механизм запрессовки попонок; на фиг. 8 - конструкция илитов, собираемых на линии.
Линия (фиг. 1, 2) имеет станину 1, на которой смонтирован транспортер 2 цепной с упорами 3 и приводом, механизм на- 5 бора ковра 4, направляющие для /щита 5, являющиеся одновременно и направляющими для цепей транспортера 2, выполненные регулируемыми и подпружиненными прижимы 6, пильные 7 и фрезерные 8 головки, устройство 9 для нанесения клея в пазы с форсунками 10 и .системой подачи клея к ним, механизм сжима ковра 11 и механизм запрессовки шпонок 12, образующие сов WeCTHo с прижимами жесткую гидравлическую займу проходного типа.
Линия имеет систему гидропривода, систему путевых выключателей 13-16 и узел гидроэлектрического управления.
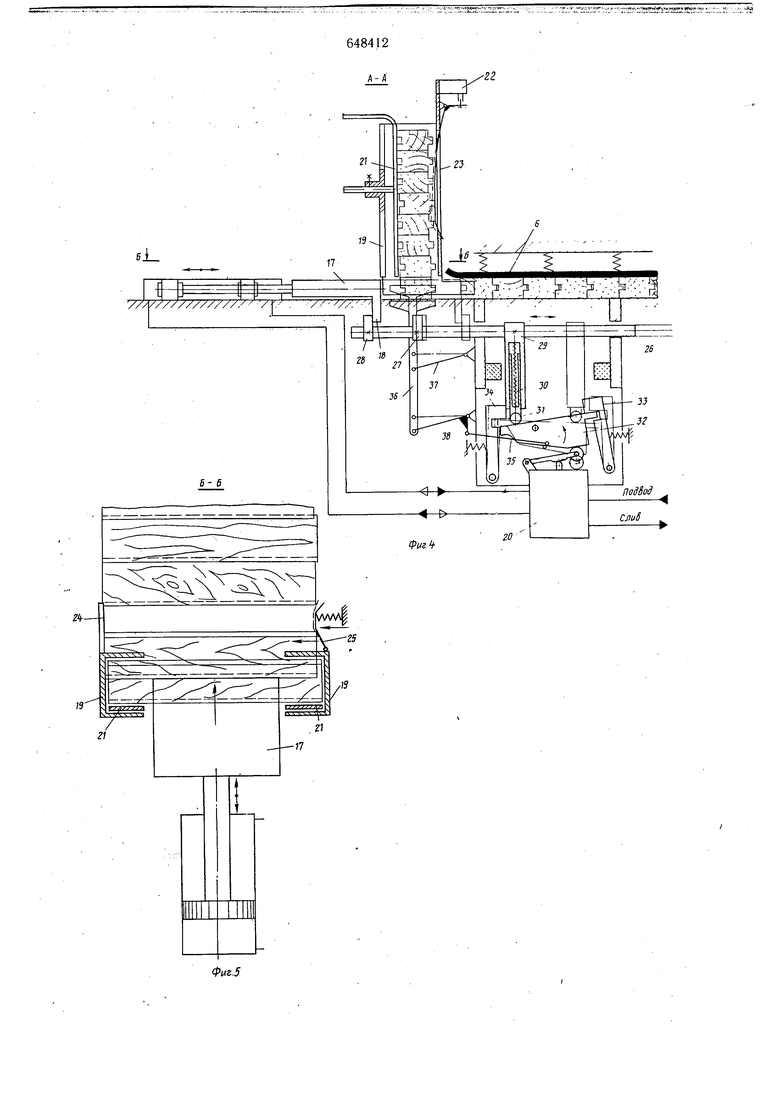
Механизм набора ковра (фиг. 4, 5) состоит из корнуса, на которо.м смонтирован гидротолкатель 17, состоящий из гидроци- 20 линдрас толкателем, снабженным упором 18, магазин для реек 19, управляющий гидрозолотник -20 с Механизмом переключения .мгновенного действия, имеющий кинематическую связь с упором 18 толкателя 17 ,5 гидроцилиндра и поддерживающим устройством.. .......
Магазин для реек представляет собой две корытообразные стойки, снабженные подвижными стенками 21. На одной из стоек укреплен блокировочный выключатель 22 30 с флажком 23, обеспечивающий выключение механизма набора ковра при наличии в магазине минимального количества реек, определяемого флажком 23. Кроме того, од- . на ,из стоек магазина снабжена направляющей стенкой 24, а другая - подпружиненным элементом 25, которые обеспечивают выравнивание реек по одному торцу при наборе ковра. Это позволяет снизить технологический припуск по длине на операциях заготовки и обработки реек.40
Механизм переключения мгновенного действия с поддерживающим устройством состоит из штанги 26, на которой укреплены два регулируемых упора 27, 28 и стакан 29 с пружиной 30 и роликом 31. Ролик контактирует с рабочей поверхностью двуплечего коромысла 32, который кинематически связан с подпружиненными отсекателями 33 и 34, обеспечивающими его два фиксированных положения в зависимости от места нахождения нажимного ролика (т. е. гитан- 50 ги с упорами и стаканом).
Коромысло 32 воздействует на пилот уп.„.равляющего гидрозолотника 20.
Кроме того коромысло связано с помбщью шатуна 35 с поддерживающим устройст „ вом, выполненным в виде четырехзвенного механизма и состоящим из поддерживаю щей лапки 36 и рычагов 37 и 38. Поддерживающая лапка этого устройства кинематически связана с коромыслом и имеет соответственно два фиксированных положения (верхнее и нижнее).
При движении гидротолкателя вперед поддерживающая лапка 36 занимает нижнее положение, при движении гидротолкателя назад лапка займет верхнее положение.
Механизм сжима ковра состоит из корпуса 39 с криволинейными пазами (направляюнш.ми), на котором смонтированы силовой гидроцилиндр 40, соединенный серьгой 4 с кареткой 42, которая снабжена упором 43 сменным, стопорная штанга 44 и упо) 45 (опрокидывающийся).ч
Стопорящая штанга 44 взаимодействует во время работы с опрокидывающимся упором 45 и соединяется с кареткой 42 с помощью зацепа (замка) «Д. Каретка имеет несколько установочных мест «Е для сменного упора. Это позволяет настраивать механизм на любой заданный размер собираемых щитов по длине.
Механизм запрессовки шпонок выполнен в виде магазинных коробок 46 для шпонок, запрессовочных линеек 47 с приводом от гидроцилиндров 48.
Механизм сжима щита 11, механизм запрессовки шпонок 12, направляющие для щита 5 и прижимы 6 образуют в совокупности вайму проходного типа.
Линия работает следующим образом.
Гидротолкатель 17 поштучно выдает рейки из магазина 19 и заталкивает их под подпружиненные прижимы 6, которь1е обеспечивают сборку реек в паз-гребень. При этом рейки выравниваются по одному торцу с помощью направляющей стенки 24 и подпружиненного элемента 25.
При движении гидротолкателя 17 вперед (с рейкой) упор 18 нажимает на регулируемый упор 27, укрепленный на штанге 26 и перемещает ее вперед. Вместе со штангой перемещается жестко закрепленный стакан 29 с пружиной 30 и нажимным роликом 31, который перекатывается по двуплечему коромыслу 32, взаимодействующему с отсекателем 33.
Стакан с нажимным роликом переходит ось качания коромысла и открывает отсекатель 34. Пружина 30 срабатывает и коромысло 32 перескакивает во второе фиксированное положение. Одновременно коромысло фиксируется отсекателем 34, нажимает на пилот гидрозолотника 20, .а ланка 36 поддерживающего устройства поднимается вверх. Золотник переключается, масло подается в штоковую полость гидроцилиндра, и толкатель возвращается за следуюилей рейкой (ход назад). При движении обратно упор 18 действует на упор 28. Штанга 26 со стайаном 29 и роликом 31 отходит назад. Стакан 29 нажимает на отсекатель 34 и открывает его, а пружина 30 снова
срабатывает, так как ролик перешел ось качания кором)1сла, и происходит переключение гидрозолотника на «ход вперед гидротолкателя. В этот момент лапка S6 поддерживающего устройства опускается и стопка реек, находящихся в магазине, также опускается иа направляющие станка. Таким образом лапка поддерживающего устройства находится в нижнем положении при ходе толкателя вперед и в верхнем (поднятом) положении при ходе толкателя назад. Поддерживающее устройство задерживает падение реек в магазине с одной стороны, поэтому стопка реек в магазине опускается на направляющие станка ступенчато, без переворота нижней рейки.
При запрессовке каждой последующей рейки гидротолкатель механизма набора ковра продвигает набираемый реечный ковер вперед на ширину одной рейки. Ковер набирается до тех пор, пока первой рейкой ковра не будет нажат путевой выключатель 13. После чего механизм набора ковра 4 выключается и включается транспортер 2. Реечный ковер продвигается упорами 3 транспортера по направляющим. Как только первая рейка ковра нажмет на путевой выключатель 14, механизм набора ковра 4 вновь включается в работу на набор очередного реечного ковра. Одновременно первый ковер продолжает двигаться транспортером и он обрезается пильными головками 7 в размер по щирине, а фрезерными 8 .выбираются пазы под щпонки.
При дальнейшем движении ковер проходит .зону клеенамазки, где форсунки 10 входят в шпоночные пазы ковра, пружинные лепестки 49 затвора форсунок сжимаются, открывают доступ клею к плоскостям паза «ж и «и, на которые .равномерно размазывается плоскостями пружинных лепестков затвора.В зоне запрессовки шпонок реечный ковер воздействует на путевой выключатель 15, установленный перед опрокидывающим-. ся упором 45 механизма сжима щита. Привод транспортера отключается и реечный ковер останавливается перед опрокидывающимся упором. При этом включается в работу механизм сжима ковра 11. Гидроцилиндр 40 через серьгу 41 толкает каретку 42 со сменным упором 43 и стопорящую щтангу 44 вперед. Последняя поднимает опрокидывающийся упор 45 над направляющими 5. Каретка 42, двигаясь по криволинейным направляющим дальше, поднимается вверх, выходит из зацепления в замке «Д со щтангой 44, захватывает выходящим упором 45 ковер и прижимает его к опрокидывающемуся упору (на фиг. 6 показано это положение тонкими линиями).
После достижения определенного усилия сжатия ковра срабатывают цилиндры 48 механизма запрессовки шпонок.- Запрессовочные линейки 47 этих механизмов выталкивают из магазинов 46 по одной шпонке и запрессовывают ихв шпоночные пазы ковра.
После этого происходит разжим готового щита механизмом сжима ковра. Каретка со сменным упором 43 отходит в исходное положение, опрокидывающийся упор 46 устанавливается, так как при отходе каретка опускается и снова входит в зацепление со стопорящей штангой 44 (замок «Д) и вытаскивает последнюю из-под опрокидывающего упора. Затем отводятся запрессовочные линейки 47. Цилиндры 48 становятся в исходное положение и включается транс портер, который выносит готовый, щит на приемный стол.
После выталкивания щита упоры 3 транспортера воздействуют на путевой выключатель 17 и транспортер останавливается, в случае если очередной реечный ковер еще не набран. При набранном полностью очередном ковре, т. е. путевой выключатель 13 нажат, транспортер не останавливается и второй парой упоров3 захватывает очередной реечный ковер, продвигает его к пильным и фрезерным головкам и описанный цикл повторяется.
В случае, если в магазине для реек окажется минимальное количество реек, определяемое флажком 23, движение гидротолкателя 17 механизма набора ковра прекращается, так-как блокировочный выключатель 22 дает команду в систему управления автоматом на отключение подачи масла на гидрозолотник 20 механизма набора ковра. Установкой блокировочного выключателя достигается безопасность загрузки магазина рейками вручную.
Испытания линий показали высокую степень автоматизации сборки щитов при высокой производительности и культуре производства.
Трудозатраты на операции сборки и обработки щитов снижаются более чем в 4 раза.
Опытно-промыщленный образец линии успешно прощел межведомственные испытания и рекомендован к серийному производству.
Формула изобретения
Полуавтоматическая линия для сборки реечных щитов, включающая станину с направляющими и прижимами, магазин для реек с гидротолкателем, механизм набора ковра, транспортер с приводом, пильные и фрезерные головки, устройство для нанесения клея в пазы, механизм 3anpeccoBj H шпонок и сжима ковра и узел гидроэлектри ; ческого управления, отличающаяся тем, что, с целью повышения производительности путем автоматизации процесса, улучшения качества сборки и обеспечения безопасности загрузки магазина рейками, механизм сжима ковра выполнен в виде перемещаемой по выполненным в станине дополнительным криволинейным направляющим каретки с упорами, один из которых соединен с кареткой при помощи стопорной щтанги, а шток гидротолкателя магазина для реек соединен с узлом гидроэлектрического управления штангой с упорами,, на которой установлен подпружиненный стакан с роликом на конце, причем .на станине смонтированы подПультijnfaineHan
648412
пружиненные отсекатели, поддерживающее устройство и взаимодействующее с ними двуплечее коромысло, контактирующее в процессе работы со стаканом, а на магазине для реек установлен блокировочный выключатель.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 427712, кл. В 27 М 3/00, 1972.
2.Авторское свидетельство СССР № 393088, кл. В 27 М 3/06, 1971. ;:-.H--:.vt--:a кап{га8ленх подачи реечного tteftpotjJimnue /За аита .Г Реечн а KoSep .S сжатом попоженм ///////////////////////////////////////}1///////////////

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая линия для сборки деревянных реечных щитов | 1981 |
|
SU939206A1 |
| УСТАНОВКА ДЛЯ СВОРКИ ЩИТОВ ПОЛОВОГО НАСТИЛА | 1973 |
|
SU368034A1 |
| Устройство для рулонирования волокнистого ковра | 1977 |
|
SU791671A2 |
| КНИГОВСТАВОЧНАЯ МАШИНА | 1966 |
|
SU183184A1 |
| Линия для сборки реечных щитов | 1981 |
|
SU967831A1 |
| Автомат для запрессовки деталей типа вал-втулка | 1976 |
|
SU569424A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ УПРОЧНЕНИЯ КРОМОКщитовых ДЕТАЛЕЙ | 1973 |
|
SU379386A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В КАРТОННЫЕ ЯЩИКИ | 1991 |
|
RU2005678C1 |
| УСТАНОВКА ДЛЯ СБОРКИ ЩИТОВ ПОЛОВОГО НАСТИЛА | 1971 |
|
SU321359A1 |
| Поточная линия для заключительной отделки текстильных полотен | 1989 |
|
SU1647056A1 |

fS
.d
