Изоб|рете«ие относится к области электрохимической обработки детаутей из токопроВОД1НЫХ материалов и может быть применено в машиностроительной. трОМЫшленности.
Известим снособы эле1ктрохимической резки вдоль -склеенных нластин деталей типа сотовых -панелей, -погруженных в среду электролита, когда раз.резае.мая деталь служит аиодом, а с качестве катода-инструмента применяются различные токонроводн-ые днеки или проволока.
Под дей1ствие,м приложевдюй э.д.ю. в рабочей зоне ,ме кэле-к-Т|род1ного зазора .между анодом (о-брабатываемой деталью) и катодом (спепиально изготовленном и-нструментом) происходит процесс анодного растворення. При это|М врешя, необходимое для разрезания детали, в из-ве-стных способах эле-ктрохимической резки определяется скоростью анодпого травления и, в зависимости от выбранной схемы резки, толщиной или длиной разрезаемой цетали. Точность реза и 1ка-чест во обрабатываемой П01верх1ности анода-детали зависят от -выбранных технологических параметров, их 1колебанн-я и длительности процесса.
ка таким образом, что анодом является отрезаемый припуск.
Время, необходимое для разрезания склеенных сотовых панелей -вдоль токопро-водных пластин, -в -предлагаемом способе электрохнмиче-окой резки не за-внсит от дли1Ны ;ШИ|рины разрезаемых сот и определяется лишь скоростью анодного травления и толщиной сжлеенных пластин. Точность реза и качество поверхности О1брабатываемой детали, которая Я1вляется катодом, не зависят от выбран-ных тех-нологичеоких пара.метров, их колебания и длительности процесса обработки. В -предлагаемом способе рез-ки отсутствует специально изготавливаемый -инстру-мент.
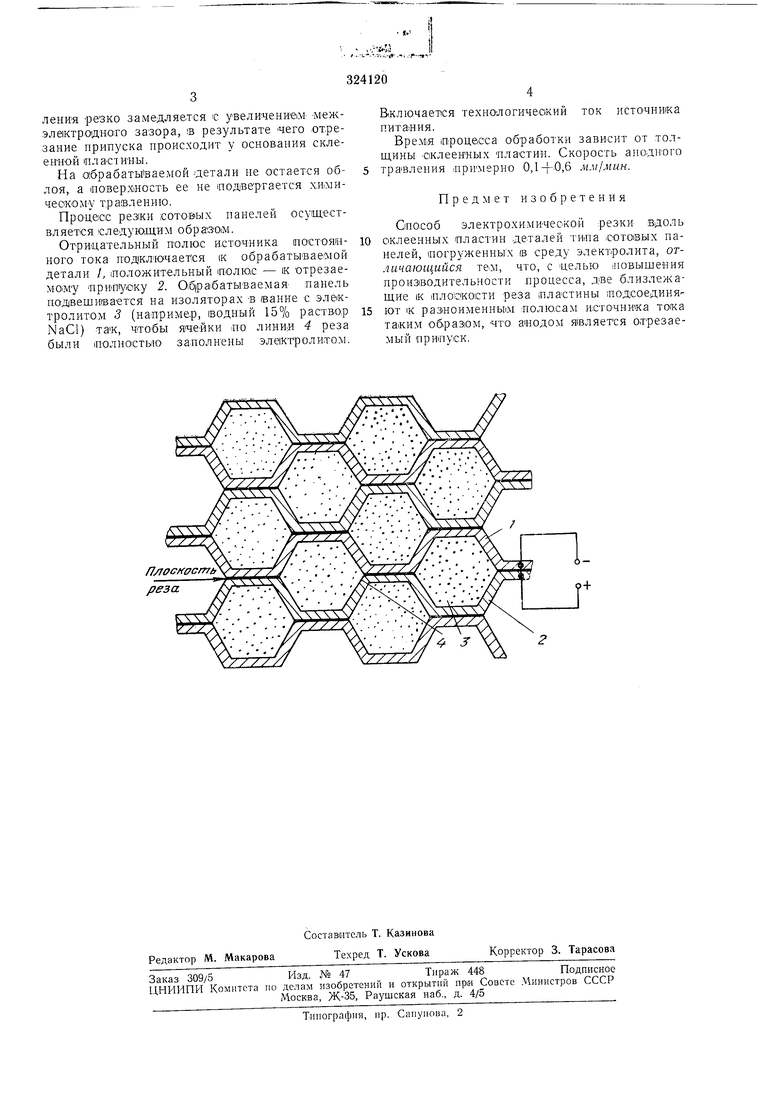
На чертеже -показал процесс резки сотовых панелей.
Реалнзуется Нредлагаемый способ следующим образом.
Все пластппы сотовых склеенных панелей изолированы друг от друга диэлектрической пленкой 1клея в местах оклейки,. Подключают источник постоянного то1ка -к дву-м -близлежащим пластина(.м п |Нацолняют ячейки сот электролито-м, в результате получают гальваннческую -пару, где анодом является отрезаемый припуск, а -катодом - обрабатываемая деталь. Под действием ириложенной э.д.с. в среде эле-ктролита идет процесс анодного травления. При этом скорость яоюдиого травления резко замедляется с увеличением межэлактродното зазора, в результате чего отрезание припуска нроисходит у основания склеенной пластиНы.
На обрабатываемой аетали не остается облоя, а поверхность ее не подвергается хдмичеокому травлению.
Процесс рез1ки сотовых нанелей осуществляется следу1ащим образом.
Отрицательный нолюс источника постоянного тока под|ключается IK обрабатываемой детали /, яоложительный полюс - к отрезаемому нрип1)оку 2. О|б|ра|батываемая панель (ваегся на изоляторах в /ванне с электролитом 3 (например, водный 15% раствор NaCl) так, чтобы ячейки по линН;И 4 реза были полностью заполнены злактроли.том.
Включает ся технологический ток источника питадия.
ВреМ|Я процесса обработки зависит от толщины склеенных пластин. Скорость анодного травления примерно 0,1+0,6 мм/мин.
Предмет изобретения
Способ электрохимической резки вдоль оклеенных пластин деталей типа сотовых панелей, погруженных в среду электролита, отличающийся тем, что, с целью повышения производительности процесса, две близлежащие 1К плоскости реза пластины подсоединяют 1К разпоименньим полюсам источника тока таким образом, что аиодом является отрезаемый припуск.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления панели сложного профиля | 2002 |
|
RU2220849C2 |
| СПОСОБ РАЗДЕЛКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ НА ЛОМ | 1993 |
|
RU2085365C1 |
| СПОСОБ РАЗДЕЛКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ НА ЛОМ | 2006 |
|
RU2320462C2 |
| Устройство для электрохимического снятия заусенцев | 1976 |
|
SU595108A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2392097C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| СПОСОБ АНОДНО-ДИНАМИЧЕСКОГО УПРОЧНЕНИЯ ДЕТАЛИ ИЗ ТОКОПРОВОДЯЩЕГО МАТЕРИАЛА | 2009 |
|
RU2411111C2 |
| Способ электрохимической обработки | 1980 |
|
SU933353A1 |
| Способ электрохимической обработки | 1980 |
|
SU933347A1 |
| Устройство для электрохимической обработки деталей | 1981 |
|
SU996526A1 |
n/rocKpcmt,
реза
