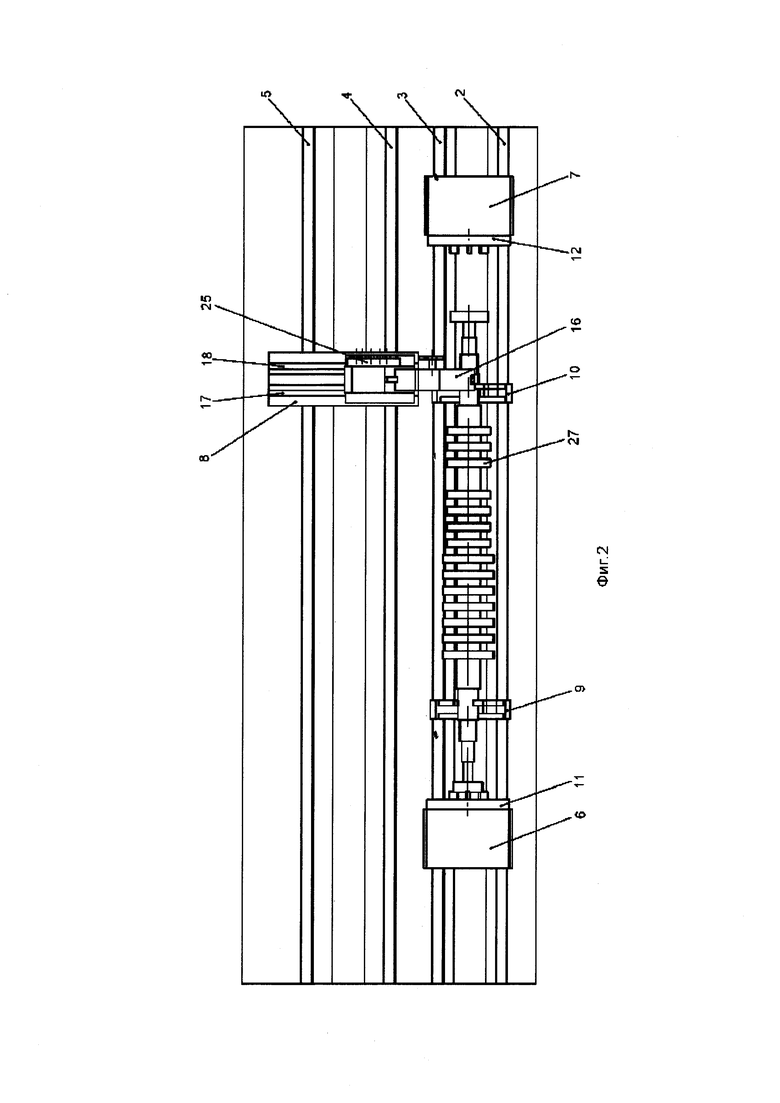
на фиг. 2 - этот же станок, вид сверху;
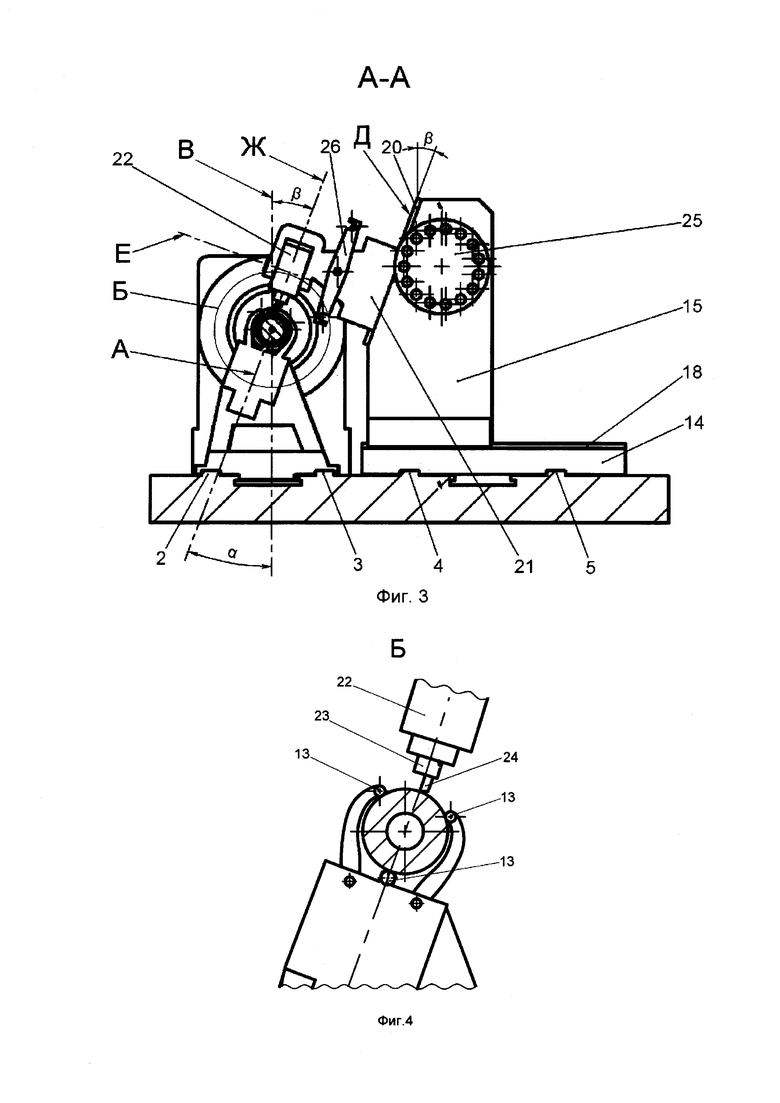
на фиг. 3 - разрез Α-A по фиг. 1;
на фиг. 4 - выносной элемент Б по фиг. 3;
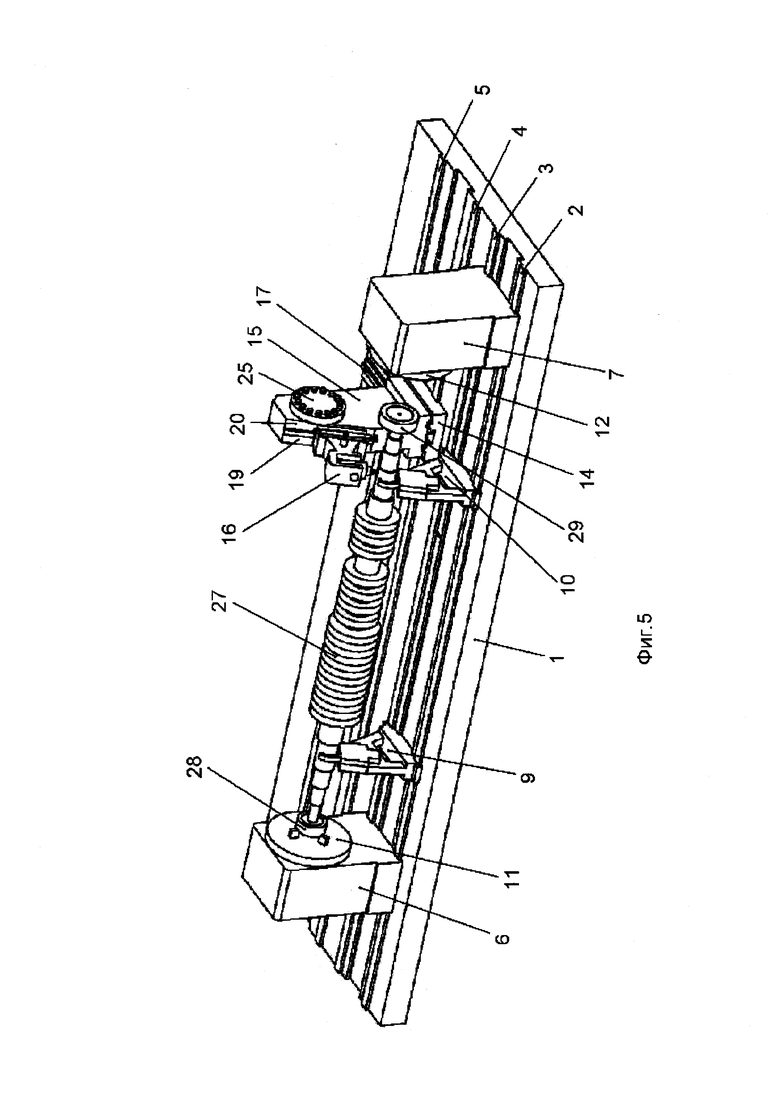
на фиг. 5 - этот же станок, аксонометрия.
Для реализации предлагаемого способа используют станок, содержащий станину 1 с двумя основными 2, 3 и двумя дополнительными 4, 5 продольными направляющими, переднюю бабку 6 с главным шпинделем, заднюю бабку 7 с противошпинделем, по меньшей мере один инструментальный суппорт 8 и по меньшей мере два люнета 9, 10.
Передняя бабка 6 станка установлена с возможностью перемещения по основным продольным направляющим 2, 3 станины и снабжена приводом ее перемещения в продольном направлении. В передней бабке в подшипниковых опорах установлен главный шпиндель, снабженный приводом вращения. На главном шпинделе закреплен четырехкулачковый патрон 11 с независимым перемещением кулачков.
Задняя бабка 7 установлена с возможностью перемещения по основным продольным направляющим 2, 3 станины и снабжена приводом ее перемещения в продольном направлении. В задней бабке в подшипниковых опорах установлен противошпиндель, снабженный приводом вращения. На противошпинделе закреплен четырехкулачковый патрон 12 с независимым перемещением кулачков.
Люнеты 9, 10 установлены на основных продольных направляющих 2, 3 станины и снабжены средствами фиксации их положения относительно станины. Каждый из люнетов 9, 10 выполнен в виде люнета открытого типа, допускающего возможность обработки базовой цилиндрической поверхности заготовки, охватываемой поддерживающими роликами 13 люнета, без отвода поддерживающих роликов. Каждый из люнетов установлен таким образом, что плоскость A симметрии люнета расположена под острым углом α к вертикальной плоскости В, проходящей через ось центров О станка. Люнеты 9, 10 выполнены самоцентрирующими, с тремя поддерживающими роликами 13, одновременно и равномерно сходящимися к одной оси. Люнеты 9, 10 установлены таким образом, что ось схождения поддерживающих роликов 13 каждого люнета совпадает с осью центров O станка.
Инструментальный суппорт 8 содержит каретку 14, ползун 15 и инструментальную головку 16. Каретка 14 установлена с возможностью перемещения по дополнительным продольным направляющим 4, 5 станины и снабжена приводом ее перемещения в продольном направлении. На каретке 14 закреплены поперечные направляющие 17, 18. Ползун 15 установлен с возможностью перемещения по поперечным направляющим 17, 18 каретки и снабжен приводом его перемещения в поперечном направлении.
Ползун 15 инструментального суппорта снабжен наклонными направляющими 19, 20, плоскость симметрии Г которых перпендикулярна оси центров O станка, а зеркало Д направляющих расположено под острым углом β к вертикальной плоскости. Значение угла β не более чем на 5 градусов отличается от значения угла α.
Инструментальная головка 16 содержит основание 21 и поворотный блок 22. Основание 21 установлено с возможностью перемещения по наклонным направляющим 19, 20 ползуна 15 инструментального суппорта и снабжено приводом его перемещения. Поворотный блок 22 установлен с возможностью поворота относительно основания 21 вокруг оси E, перпендикулярной зеркалу Д наклонных направляющих 19, 20 ползуна, на угол не менее 90 градусов по часовой и против часовой стрелки от положения, параллельного направляющим 19, 20 ползуна, и снабжен соответствующим приводом поворота.
Поворотный блок 22 инструментальной головки 16 содержит шпиндель 23 для установки обрабатывающего инструмента 24 и электромеханический привод вращения шпинделя 23. Обрабатывающий инструмент 24 расположен в плоскости Ж, проходящей через ось центров О станка параллельно зеркалу Д наклонных направляющих 19, 20 ползуна.
Станок снабжен инструментальным магазином 25, установленным с возможностью поворота вокруг оси, параллельной оси центров O станка, и снабженным приводом поворота.
Станок снабжен также манипулятором 26 смены инструмента, установленным с возможностью поворота вокруг оси, параллельной оси центров О станка, и снабженным соответствующим приводом поворота.
Станок снабжен устройством ЧПУ.
Передняя бабка 6 может быть снабжена отдельным электромеханическим приводом поворота главного шпинделя вокруг координатной оси C, а задняя бабка 7 может быть снабжена отдельным электромеханическим приводом поворота противошпинделя вокруг координатной оси С.
Осуществляют способ следующим образом. В исходном положении передняя 6 и задняя 7 бабки отведены друг от друга на расстояние, большее длины заготовки 27, а люнеты 9, 10 установлены на основных продольных направляющих 2, 3 станины между передней 6 и задней 7 бабками. Перемещают люнеты 9, 10 по основным продольным направляющим 2, 3 станины и устанавливают их в местах расположения базовых цилиндрических поверхностей З, И заготовки 27. Фиксируют люнеты 9, 10 относительно станины. Предпочтительно, чтобы люнеты были установлены на расстоянии l, равном 0,2…0,25 длины заготовки, от ее торцов.
При помощи подъемных средств укладывают заготовку 27 базовыми цилиндрическими поверхностями З, И на поддерживающие ролики 13 люнетов. Зажимают заготовку 27 поддерживающими роликами 13 люнетов, совмещая тем самым ось вращения заготовки 27 с осью центров О станка. Перемещая переднюю бабку 6 по основным направляющим 2, 3 станины, заводят передний конец 28 заготовки в кулачки патрона 11 главного шпинделя. Зажимают передний конец 28 заготовки в кулачках патрона 11. При необходимости, перемещая заднюю бабку 7 по основным направляющим 2, 3 станины, заводят задний конец 29 заготовки в кулачки патрона 12 противошпинделя и зажимают задний конец 29 заготовки в кулачках патрона 12. В последнем случае, отсоединив противошпиндель от привода его вращения, обеспечивают возможность свободного вращения противошпинделя в подшипниковых опорах задней бабки.
По командам от устройства ЧПУ станка за счет использования приводов вращения или поворота вокруг координатной оси С главного шпинделя, вращения или поворота вокруг координатной оси С противошпинделя, перемещения каретки 14 в продольном направлении, перемещения ползуна 15 в поперечном направлении, перемещения основания 21 инструментальной головки 16 по направляющим 19, 20 ползуна, вращения шпинделя 23 инструментальной головки 16, поворота поворотного блока 22 инструментальной головки 16 производят обработку заготовки 27.
В процессе токарной обработки заготовка может получать вращение как от привода вращения главного шпинделя, так и от привода вращения противошпинделя. Во фрезерном режиме заготовка либо неподвижна, либо ее поворачивают вокруг координатной оси C при помощи привода поворота главного шпинделя или при помощи привода поворота противошпинделя.
За счет использования люнетов 9, 10 открытого типа и за счет того, что значение угла β наклона обрабатывающего инструмента 24 не более чем на 5 градусов отличается от значения угла α наклона плоскостей A симметрии люнетов 9, 10, возможна обработка базовых цилиндрических поверхностей З, И заготовки без отвода поддерживающих роликов люнета 9, 10. Это исключает необходимость использования дополнительных люнетов при обработке базовых поверхностей З, И и позволяет повысить точность установки заготовки 27 на станке за счет использования эффекта самоустановки заготовки.
Для обработки заднего конца 29 и/или заднего торца заготовки 27 разжимают кулачки патрона 12 противошпинделя и отводят заднюю бабку 7 от торца заготовки. Вращая заготовку 27 при помощи привода вращения главного шпинделя либо при помощи привода поворота главного шпинделя вокруг координатной оси C, обрабатывают задний конец 29 заготовки 27. Для обработки заднего торца заготовки 27 поворачивают поворотный блок 22 инструментальной головки 16 на 90 градусов по часовой стрелке относительно оси Ε так, чтобы ось шпинделя 23 инструментальной головки 16 располагалась параллельно оси центров О станка, а рабочий конец инструмента 24 был направлен в сторону передней бабки 6.
Для обработки переднего конца 28 и/или переднего торца заготовки 27 подводят заднюю бабку 7 к торцу заготовки и зажимают задний конец 29 заготовки в кулачках патрона 12 противошпинделя. Разжимают кулачки патрона 11 главного шпинделя и отводят переднюю бабку 6 от переднего торца заготовки 27. Вращая заготовку 27 при помощи привода вращения противошпинделя либо при помощи привода поворота противошпинделя вокруг координатной оси C, обрабатывают передний конец 28 заготовки. Для обработки переднего торца заготовки 27 поворачивают поворотный блок 22 инструментальной головки на 90 градусов против часовой стрелки так, чтобы ось шпинделя 23 инструментальной головки располагалась параллельно оси центров O станка, а рабочий конец инструмента 24 был направлен в сторону задней бабки 7.
Для перенастройки станка на обработку другой детали, с другими диаметрами базовых поверхностей З, И не требуется новой выверки положения люнетов 9, 10. Достаточно переместить люнеты 9, 10 по основным продольным направляющим 2, 3 станка в положения, соответствующие расположению базовых поверхностей новой детали по ее длине, и зафиксировать люнеты 9, 10 относительно станины. После зажима заготовки 27 поддерживающими роликами 13 люнетов 9, 10 ось вращения заготовки 27 будет совмещена с осью центров O станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Токарный автомат | 1988 |
|
SU1565587A1 |
| КРУГЛОПАЛОЧНЬГй СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОГО И ФАСОННОГО ПРОФИЛЯ | 1969 |
|
SU240227A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НАПРАВЛЯЮЩИХ СТАНИН | 1991 |
|
RU2116166C1 |
| Токарный станок | 1988 |
|
SU1634367A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Глубокорасточный станок | 1990 |
|
SU1745428A1 |
| СПОСОБ ШЛИФОВАЛЬНОЙ КОМПЛЕКСНОЙ ОБРАБОТКИ ВАЛООБРАЗНЫХ ДЕТАЛЕЙ С ЦИЛИНДРИЧЕСКИМИ И ПРОФИЛИРОВАННЫМИ УЧАСТКАМИ | 2017 |
|
RU2711392C2 |
| ТОКАРНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 2019 |
|
RU2727133C1 |
Способ заключается в том, что заготовку устанавливают на поддерживающие ролики люнетов и зажимают ее поддерживающими роликами, совмещая ось вращения заготовки с осью центров станка. Далее, перемещая переднюю и/или заднюю бабки по продольным направляющим станины, заводят передний и/или задний конец заготовки в кулачки патронов передней и/или задней бабки и зажимают эти концы в кулачках этих патронов. Вращение заготовки в процессе обработки осуществляют при помощи приводов вращения и/или поворота вокруг координатной оси C шпинделя передней или задней бабки. Достигается расширение технологических возможностей за счет обеспечения обработки концов вала. 5 з.п. ф-лы, 5 ил.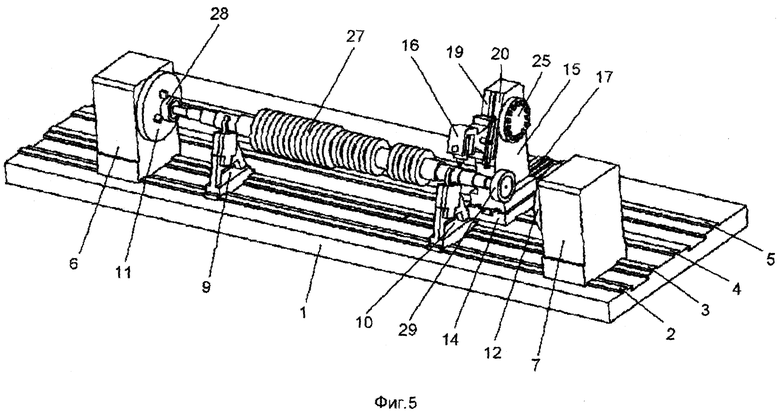
1. Способ обработки крупногабаритного вала с базовыми цилиндрическими поверхностями на токарном станке, содержащем станину с двумя основными и двумя вспомогательными продольными направляющими, переднюю бабку с главным шпинделем, приводом вращения главного шпинделя и/или приводом его поворота вокруг координатной оси С и патроном, закрепленным на конце главного шпинделя, заднюю бабку с противошпинделем, установленную с возможностью перемещения по основным продольным направляющим станины, оснащенную приводом ее перемещения в продольном направлении и патроном, закрепленным на конце противошпинделя, по меньшей мере один инструментальный суппорт, установленный с возможностью перемещения по вспомогательным продольным направляющим станины и оснащенный приводом его перемещения в продольном направлении, и по меньшей мере два люнета с поддерживающими роликами, установленных на основных продольных направляющих станины между передней и задней бабками, при этом перед установкой обрабатываемого крупногабаритного вала на станок осуществляют перемещение люнетов по основным продольным направляющим станины для их установки в местах расположения базовых цилиндрических поверхностей крупногабаритного вала, крупногабаритный вал устанавливают базовыми цилиндрическими поверхностями на поддерживающие ролики люнетов, затем производят обработку вращаемого посредством привода вращения и/или поворота вокруг координатной оси С крупногабаритного вала, отличающийся тем, что переднюю бабку устанавливают с возможностью перемещения по основным продольным направляющим станины и снабжают приводом ее перемещения в продольном направлении, заднюю бабку снабжают приводом вращения противошпинделя и/или приводом поворота противошпинделя вокруг координатной оси С, а люнеты выполняют самоцентрирующими с тремя поддерживающими роликами, имеющими возможность одновременного и равномерного схождения к одной оси, причем люнеты устанавливают так, что ось схождения поддерживающих роликов каждого люнета совпадает с осью центров станка, при этом зажим крупногабаритного вала поддерживающими роликами люнетов осуществляют до заведения его переднего и/или заднего концов в кулачки патронов, соответственно, главного шпинделя и противошпинделя и зажима этих концов в кулачках этих патронов, причем вращение крупногабаритного вала в процессе обработки осуществляют посредством привода вращения и/или поворота главного шпинделя или противошпинделя.
2. Способ по п. 1, отличающийся тем, что перед обработкой заднего конца и/или заднего торца крупногабаритного вала заводят его передний конец в кулачки патрона главного шпинделя путем перемещения передней бабки по основным направляющим станины и зажимают его в кулачках патрона главного шпинделя, причем указанную обработку осуществляют при вращении посредством привода вращения и/или поворота вокруг координатной оси С главного шпинделя.
3. Способ по п. 1, отличающийся тем, что перед обработкой переднего конца и/или переднего торца крупногабаритного вала заводят его задний конец в кулачки патрона противошпинделя путем перемещения задней бабки по основным продольным направляющим станины, зажимают его кулачками патрона противошпинделя, причем указанную обработку осуществляют при вращении посредством привода вращения и/или поворота вокруг координатной оси С противошпинделя.
4. Способ по п.1, отличающийся тем, что перед обработкой заводят передний и задний концы крупногабаритного вала соответственно в кулачки патронов главного шпинделя и противошпинделя путем перемещения передней и задней бабок по основным направляющим станины и зажимают их кулачками патрона главного шпинделя и противошпинделя, причем указанную обработку осуществляют при вращении посредством привода вращения и/или поворота вокруг координатной оси С главного шпинделя и при перемещении инструментального суппорта по вспомогательным продольным направляющим станины.
5. Способ по любому из пп.1-4, отличающийся тем, что обработка включает токарную и/или фрезерную обработку.
6. Способ по любому из пп.1-4, отличающийся тем, что он предназначен для обработки ротора турбины.
| Приспособление для автоматического останова плоской трикотажной машины | 1933 |
|
SU34105A1 |
| ТОКАРНЫЙ СТАНОК | 2012 |
|
RU2494840C1 |
| Устройство электрической сигнализации | 1936 |
|
SU54322A1 |
| DE 3438915 A, 24.04.1986 | |||
| WO 2012084155 A1, 28.06.2012. | |||

