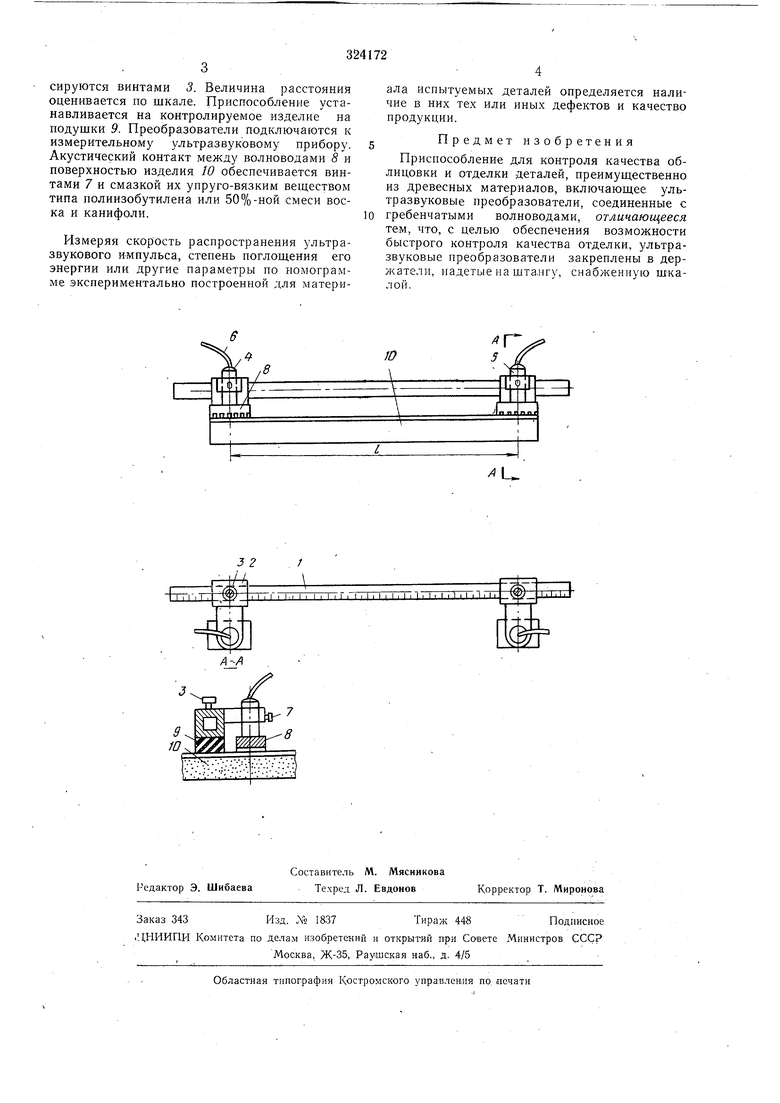
Изобретение относится преимущественно к деревообрабатывающей промышленности и касается приспособления для контроля качества облицовки и отделки деталей. Известные устройства для контроля качества облицовки и отделки деталей, преимущественно из древесных материалов, малопроизводительны. Цель изобретения - разработка приспособления, позволяющего быстро и точно обнаруживать наличие и местоположение микродефектов в облицованных или отделанных деталях без разрушения, подвергая контролю всю продукцию без исключенияДостигается это использованием преимуществ одного из методов неразрушающего контроля - импульсного ультразвукового метода, а именно метод возбуждения в контролируемых деталях особых ультразвуковых волн Рэлея. Эти волны могут распространяться вдоль границы твердого упругого полупространства (облицовочного или отделочного покрытия) с разреженной средой (воздухом). Для возбуждения волн Рэлея применен метод гребенчатой структуры. Наличие дефектов, остаточных напряжений и т: п. оценивается по парал|етрам ультразвукового импульса, прощедшего в контролируемом слое точно измеренное расстояние. ковые преобразователи закреплены в держатели, надетые на штангу, снабженную шкалой. На чертеже показано приспособление, установленное на контролируемом материале; в двух, проекциях. Приспособление состоит из следующих, деталей. На винипластовую штангу / прямоугольного сечения и со шкалой надеты два держателя 2 изготовленных также из винипласта. Держатели можно свободно перемещать по штанге / и прочно закреплять на ней винтами 3. В держатели 2 вставлены два ультразвуковых пьезоэлектрических преобразователя: излучатель 4 и приемник 5. Преобразователи коаксиальными кабелями 6 подключаются к соответствующим гнездам импульсного ультразвукового прибора или дефектоскопа. Преобразователи закрепляются в держателях при помощи винтов 7. Пластинки преобразователей приклеиваются к дюралюминиевым гребенч.атым волноводам 8 с периодическим чередованием выступов и пазов шириной 1/2, где / - длина возбуждаемой волны Рэлея. Держатели 2 имеют резиновые подушки 9, на которые приспособление опирается при установке на контролируемое изделие 10. В зависимости от размеров контролируемых деталей держатели 2 устанавливаются на необходимом друг от друга расстоянии и фиксируются винтами 5. Величина расстояния оценивается по шкале. Приспособление устанавливается на контролируемое изделие на подушки 9. Преобразователи подключаются к измерительному ультразвуковому прибору. Акустический контакт между волноводами S и поверхностью изделия W обеспечивается винтами 7 и смазкой их упруго-вязким веществом типа полиизобутилена или 50%-ной смеси воска и канифоли.
Измеряя скорость распространения ультразвукового импульса, степень поглощения его энергии или другие параметры по номограмме экспериментально построенной для материала испытуемых деталей определяется наличие в них тех или иных дефектов и качество продукции.
Предмет изобретения Приспособление для контроля качества облицовки и отделки деталей, преимущественно из древесных материалов, включающее ультразвуковые преобразователи, соединенные с гребенчатыми волноводами, отличающееся тем, что, с целью обеспечения возможности быстрого контроля качества отделки, ультразвуковые преобразователи закреплепы в держатели, падетые на щта.нгу, снабженную Шка
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛЬТРАЗВУКОВОЙ ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ПРИЕМНЫЙ ПРЕОБРАЗОВАТЕЛЬ | 1998 |
|
RU2180441C2 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ УЛЬТРАЗВУКОВОЙ ПРЕОБРАЗОВАТЕЛЬ | 1996 |
|
RU2104618C1 |
| УЛЬТРАЗВУКОВОЙ НАКЛОННЫЙ ПРЕОБРАЗОВАТЕЛЬ | 2007 |
|
RU2356044C1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ АКУСТИЧЕСКОЙ ЭМИССИИ | 1996 |
|
RU2110792C1 |
| УЛЬТРАЗВУКОВОЙ ПРЕОБРАЗОВАТЕЛЬ ПОВЕРХНОСТНЫХ ВОЛН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2520950C1 |
| Устройство для ультразвукового контроля изделий | 1987 |
|
SU1509724A1 |
| Способ ультразвукового контроля затесненных участков изделий из стеклопластика | 2023 |
|
RU2816862C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ УДАРНОЙ СТАНОЧНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛА ДЛЯ ИСПРАВЛЕНИЯ ДЕФЕКТОВ И УПРОЧНЕНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2387531C2 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2036470C1 |
| Способ ультрозвуковой дефектоскопии изделий | 1978 |
|
SU763775A1 |
