Изобретение предназначено преимущественно для обработки отверстий волочильных волок (фильер) на станках, используемых на металлургических, сталепрокатных и других заводах.
Известно устройство для расшлифовки и доводки твердосплавных волок, содержащее вращающуюся и жестко закрепленную иглу, не имеющую осевого перемещения, державку, на которой крепится изделие, плавающую в баке с жидкостью, и приспособление для изменения уровня жидкости в баке.
В известных устройствах державка с изделием центрируется иглой, подъемник уровня жидкости поддерживает в процессе обработки равномерное прижимное усилие, и абразивный материал в виде смеси масла с алмазной пылью, находящийся в канале державки, поджимается жидкостью снизу к волочильному глазку.
Такая подача абразивной смеси снизу вверх неприемлема, если плотность жидкости меньше удельного веса зерен абразива, интенсивно выпадающих в осадок (например, карбида бора в масле или керосине), а кащицеобразная смесь не успевает выдавиться на обрабатываемую поверхность отверстия при частом изменении уровня жидкости, в которой плавает державка.
Цель изобретения - обеспечить подачу в зону обработки абразивной суспензии с удельным весом, больщим, чем плотность жидкости в баке, и надежное центрирование державки.
Достигается это тем, что в дне державки выполнены отверстия, соединенные с насосом для подачи абразивной суспензии с помощью эластичной спиралеобразной трубки, расположенной в баке с жидкостью, а державка выполнена с упорами, контактирующими со стенками бака.
В баке с жидкостью имеется донное отверстие, соединенное с общим сливом эластичной спиралеобразной трубкой, проходящей через бак с жидкостью.
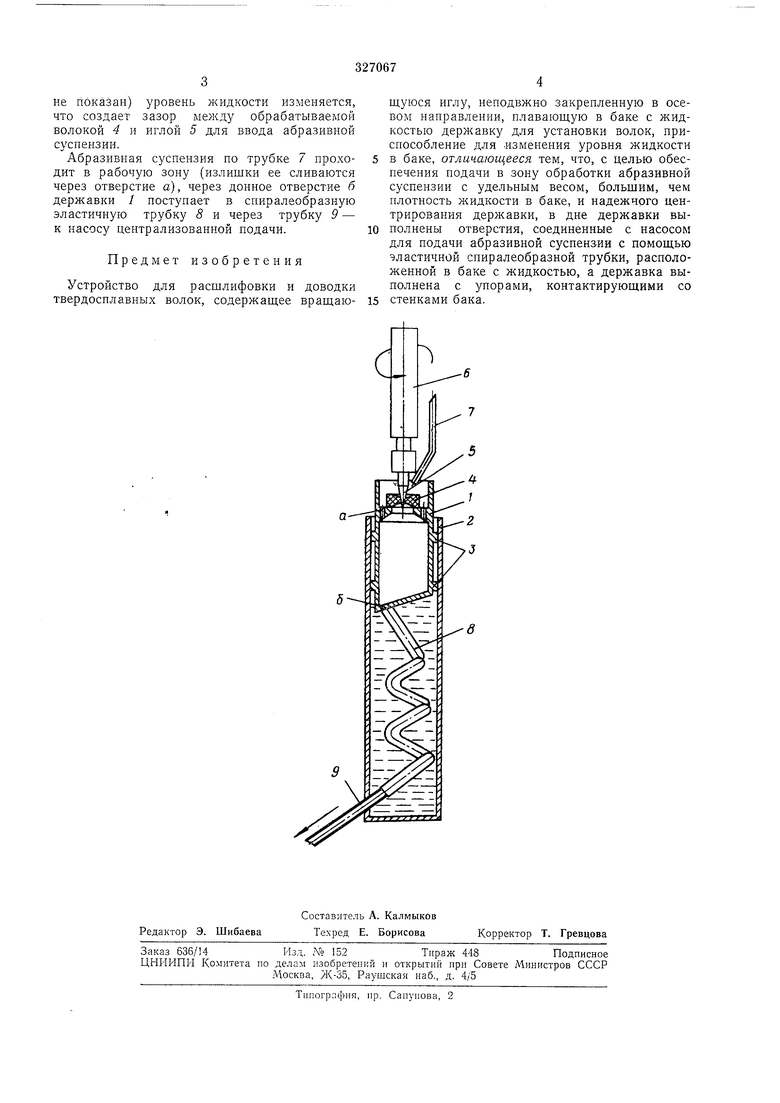
На чертеже схематически изображено предлагаемое устройство, разрез. Державка / плавает в баке 2 с жидкостью и центрируется в вертикальной оси упорами 3. Обрабатываемая волока 4 свободно установлена на плоской поверхности державки /, образующей чащу в верхней ее части, центрируется иглой 5, установленной в шпинделе 6, жестко закрепленном от осевого перемещения.
При периодическом опускании или подъеме уровня жидкости в баке 2, например, погружаемым в жидкость пуансоном (на чертеже не показан), волока 4 подводится к игле 5 до необходимого прижимного усилия. При воздействии мембранного насоса (на чертеже
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| Способ шлифования волочильного канала твердосплавного волока | 1961 |
|
SU150767A1 |
| Устройство для ультразвуковой обработки канала волоки | 1982 |
|
SU1106638A1 |
| Устройство для абразивной обработки деталей | 1981 |
|
SU1007941A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ФАСОК И КРОМОК ОТВЕРСТИЙ | 1991 |
|
RU2045385C1 |
| Волока | 1989 |
|
SU1650306A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕКАЧИВАНИЯ АБРАЗИВНЫХ ГИДРОСМЕСЕЙ | 1993 |
|
RU2079710C1 |
| Устройство для притирки | 1985 |
|
SU1357200A1 |
| РЕЖУЩЕЕ ГИДРОАБРАЗИВНОЕ УСТРОЙСТВО | 2008 |
|
RU2499661C2 |
| Устройство для центробежной абразивной обработки колец | 1979 |
|
SU787160A1 |
