Предлагаемое изобретение относится к устройствам для промазки клеем резиновых рукавов и может быть использовано при их изготовлении.
Известные устройства для промазки клеем рукавов, содержащие клеевую камеру н щетки для нанесения клея, не обеспечивают равномерного нанесения клея, что приводит к браку готового рукава.
Целью изо.бретения является повышение качества промазки и расгпирение ассортимента обрабатываемых рукавов.
С этой Целью щетки смонтированы на новоротном диске с наклоном к оси обрабатываемого изделия и снабжены направляющими, взаимодействующими с выполненными в диске радиальными пазами.
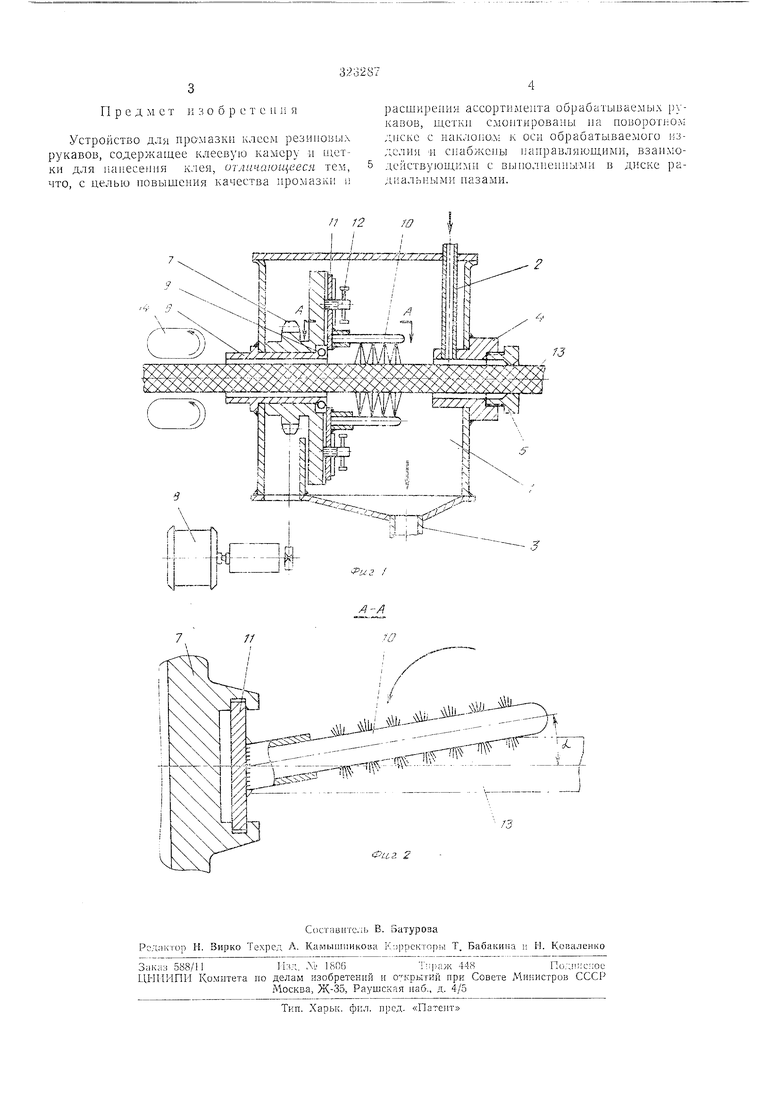
На фиг. 1 показано устройство для промазки клеем резиновых рукавов; на фиг. 2 - разрез по Л-Л на фиг. 1.
Устройство для промазки клеем рукавоз содерлшт камеру / с патрубком 2 для подачи и патрубком 5 для отвода клея. На правой стенке камеры смонтирована направляющая втулка 4 со сменной насадкой 5, а на левой- направляющая втулка 6. На втулку 5 яасажена звездочка 7 с диском, приводимая через
цепную передачу н редуктор от электродвигателя 8. В рабочем положении звездочка 7 удерживается пружинным кольцом 9.
Щетки 10 смонтированы на поворотном диске с наклоном к оси обрабатываемого изделия и снабжены направляющими 11, взаимодействующими с радиальными пазами, выполненными в диске звездочкн 7, для регулировки положения щеток 10 в соответствии с диаметром обрабатываелюго рукава. В требуемом пололсении щетки W фиксируются при полгонди винтов 12.
Конец рукава 13 через насадку о пропускается в камеру 1, проводится через щетки 10, выводится из камеры через втулку 6 и отводится отборочными транспортерами 14. Клей насосом но натрубку 2 подается во внутреннюю полость втулки 4 и растекается по
т поверхности рукава. При прохождении рукава через вращающиеся щетки последние ocyniecTвляют втирание клея в оплетку рукава и равномерно распределяют клей но его поверхнос: ти. При промазке рукавов другого д)аметра заменяют насадку 5 и регулируют ноложение цсток 10, иередвигая их в направляющн.х на:-,ах диска. Синхронизация работы устройства с работой других механизмов в потоке осуществляется изменением скоростей отборочных транспортеров и вращения щеток.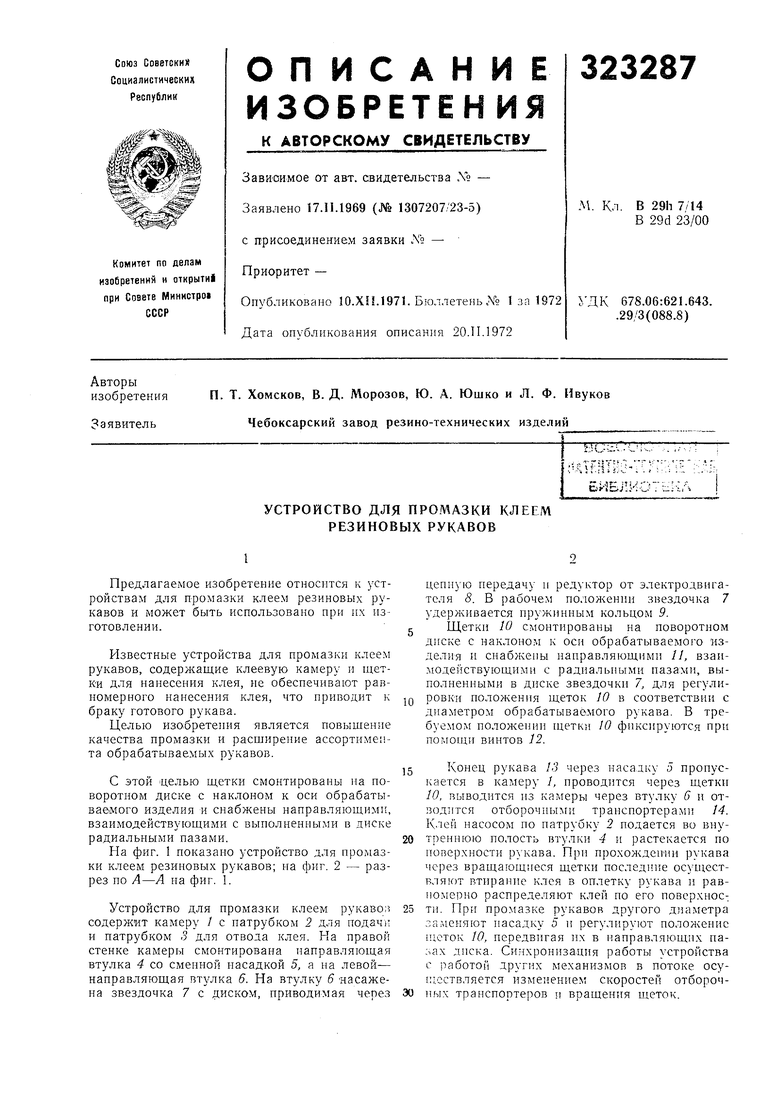
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОМАЗКИ КЛЕЕМ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1972 |
|
SU355058A1 |
| Устройство для промазки длинномерных изделий клеем | 1980 |
|
SU927547A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU373168A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ ПОД ДАВЛЕНИЕМДЛИННОМЕРНЫХ ИЗДЕЛИЙ В ПСЕВДООЖИЖЕННОМ СЛОЕ12 | 1971 |
|
SU426858A1 |
| Устройство для наклейки круговых этикеток на изделия | 1989 |
|
SU1666377A1 |
| УСТРОЙСТВО ДЛЯ ПРОМАЗКИ РЕЗИНОВЫХ РУКАВОВ | 1966 |
|
SU183930A1 |
| УСТРОЙСТВО AJ(>&1 АВТОМАТИЧЕСКОЙ liPOMASKK РЕЗИНОВЫХ РУКАВОВ | 1967 |
|
SU196285A1 |
| Способ изготовления полых резинотехнических изделий и установка для его осуществления | 1990 |
|
SU1745561A1 |
| Поточная линия для окончательной обработки и комплектации пакетов лифтовых направляющих | 1971 |
|
SU450751A1 |
| Устройство для термообработки ленточного полимерного материала | 1989 |
|
SU1713813A1 |