Изобретение относится к технике ремонтной сварки и предназначено для восстановления судовых конструкций, резервуаров, сосудов и т. д.
Известен способ ремонта соединений с нахлесточными швами, при котором удаляют дефектный участок и накладывают заплату внахлестку; в местах пересечения ремонтного шва с нахлесточным швом осуществляют подбизку заплаты. Недостатком этого спо-соба является применение ремонтных нахлесточных швов, низкая работоспособность которых по сравнению со стыковыми соединениями общеизвестна. Необходимость подбивки При применении этого способа обусловливает возникновение в наиболее опасной зоне пересечения старого и ремонтного швов дополнительных внутренних напряжений, повышающих склонность к охрупчиванию, особенно при работе конструкции при низких температурах.
Предлагаемый способ ремонта листовых сварных конструиций с нахлесточными швами путем вваривания заплат позволяет при низкой трудоемкости и минимальном расходе металла сохранить высоКую работоспособность (качество) сварной конструкции.
Согласно изобретению сварка ремонтной заплаты производится встык, 1ДЛ.Я чего старые нахлесточные шва в местах пересечения с ремонтными швами переводят в стыковые швы
путем резки соединения на длине 300-400 мм и строжки нахлесточных швов, последующей подгибки оставшейся части конструкции до совмещения ее с плоскостью заплаты.
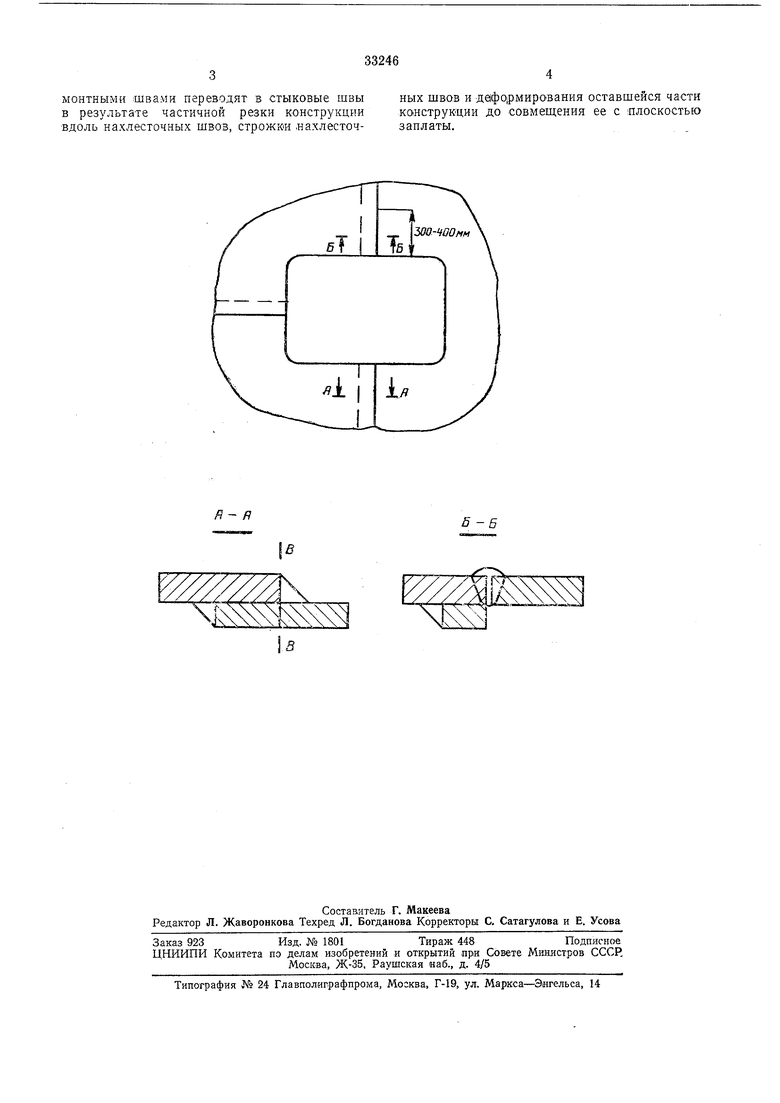
На чертеже изображены дефектный участок конструкции, подлежащий ремонту, и сечения по Л-А и Б-Б.
Вырезка дефектного участка и подготовка стыковой заплаты соответствующей формы являются обычными операциями при ремонте. Затем производятся разрезка старых нахлесточных швов на длине 300-400 мм по линии В-В, строжка нахлесточных швов и подгибка листов с плавным переходом от нахлесточното соединения к стыково му.
Подгибка на указанной длине, обеспечивая плавный переход, позволяет избежать появления кон-центраторов напряжений. Сварка переходных участков и ремонтной заплаты может осуществляться -с одной стороны с использованием подкладки и с двух сторон, при этом отрезанная часть нахлестки удаляется.
Предмет изобретения
Способ ремонта листовых сварных конструкций с нахлесточными швами путем вваривания занлат, отличающийся тем, что, с целью повышения качества сварной конструкции, нахлесточные швы в местах пересечения с ремонтными швами переводят в стыковые швы в результате частичной резки конструкции вдоль нахлесточных швов, строжки .нахлесточных швов и де(фО|рмирования оставшейся части конструкции до совмещения ее с плоскостью занлаты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта трубопроводов | 1987 |
|
SU1511041A1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2354522C2 |
| Способ ремонта трубопровода | 1985 |
|
SU1274898A1 |
| СПОСОБ РЕМОНТА ВМЯТИН НА СОСУДАХ | 2016 |
|
RU2640512C2 |
| Способ ремонта участка газопровода с заводским изоляционным покрытием | 2023 |
|
RU2817233C1 |
| Способ ремонта стенки резервуара | 2017 |
|
RU2686407C1 |
| Муфта для ремонта трубопровода и способ ее установки на дефектный участок | 2016 |
|
RU2658170C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ТРУБОПРОВОДА, НАХОДЯЩЕГОСЯ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2352854C2 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА И СВАРНАЯ МУФТА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2285192C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
- /7
В -Б
