(54) УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ АБРАЗИВНОЙ ОБРАБОТКИ КОЛЕЦ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центробежной абразивной обработки колец | 1980 |
|
SU929415A2 |
| Устройство для центробежной обработки колец | 1981 |
|
SU986747A2 |
| Способ обработки изделий | 1978 |
|
SU680864A2 |
| Устройство для абразивной обработки деталей | 1981 |
|
SU1007941A1 |
| Устройство для центробежной обработкииздЕлий ТипА КОлЕц | 1978 |
|
SU835718A1 |
| Устройство для центробежной обработки колец | 1977 |
|
SU663564A1 |
| Способ камерной обработки свободным абразивом | 1990 |
|
SU1805012A1 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| Устройство для центробежной абразивной обработки изделий типа колец | 1981 |
|
SU986746A1 |
| Устройство для центробежной обработки поверхности деталей | 1980 |
|
SU878522A1 |
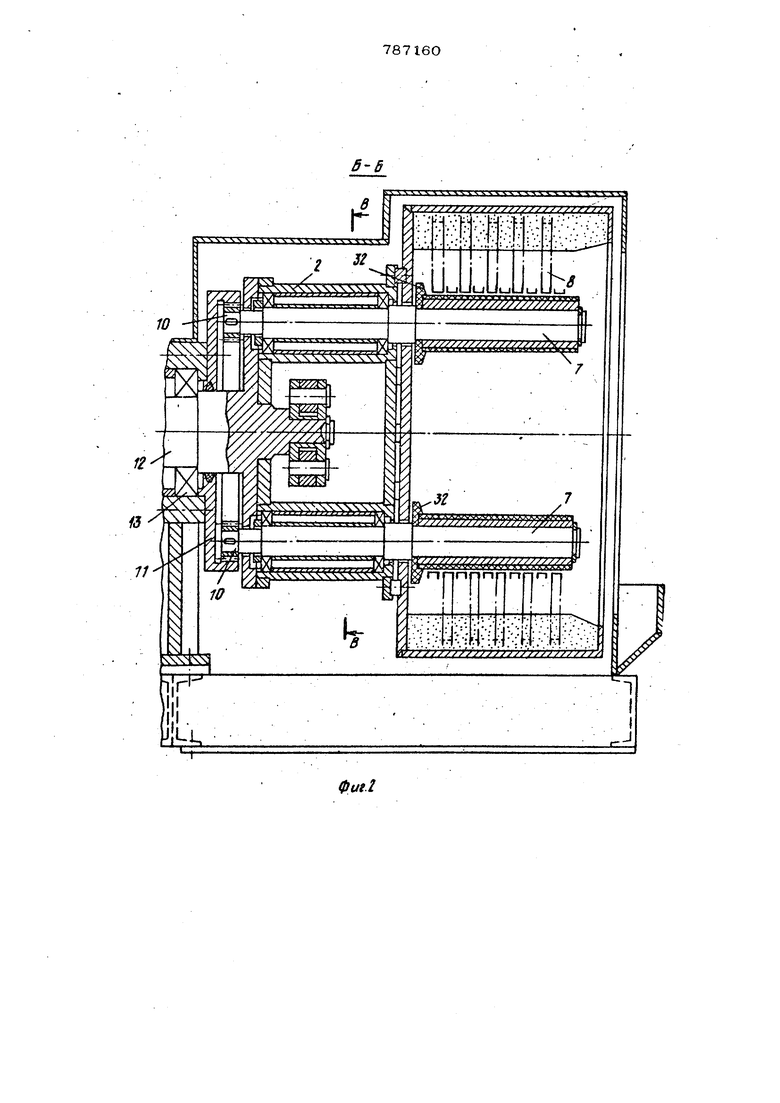
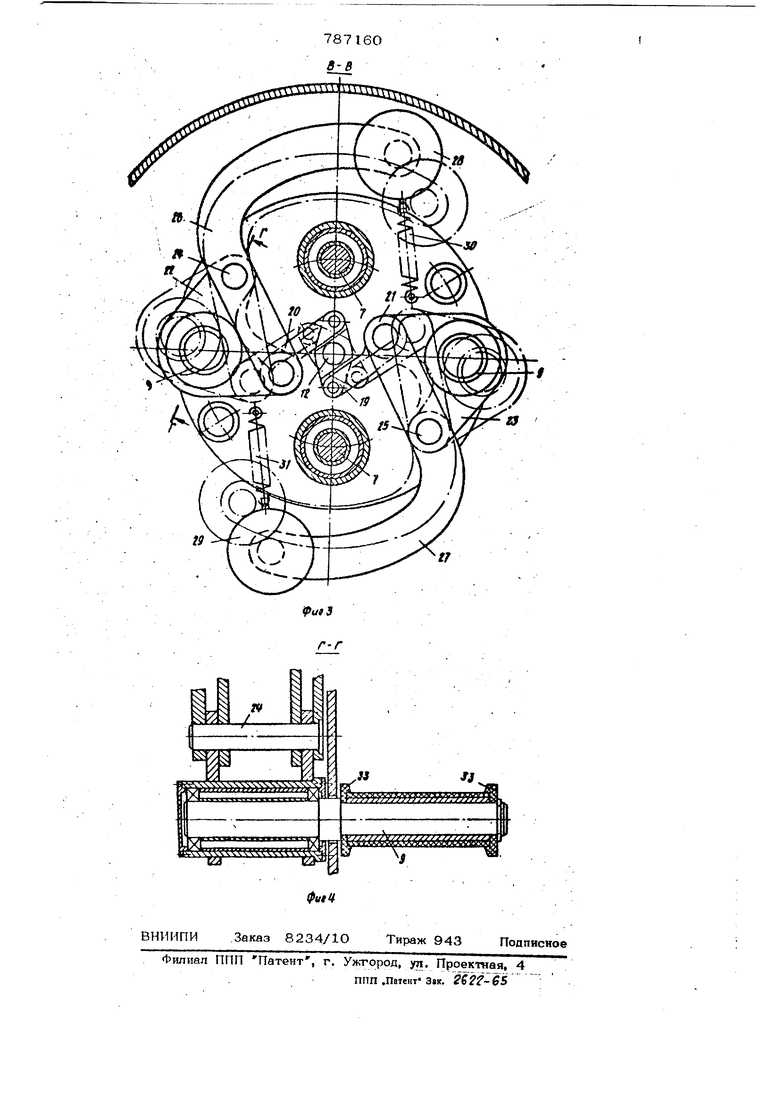
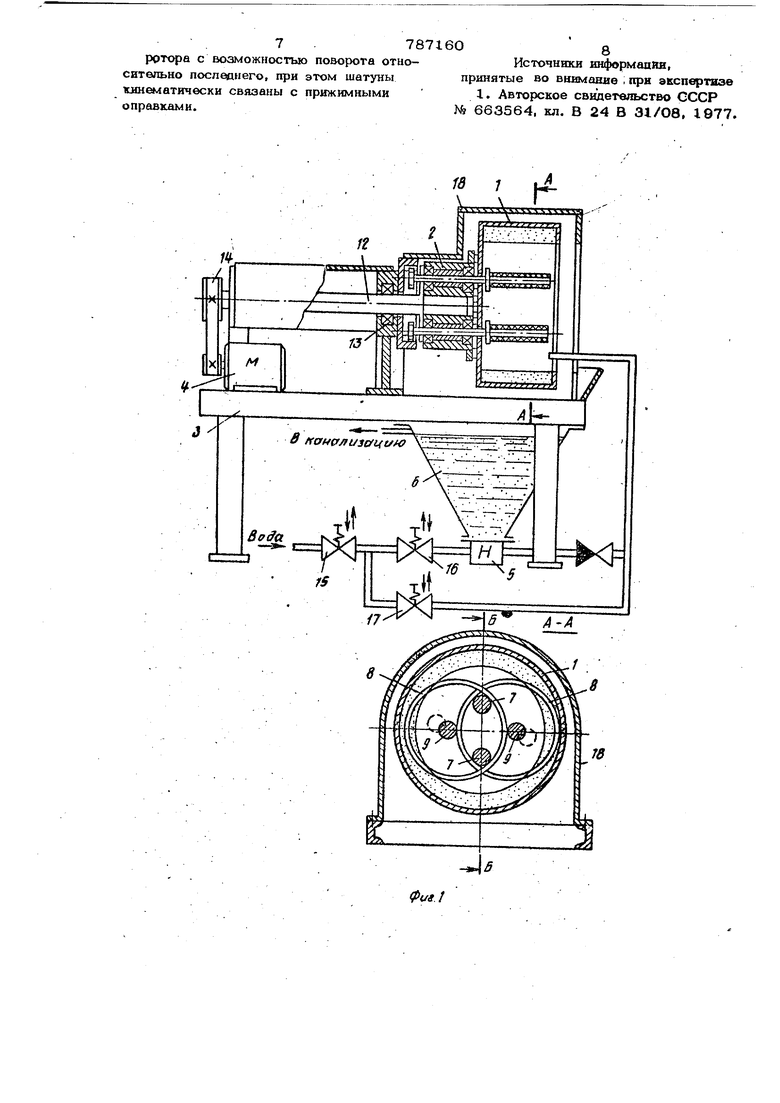
Изобретение относится к финишной обработке деталей типа колец свободным абразивом и может быть использовано в общем машиностроении, вепопроизводстве автомобилестроении идругих отраслях промышленности. Известны устройства для центробежной абразивной обработки деталей типа колец, в которых кольца установлены на совершающих планетарное движение приводных оправках, помешенных в заполнен ном свободном абразивном врашаюшемся барабане,с возможностью контактирования с цилиндром, обеспечивающим при нудительное вращение обрабатываемых колец в уплотненном инерционными силам абразивном поле flj. Недостатком устройства являются ограниченные габариты обрабатываемых колец (внутренний -диаметр кольца должен быть не более 2ОО м). При обработке по данной схеме крупногабаритных нежестких колец (например, обедов вело сипедов и мопепов)- наблюдатся деформа ция колец под действием инерционных сил, так как каждое кольцо имеет лишь одну зону контакта с приводной оправкой. Кроме того, резко возрастают диаметры приводного цилиндра, оправок и / габариты барабана, что обуславливает необходимость уменьшения скорости вращения барабана и колец, которое приво дит к значительному ухудшешпо качества обработки колец. Цель изобретения - повышение качества обработки всей поверхности Kpyrtногабаритных колец, преимущественно со сложньм фасонным профилем.- Поставленная цель достигается тем, что устройство снабжено прижимным механизмом, выполненным в виде двух приводных и двух прижимных оправок, обеспечивающих принудительное вращение обрабатываемых колец, при этом оси приводных и тфижимных оправок расположены во B3amviHO перпендикулярных плоскостях, проходящих через ось вращения барабана. Кроме тогю, устройствоснабжено шатунами и коромыслом, установленным на валу ротора с возможностью поворота относительно последнего, при этом шатуны кинематически связаны с пр)тжимными оправками. Такое конструктивное решение позволяет, обеспечить принудительное вращение колец большо диаметра в уплотненном аб разивном слое при небольших диаметрах приводных и прижимных оправок, а также избежать деформации тонкостенных колец при вращении, так как каждое, обрабатываемое кольцо имеет три зоны контакта с приводными и одной при жимной оправкой, оси которых разнесены в пространстве барабана.Коромысло, соединенное посредством шатунов с корпусами прижимных оправок, обеспечивает одновременный и надежный прижим всех обрабат))Шаемых колец к приводным оправкам при обработке и о(уБобождении колец при загрузке и выгрузк На фиг. I схематически показано пред лагаемое устройство, ыш в плане, поперечный разрез по барабану; на фиг. 2 продольный разрез Б-Б на фиг. I; на фиг. 3 - поперечный разрез В-В ротора на фиг. 2; на фшл 4 - продольный разрез Г-Г оправки на фиг. 3. Устройство состоит из рабочего барабана I, ротора 2, станины 3, привода 4, насоса 5 для подачи гидроабразивной сус пензии и бака 6. В барабане размещены две приводные оправки 7 с надетыми на них обрабатыва мыми кольцами 8, и две прижимные опра ки 9, посредством которых осуществляется прижим обрабатываемых колец к приво ным оправкам. Приводные и прижимные оправки покрыты эластичным износостойким материалом (например, резиной), что позволяет компенсировать погрешности , формы обрабатываемых колец. Корпус барабана I жестко соединен, с ротором 2 устройства. Внутри ротора раз мещены сателлиты 10, установленные на концах приводных оправок 7, находящихся в зацеплении с неподвижным зубчатым колесом 11. Вал 12 ротора расположен в опорах 13 станины 3 На конце вала ротора, выходящего из опоры станины, закреплен илсив, связанный ремнем 14 со шкивом, установленным на валу приводног двигателя 4. Насос 5 для подачи гндроабразивной суспензии при открытых вентилях 15 и I 6 и закрытом вентиле 17 обеспечивает подачу пбрязива в рабочий барабан I . При закрытом вентиле 16 и открытом ентиле I7 через барабан производится иркуляция лишь жидкости, служащей для твода тепла, возникающего при обработе. Для предотвращения разбрызгивания идкости суспензии и в соответствии с равилами по технике безопасндсти все ращающиеся части устройства закрыты ожухом 18. Чтобы обеспечить одновременный и надежный прижим обрабатываемых колец к приводным оправкам 7, устройство снабжено механизмом 9 поворота прижимных оправок. Сплошными линиями показано положение механизма, когда обрабатываемые кольца прижаты оправками 9 к приводным оправкам 7. Пунктирными расжатое состояние (положение загрузки и выгрузки колец).Коромысло 19 механизма поворота оправок установлено центральным отверстием на валу 12 ротора. Посредством шатунов. 20 и 21 коромысло соединено с корпусами прижимных оправок 22 и 23. Корпус прижимной оправки 22 имеет возможность поворота вокруг оси 24, а прижимной оправки 23 - вокруг оси 25. .Крепление корпуса прижимной оправкн к ротору устройства показано на фиг.4. С корпусами прижимных оправок 22 к 23 жестко связаны рычаги 26 и 27, на которых установлены соответственно противовесы 28 и 29. В нерабочая положении-(положение загрузки и выгрузки колец) пружины 30 и 31 отврдят прижимные оправки от обрабатываемых колец, обеспечиваясвободный съем и смену обрабатываемых деталей. В рабочем положении при вращении системы рычаги 26 и 27 поворачивают под действием центробежных сил корпуса прижимных оправок и обеспечивают надежное прижатие обрабатываемых колец к приводньм оправкам. Величину ..усилия прижима при.заданной скорости вращения., системы можно регулировать измененная . массы противовесов 28 и 29, которые выполняются сменными. Для фиксации обрабатываемых колец в осевом Направлении на приводных оправках 7 и прижимных 9 предусмотрены уступы 32 и 33 соответственно. . Устройство работает следующим об- разом. Обрабатываемые кольца 8 (например, обода всшосипедов или мопедов) надевают на приводные оправки 7. От приводного двигателя 4 вращение передается ротору 2 устрюйства и жестко связанному с ротором барабану I. Под дрй ствием центробежных сил, возникauiamix при вращении системы, 26 и 27 с противовесами 28 и 29 поворачивают корпуса прижимных оправок 22 и 23 вокруг осей 24 и 25, обеспечивая надежный прижим обрабатываемых колец 8 к приводным оправкам 7. Приводные оправки 7, вращаясь с ротором, совершают планетарное движение вследствие обката сателлитов по неподвижному (сол нечному) центральному зубчатому колесу II. Таким образом, обрабатываемые кольца 8 также совершают планетарное движение, гфинудительно вращаясь вокруг собственной оси со скоростью, определяемой скоростью вращения привод ных оправок 7. Коромысло 19, установленное на вал ротора, воздействует через шатуны 2О к 21 ка корпуса гфижимных оправок 22 23 н обеспечивает oднoвpйv eнный прижи всех обрабатываемых колец к пр11водным оправкам 7. Одновременно с включением приводного двигателя 4 через вентили 15 и 18 вода под давлением поступает в струйны насос 5 и обеспечивает подачу гидро абразивной суспензии в барабан I устрой ства. Вентиль 17 при этом закрыт. Под действием инерционных сил, возникающих при вращении барабана, суспензия уплотняется, образуя абразивное коль цо концентричное внутренней поверхности барабана. Обрабатываемые кольца, частич но погруженные в уплотненное абразивно кольцо (на глубину, не меньшую толщины обрабатываемого кольца), принудительно вращаются с высокой скоростью, что приводит к производительной обработке как наружных, так и внутренних поверхностей колец. Обработка производится при непрерывной щфкуляции жидкости суспензии через барабан. При этом вентиль 16 закрыт, а вентиль 17 открыт. Избыток жидкости сбрасывается из бака в канализацию или поступает в отстойник для очистки и поворотно используется при обработки. Циркуляция жидкости обоспечивает ниэ котемпературний режим абразивного реаа ния и способствует удалению продуктов обработки ия зоны резания. 604 Степень уплотнения офабатывающой смеси определяется скоростью вращения системы, а скорость вращения обра- . батываемых колец (которая в данном случае эквивалентна скорости резания) скоростью вращения приводных оправок. Положительный эффект от использования предлагаемого устройства заключается в том, что оно позволяет производить качественную и производительную обработку как внутренних, тик и наружных по-, верхностей крупногабаритных солец. При.обработке ободов велосипедов и мопедов (материал ободов - сталь О8кп) под защитно-декоративное покрытие (хромо-никелевое) шероховатость поверхности уменьшается с Ко 2,5 мкм доКа 0,32 мкм за один цикл продолжительностью 5 мин. При этом полностью удаляются неровности исходной поверхности, заусенцы и следы контактной сварки. Возможность пакетной .обработки колец обеспечивает высокую производительность устройства. Установлены эффективные технологические режимы работы устройства при обработке ободов велосипедов и мопедов (внутренний диаметр обода 605 мм), частота вращения системы 5ОО об/мин; частота вращения деталей ЗОО об/мин. В качестве абразивтюго материала использовался электрокорунд нормальный марки 14А, зернистости №N 1О0...125. Формула бретенйя I. Устройство для центробежной абразивной обработки колец, устновленных В заполненном свободньгм абразивом барабане, получающем вращение от ротора, на Совершающих планетарное движение приводных оправках с возможностью контактирования с прижимным , отличающееся тем, что, с целью качественной обработки крупног.ябаритных колец, прижимной элемент выполнен в виде двух приводных и двух р 1жимных оправок,-обеспечивающих, приудительное вращение колец, при этом си приводных и прижимных опраЕюк расоложены во взаимно перпендикулярных лоскостях, проходящих через ось враения барабана. 2. Устройство по п. 1,отлича ю-v е е с я тем, что оно снабжено шатуами и коромыслом, установленнь1М ha ва77871608
ротора с возможностью поворота отно-Источники информации,
сительно последнего, при этом шатуныпринятые во внимание : при экспертизе
щшематически связаны с прижимными1. Авторское свидетельство СССР
оправками. 663564, кл. В 24 В 31/О8. 1977.
ff наналтаци( Vv . .-. -- гт-:;
J H
fd 1
LJ±
фигЪ ГГ
