Изобретение относится к области o6ipa6oTки металл ав давлением, а HiMeEHO к устройствам для -изготовления петель тиша рояльных из полосового матарлала.
.Известны автоматические устаиовки для .готовлел ия петель, соде1ржащие смонтированные на станине по технологическаму ироцессу с .приводом от общего кулачкового вала механизм Калибровки ленты, механиэм paicкроя ее и пробивки отверстий, зен-ковочную головку, механизм подачи, механизм забивания ушков петли и устройство для отрезки петли в виде подвижного и неподвижного ножей с ме: анизмом привода в действие П0движного ножа.
Недастатки известных автоматических устаНОвак заключаются в невысокой Т10ч.насти параметров изготавливаемых петель, а также в невозможнссти синхронной подачи двух лент.
Цель И3аб|ретения - улучшение качества и .повышение точности параметров изтотавлиBaeiMbix петель.
Предлагаемая автоматическая уста1новка отличает|ся от из1вестных тем, что механизм привода в действие подвижного ножа выполнен В виде закрепленного на стани1не |Качающегося рычага с осью качания, перпендикулярной направлению перемещения ножа, на котором последавательно установлены электромагвит, электрически связан.ный с предусмотренным в устройстве для резки ограничителем подачи заготовки, .и подпружиненная прокладка, смонтированная с возможностью осевого воавратночпоступательного перемещенИя от якоря электромагнита :В зазор, образованный Между 1ПОдвИЖньгм и кулачком приводного .вала.
Для обеапечения воэмолшости синхронной ПОДачи двух лент с вырезами, смещенными относительно друг друга, механизм подачи может быть выполнен в виде двух смещенных один относительно другого на заданную laoличину захватов, стялутых ,между собой пружиной и установленных на Станине с возМОЖностью возвратно-П-аступательного перемещсння в направлении лодачн лент.
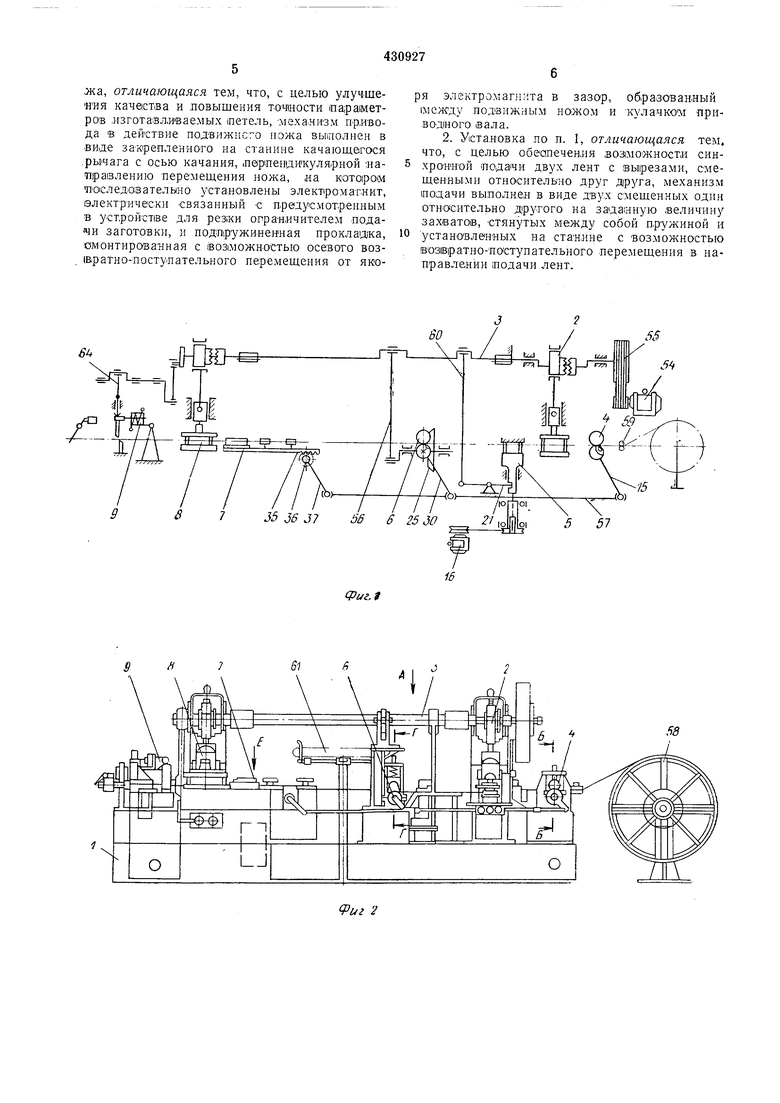
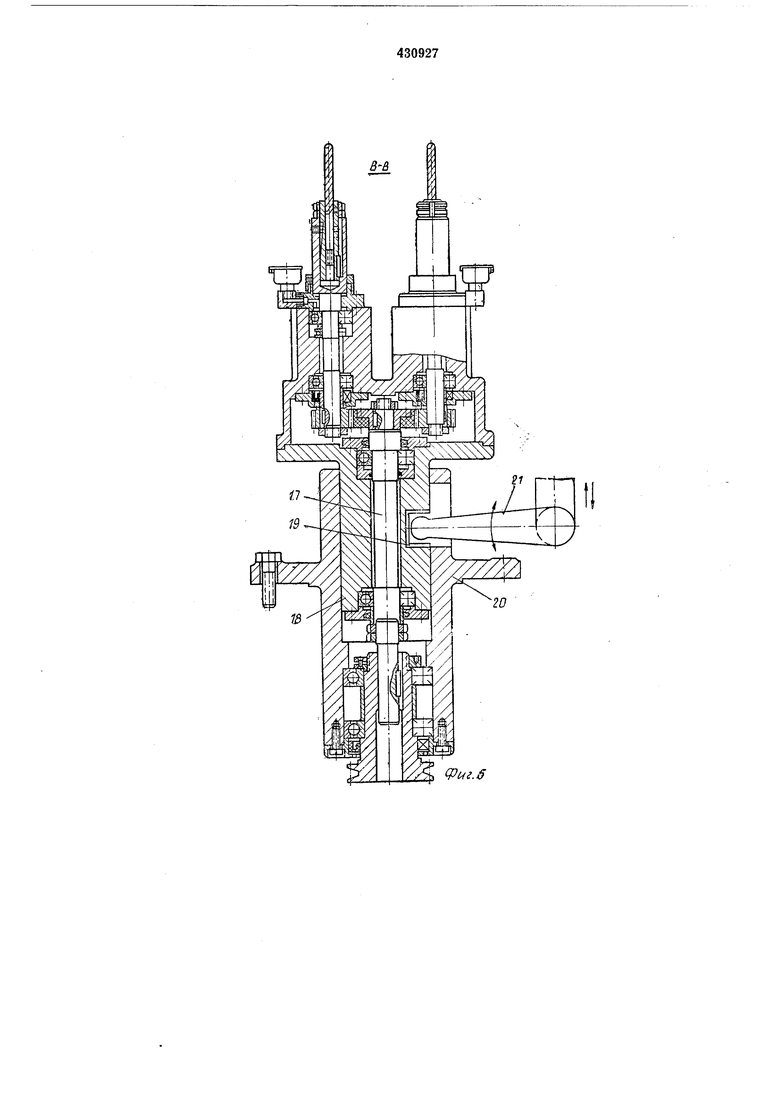
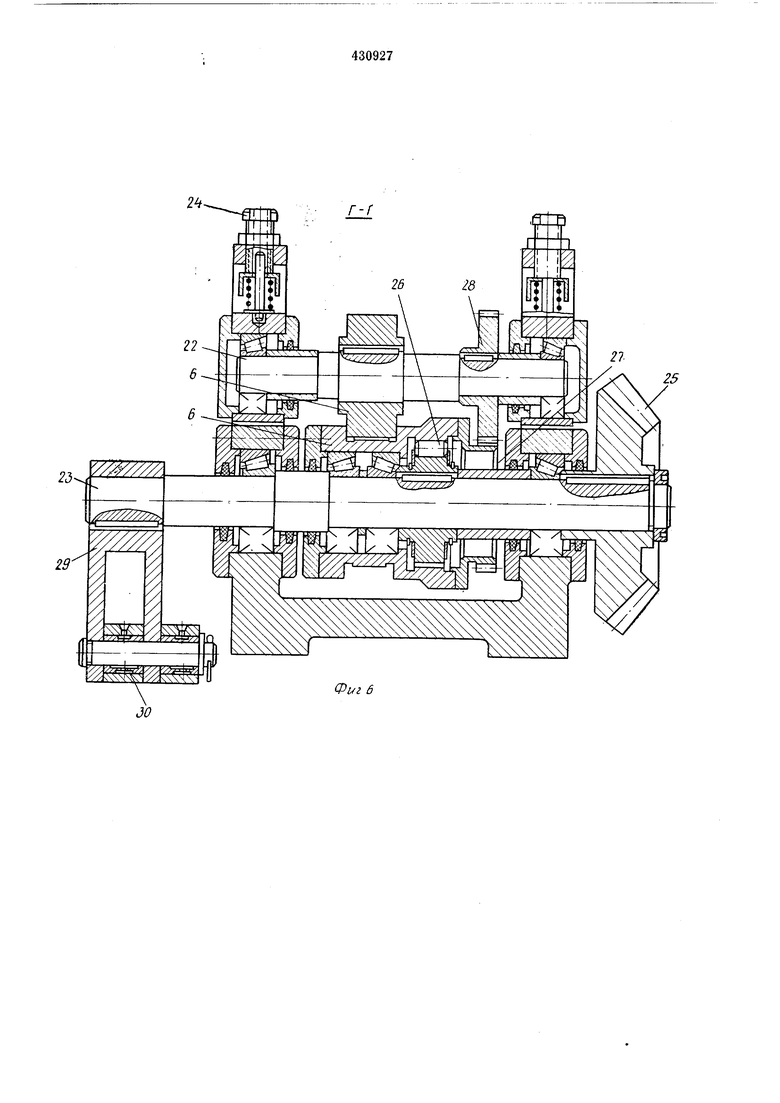
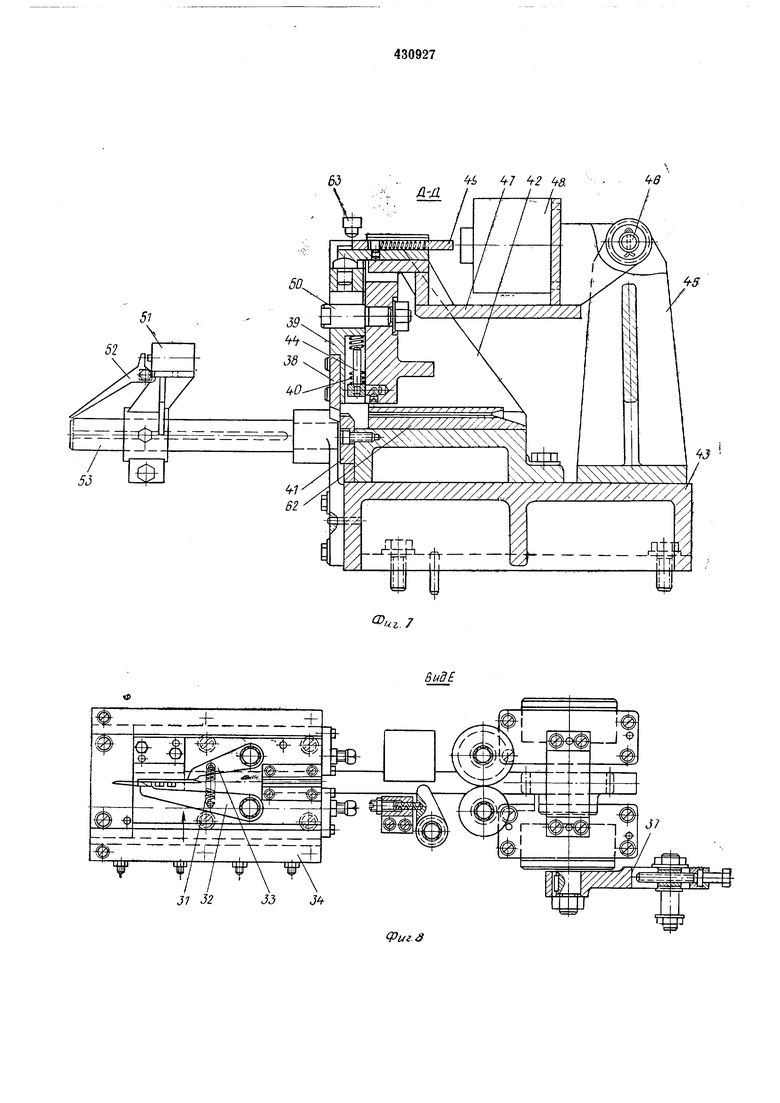
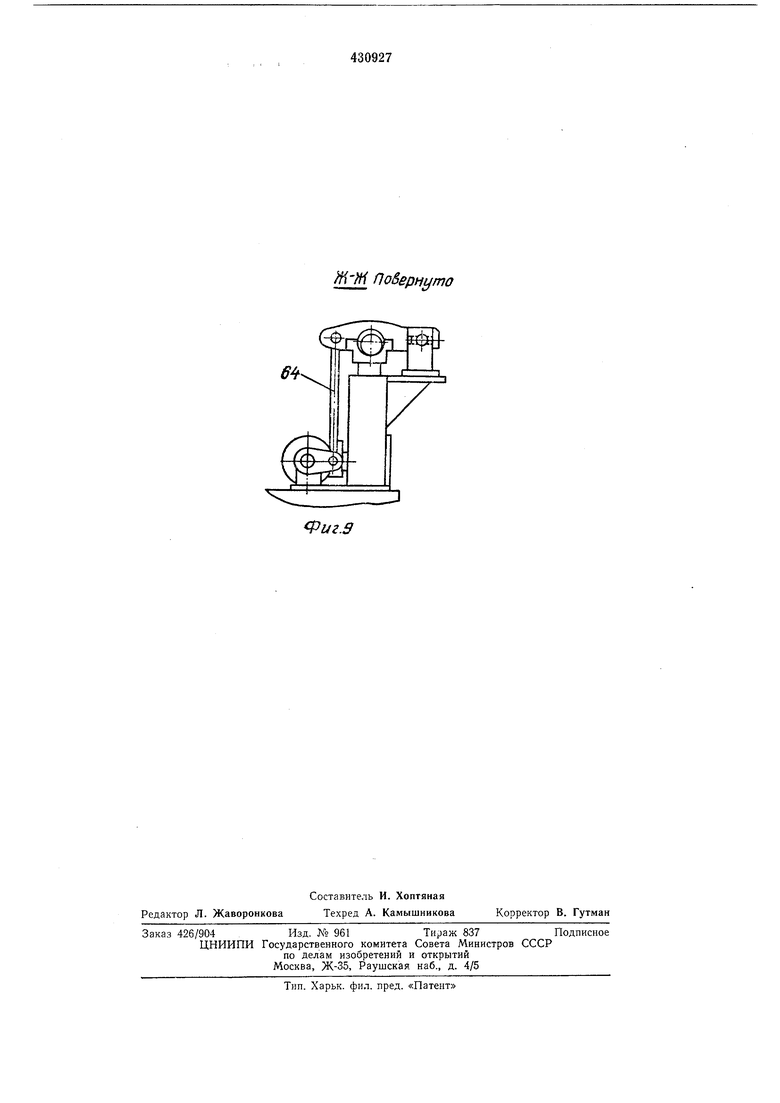
На фиг. 1 показана кинематическая схема описываемой автоматической установки; на фиг. 2 - автоматическая установка, вид спе1реди; на фнг. 3 - ви|Д по стрелке Л на фиг. 2; на фиг. 4 - сечение по Б-Б на фиг. 2; на фиг., 5 - сечение по В-В на фиг. 3; на фиг. 6 - сечение по Г-Г на фиг. 2; на фиг. 7 - сечение по Д-Д на фиг. 3; на флг. 8 - вид 1ПО стрелке Е на фиг. 2; на фиг. 9 - сечение по Ж-Ж на фиг. 3.
Автоматическая устаиов-ка содержит станину 1, эксцентриковый пресс 2, главный вал 3 Нривода всех механизмов, профилирующие ролики 4, зенковочную rOviasKy 5, тянущие ролики 6, механизм иодачн 7, механиз-м 8 завиваиия ушков петл.и, устройство 9 для отреаки петли 1на заданную длину. Профилирующие ролики установлеиы иа осях 10 и // в Подшипниках качения 12. Регулировка зазара между роллками производится винтами 13. На оси 11 мрепится обгонная муфта 14, соединенная с шатуном 15. Зенковочная головка установлена на стани:не coBMecTiHO с электрадв игателем 16, от кото,рого получает вращение кулачковый вал 17. Цилияярический корпус 18 головки имеет лаз 19, в который входит через окно, выполненное IB ту1м:бе 20, рыча1Г 21. Тянущие роли1ки 6 установлены на осях 22 w. 23 s подшилии«ах качения. Зазор между ролика.ми регулируется винтами 24. С правой стороны ведо1мой оси 23 крепится коническая шестерня 25. На оси установлена обгонная муфта 26, смонтнрощаиная в корпусе нргжнего тянущего ролика 6, к которому крепится шестерня 27, зацепляющаяся с щестерней 28. С левой стороны ведомой оси 23 устанавлена серьга 29, соединенная с шатуном 30. Механизм подачи ленты выполнен в виде двух подиружиненных пружиной 31 зах1ватов 32 и 33, смещенных один относительно другого на полшага петли и установленных на ползущее 34, снабженной рей;кой 35, находящейся в зацеплениИ с (рееч;ной шестерней 36. Последняя получает дв.ижение через обгонную муфту (не показана) от шатуна 37. Механизм 8 завивания ушков петли вокруг проволоки состоит из верхней лодвижнюй части с пуансоном и нижней неподвижной плиты, на которой крепится оправка и фильера для Направления проволоки (не показаны). У|стройст1во 9 для от1резки петли на заданную длину состоит из ножа 38, установленного в державке 39, падпружинениой пружиной 40. Неподвижный нож 41 крепится к основанию кронштейна 42, уста.новленното на плите 43. Штифт 44, ,прик1ре(пленный к кронштейну 42, направляет 40. С правой стороиы плиты 43 установлен кронщтейн 45, снабженный осью 46, на которой установлен качающий)ся ,рычаг 4-7 с элекггромаГнлтом 48 и подтружиненной прокладкой 49. Ограничитель 50 хода державки крепится к кронштейну 42. Микропереключатель 51 с ограничителам 52 подачи заготовки, установленный на натравляющей 53, электрически соединен с электро.магнитом 48. Работает автоматическая установка следующий образом. От электродвигателя 54 вращение передается на маховик 55. Все меланизмы автоматической з станавки получают движение от пресса 2 через главный вал 3, выполняющий вращательное движение. От главного вала через шатун 56, конические шестерни 25, обгонную муфту 26, цилиндрические шестерни 27. и 2S движение передается тянущим роликам 6. Серьга 29, соединенная с шатуном 30, ларедает возвратно-поступательное движение штанге 57. Лента со сматывающей катущки 58 заправляется через направляющие ролики 59 и поступает в профилирующие ролики 4, которые получают шериодимеское вращение лри помощи обгон:ной муфты 14, шатуна 15 и штанги 57 шарнирно соединенной с шатуном. Эксцентриковый Пресс предназначен для раскроя двух профильных полос из одной ленты и пробикки отверстий. Зенкавание отверстий производится зенковочной головкой 5, имеющей возвратно-поступательное движение от главного вала 3 через щатун 60 и рьгчаг 21. Лосле продвижения ленты через тянущие ролики 6 и ее поворота на 90° из горизонтального в вертикальное inoложение с помощью роликов и клинообразной направляющей (не показана) лента с помощью захватов 32 и 33, подпружиненных пружиной 31 и смещенных один относительно другого, подается IB механизм 8 зав,и1вания ущ1КО1В петли BOKipyr проволоки. Перемещение захватов 0Сущест1вляется ползушкой 34 с помощью рейки 35, щестерни 36 с обгонной муфтой (не показана) и щатуна 37, шарнирНО соединенного с возвратно-поступательно перемещающейся штангой 57. При этом захваты 3:2 и 33 скользят но ленте при отходе назад п зацепляются за вырезы лент при движении вперед, стабилизируя точный размер 1ПО длине. ,С катушки 61 подается проволока в механизм завивания ущков петли вокруг проволоки. Первоначальное обжатие ираволоки обеспечивает ее автоматическое поступление вместе с лантой. После окончательной подгибки петля поступает в устройство 9 для от резки петли, где с помощью призмы 62, закрепленной на кронштейне 42, обеспечивается развод cTiBopoK нетли на угол 90°. При нажатии петли на ограничитель 52 через мекропереключатель 51 включается электро.магнит 48, якорь которого толкает иодпрул иненную прокладку 49 в зону качания рычага 63, закрепленного на штанге 64. При этом штанга получает двил :ание от главного .вала 3. При отсутствии Нрокладки 49 в зоне качания рычага 63 резания не происходит. Регуировка отрезки на заданный размер петля асуществляется перемещением ограничителя 2 с м.икро1пе(реключателем 51 на направляющей 55. Предмет изобретения 1. Автоматическая установка для изготовения петель, садержащая СМОнтирсванные а станине по тех1нологическо1му процессу с риводом от общего кула1Ч1кового вала мехаизм калибровки ленты, механизм раскроя ее пробивки отверстий, зевковочную головку, еханизм подачи, MexaHiraM завивания ушов петли и устройство для отрезки петли в иде 1ПОДВ.ИЖНОГО и неподвижного ножей с .меа.низ .МОм привода в действие подвижного ножа, отличающаяся тем, что, с целью улучшения каче|ст1ва и .повышения точности оараметров .изготавл.ивае.мых еетель, меха.низм пр.ивода в действие под-вижнсго ножа выиолиен в виде закрепленного на станине качающегося .рЫчага с осью качания, лерпендикуля.рной :наторавлению перемещения ножа, на KOTOipOM последовательно установлены электромагнит, электрически связанный с предусмотренным в устройстве для резаки ограиичителем подачи заготовки, и под;п|ружиненная проклацка, ом0нтиро( с йоэможностью осевого возвратно-поступательного перемещения от якоя электромагнита в зазор, образованный 1между подвижным ножом и кллачкоэд приводного вала.
2. Установка по п. 1, отличающаяся тем, что, с целью обеапечен.ия воз1можност,и синхроиной пода1чи двух лент с вырезами, смещенными относительно друг друга, механизм подачи выполнен в виде двух смещенных один относительно другого на за1да1нную /величину захватов, стянутых между собой пружиной и
установленных на станлне с возможностью воз1В)ратно-поступательного .перемещения в направлении лодачи лент.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
| Устройство для изготовления элементов пазовой изоляции различной длины | 1986 |
|
SU1436205A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ТРУБЫ | 1969 |
|
SU234179A1 |
| Автомат универсально-гибочный с приводом от центральной шестерни | 1986 |
|
SU1423219A1 |
| ПРУЖИКОНАВЙВОЧНЫЙ АВТОМАТ | 1968 |
|
SU211508A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ | 1971 |
|
SU319976A1 |
| МАШИНА ДЛЯ СШИВАНИЯ МАТОВ ДЕРЕВЯННЫХ СКЛАДНЫХяш,иков | 1969 |
|
SU251806A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ЗМЕЕВИКОВ | 1968 |
|
SU218636A1 |
| Швейный полуавтомат для изготовления прямых петель | 1968 |
|
SU649765A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |

fi 7
Фиг. 4
.S J3 Ь 7 W 8. йЛ I t I -ffr- --
. 7 J- P
Поверну то
6
Фиг.З
