Изобретение относится к производству бесшовных труб продольной горячей прокаткой.
Известный способ продольной прокатки труб заключается в последовательной деформации горячей толстостенной трубы в двух взаимно перпендикулярных клетях на цилиндрических оправках.
Цель изобретения - увеличить диаметр трубы с утонением стенки.
Для этого деформацию во второй клети осуществляют на оправке большего диаметра, чем диаметр оправки первой клети, с предварительной раздачей трубы конусной частью оправки, располагаемой перед валковым калибром второй клети.
Предложенный способ заключается в том, что прокатку нагретой трубы осуш,ествляют непрерывно в двух последовательно установленных взаимно перпендикулярных клетях на цилиндрических оправках, причем диаметр оправки второй клети больше диаметра оправки первой, и вторая оправка имеет конусную часть, располагаемую перед валковым калибром второй клети.
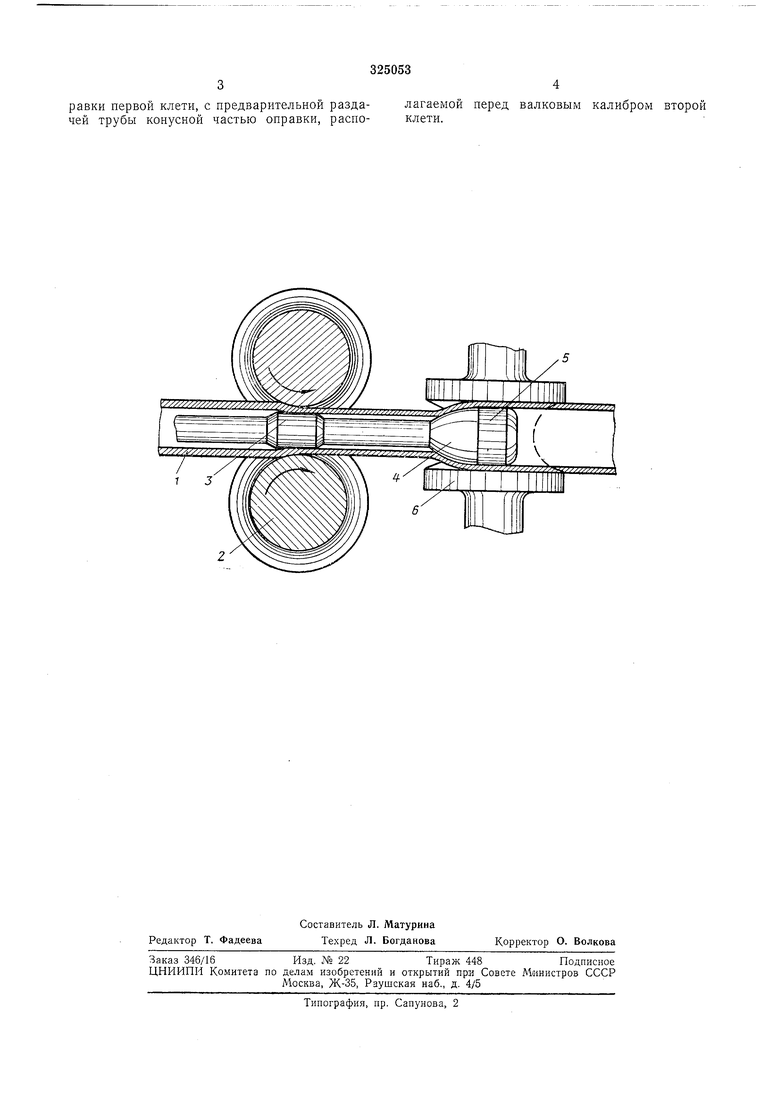
Трубная нагретая заготовка / (см. чертеж) задается в первую клеть 2 с круглым калибром с выпусками и обжимается до заданных геометрических размеров на цилиндрической оправке 3, затем подвигается на конусную часть 4 второй оправки, цилиндрическая часть
5 которой размеш,епа в очаге деформации второй клети 6, со взаимно перпендикулярным распололсением валков по отношению к первой клети.
5 Для расширения трубы на конусной части оправки используются резервные силы трения зоны опережения первой клети, а на цилиндрической части оправки обжимаются утолщенные участки сечения трубы, соответствующие выпускам калибра первой клети. При установке последовательно нескольких пар клетей с промежуточным подогревом может быть достигнуто любое наперед заданное увеличение диаметра и утонение стенки. Расширение
5 трубы продольной прокаткой происходит при больших скоростях и уменьшает разностенность трубы в продольном и поперечном направлениях с обеспечением гладкой внутренней поверхности.
Предмет изобретения
Способ продольной прокатки труб, включающий последовательную деформацию горячей
толстостенной трубы в двух взаимно перпендикулярных клетях на цилиндрических оправках, отличающийся тем, что, с целью увеличения диаметра трубы с утонением стенки, деформацию во второй клети осуществляют на
равки первой клети, с предварительной раздачей трубы конусной частью оправки, располагаемой перед валковым калибром второй клети.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент для продольной горячей прокатки труб | 1989 |
|
SU1729636A1 |
| Способ непрерывной прокатки труб | 1979 |
|
SU871856A1 |
| Технологический инструмент для продольной прокатки труб | 1983 |
|
SU1110507A1 |
| Способ продольной прокатки трубС учАСТКАМи пОВТОРяющЕгОСя пРОфиля | 1978 |
|
SU806218A1 |
| СПОСОБ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ГОРЯЧЕЙ ПРОКАТКОЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2268796C2 |
| СПОСОБ ПРОКАТКИ ТРУБ | 1998 |
|
RU2148445C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ НА АВТОМАТИЧЕСКОМ ТРУБОПРОКАТНОМ СТАНЕ | 2024 |
|
RU2823281C1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ НА СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2378062C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ | 2010 |
|
RU2438808C2 |
| Способ раскатки гильзы в трубу | 2019 |
|
RU2703929C1 |