Известно устройство для волнировки асбестоцементных листов, включаюш;ее профилирующую вакуум-коробку и установленный нод ней формовочный стол с гибкой бесконечной лентой, под верхней ветвью которой смонтирован профилирующий аппарат со скалками.
Цель изобретения - улучшить условия волнировки асбестоцементных VTHCTOB..
Достигается это тем, что каждая скалка профилирующего аппарата выполнена в виде надувной эластичной оболочки, например резиновой.
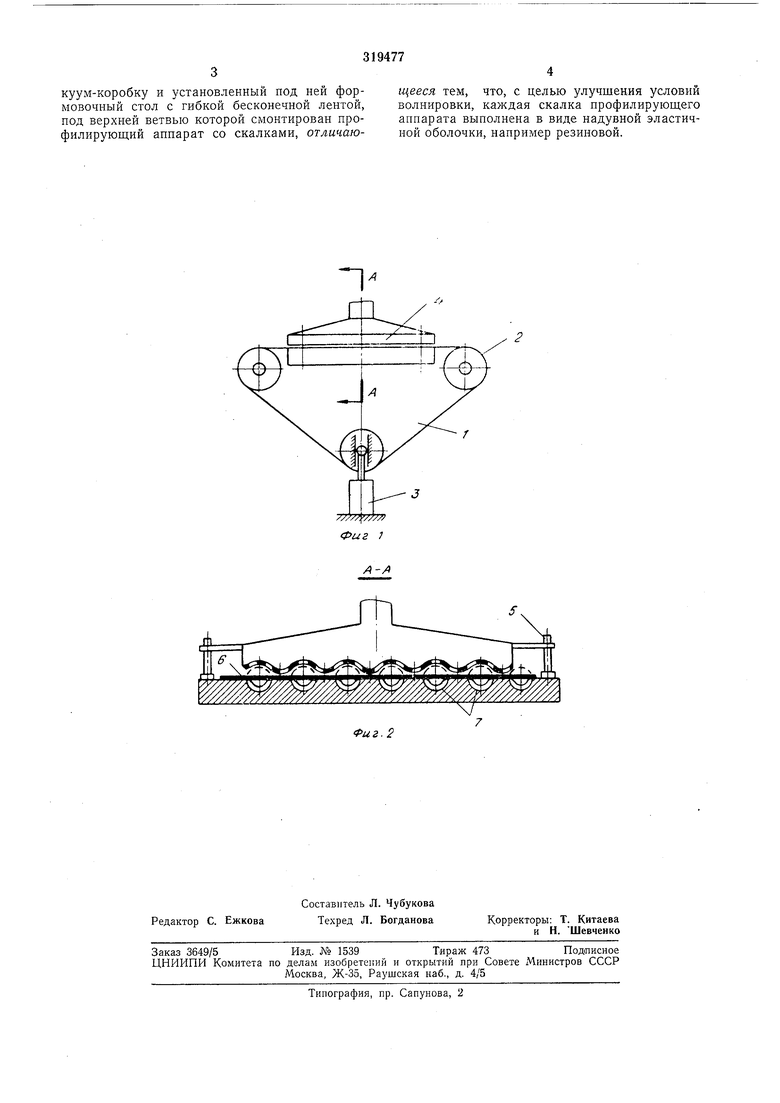
На фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 - разрез по А-А на фиг. 1.
Устройство состоит из формовочного стола /, рабочим органом которого служит гибкая бесконечная лента 2, например тканевая, пневмоцилиндров 3 натяжного устройства, вакуум-коробки 4 с присасывающими отверстиями и регулируемыми упорами 5, плиты 6 с пазами, в которых укреплены полые резиновые скалки 7.
Асбестоцементная листовая заготовка с отводящего транспортера ротационных нолсниц поступает на гибкую бесконечную ленту 2 формовочного стола, которой подается на плиту 6 под вакуум-коробку 4 для волнировки и переноса на конвейер твердения. На время движения ленты внутренняя полость резиновых скалок 7 соединяется с источником разрежения. В результате, под действием атмосферного давления верхняя половина резиновых скалок прижимается к нижней и не препятствует движению ленты.
Как только вся заготовка окажется над плитой 6, гибкая лента останавливается, и пневмоцилиндры 3 натяжного устройства освобождают ленту. Вакуум-коробка 4 опускается па заготовку так, чтобы в нижнем положении между заготовкой и коробкой оставался определенный зазор, регулируемый упорами 5. Затем внутренняя полость резиновых скалок 7, начиная со средней, а потом ноочередно к краям листа, наполняется воздухо.м от воздушной магистрали. Выправляясь и принимая круглую форму, скалки 7 прижимают заготовку, находящуюся на ленте формовочного стола 1, к вакуум-коробке 4, тем
самым волнируя заготовку.
После окончания волнировки лист присасывается к вакуум-коробке 4 и переносится на конвейер твердения, скалки 7 соединяются с источником разрежения, и пневмоцилиндры 3
вновь натягивают ленту формовочного стола, выправляя ее.
куум-коробку и установленный под ней формовочный стол с гибкой бесконечной лентой, под верхней ветвью которой смонтнрован профилирующнй аппарат со скалками, отличающееся тем, что, с целью улучшения условий волнировки, каждая скалка профилирующего аппарата выполнена в виде надувной эластичной оболочки, например резиновой.
Риг. 2
