Изобретение относится к машиностроению и может быть использовано при финишной абразивной обработке деталей типа колец, преимущественно с наружными поверхностями сложного профиля.
Известно устройство для обработки деталей, содержащее размещенный на приводном валу корпус барабана с планшайбой, несущей оправки с опорами для обрабатываемых деталей, а также систему подачи и слива рабочей жидкости 1.
Недостатком известного устройства является консольное расположение оправок с деталями, что ограничивает скорость вращения деталей, а следовательно и производительность обработки.
Цель изобретения - повышение производительности процесса абразивной обработки деталей.
Указанная цель достигается тем, что в устройстве для абразивной обработки деталей, содержащем размещенный на приводном валу корпус барабана с планшайбой, несущей оправки с опорами для обрабатываемых деталей, а также систему подачи и слива рабочей жидкости, корпус барабана выполнен разъемным, при этом одна его часть снабжена ползуном с порщневым гидроприводом и зажимной планшайбой с вращающимися подпружиненными центрами, установленной с возможностью взаимодействия с приводным валом второй части корпуса барабана посредством шпоночного соединения.
Внутренняя поверхность подвижного корпуса барабана гуммирована пористым эластичным материалом.
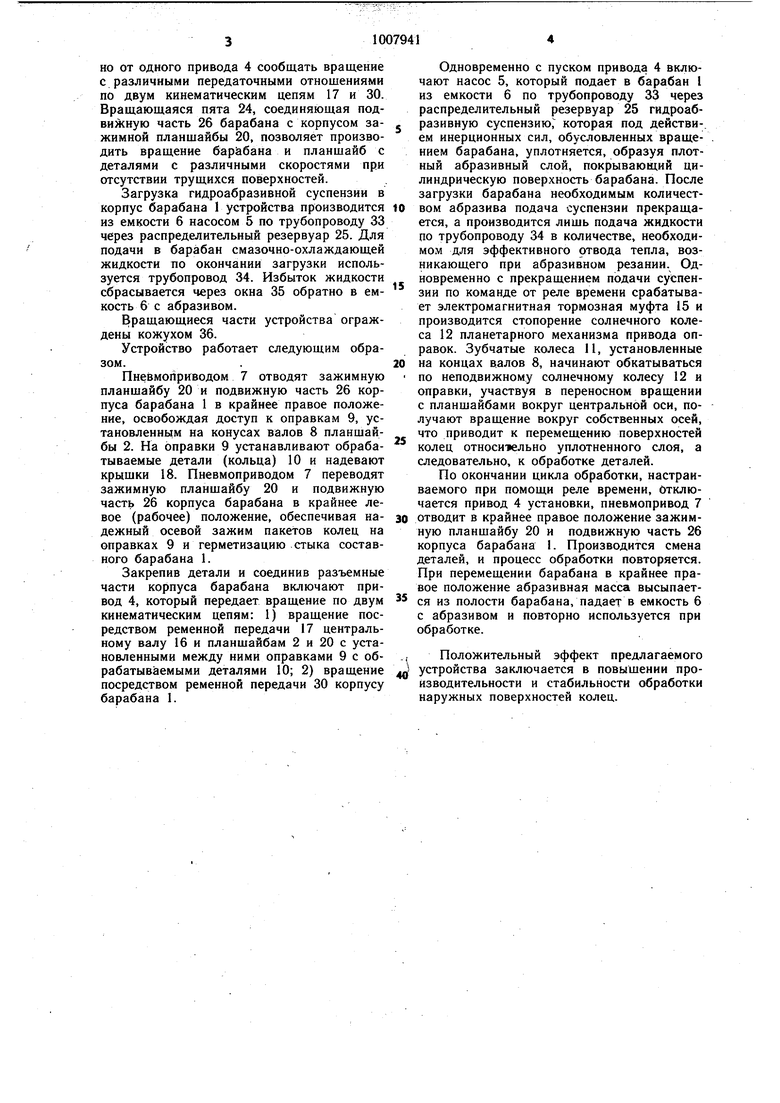
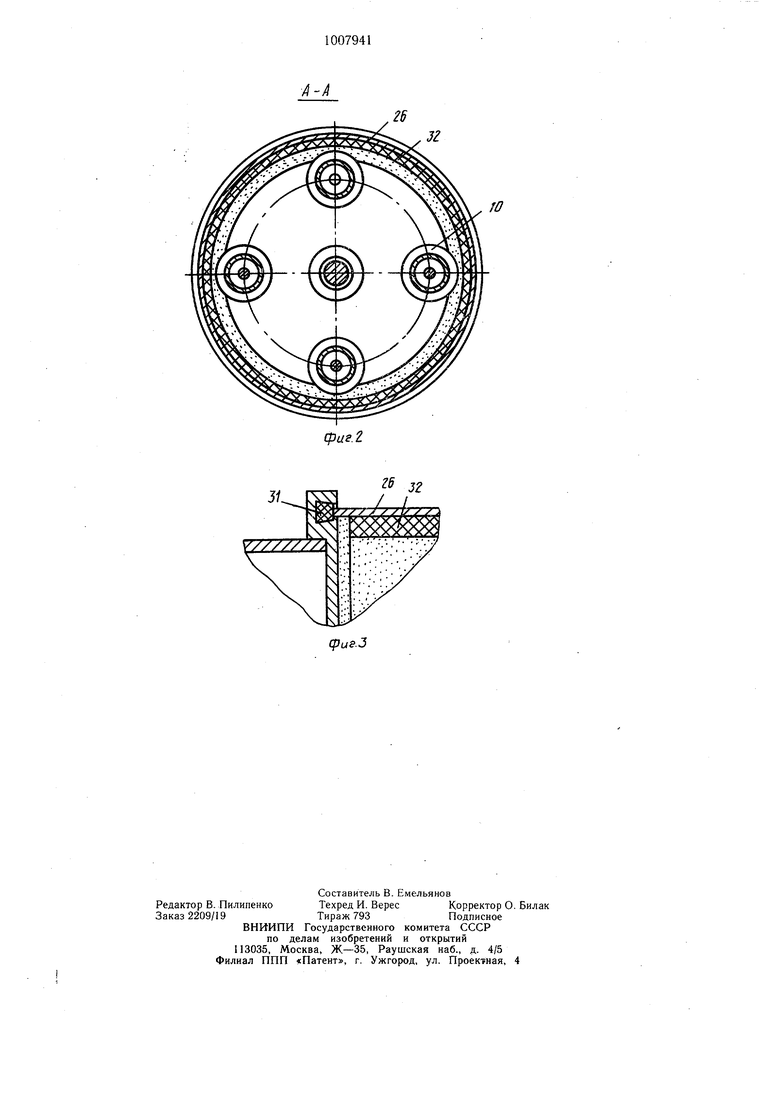
На фиг. 1 приведена конструкция устройства; на фиг. 2 - поперечный разрез А-А барабана; на фиг. 3 - место стыка подвижной части корпуса барабана с неподвижной (увеличено).
Устройство состоит из корпуса барабана 1, планшайбы 2, основания 3, привода 4, насоса 5 для транспортирования гидроабразивной суспензии, емкости 6 с абразивом и пневмопривода 7.
В полости барабана на валах 8 размещены оправки 9 с установленными на них обрабатываемыми деталями (кольцами) 10, которые набирают на оправки в пакеты. Валы 8 смонтированы в опорах планшайбы 2, а на левых концах валов установлены зубчатые колеса 11, находящиеся в постоянном зацеплении с солнечным колесом 12 планетарного механизма, которое жестко установлено на пустотелом валу 13 и соединено со стойкой 14 основания 3 тормозной электромагнитной муфтой 15. Планшайба 2 жестко установлена на центральном валу 16 устройства, который связан с приводом 4 ременной передачей 17. Опоры центрального вала 16 смонтированы в полости пустотелого вала 13.
Фиксация обрабатываемых деталей на оправках производится осевым прижимом торцовых крышек 18, которые центрируются по внутренней цилиндрической поверхности
оправок 9. Конические отверстия в крышках 18 оправок сопрягаются с конусами 19 вращающихся центров, смонтированными в. корпусе зажимной планшайбы 20. Для компенсации возможной разновысотности пакетов колец вращающиеся центры выполнены плавающими в осевом направлении. Зажимная планшайба 20 установлена на ползуне 21, который имеет возможность осевого перемещения по направляющим скалкам 22 основания 3. При этом цилиндрическая направляющая корпуса зажимной планшайбы центрируется в полости центрального вала 16 и соединена с последним подвижным, например шпоночным соединением 23, что позволяет передавать вращение от центрального вала устройства зажимной планшайбе. Последняя через вращающуюся пяту 24 и распределительный резервуар 25 соединена с правой подвижной частью 26 разъемного корпуса барабана 1, что позволяет сообщить барабану
и планшайбам устройства врашение с различными скоростями.
Ползун 21 жестко связан со штоком 27 пневмопривода 7, пневмоцилиндр которого неподвижно закреплен на стойке 28 основания 3. Таким образом, ползун с установленными на нем зажимной планшайбой и подвижной частью барабана имеет возможность осевого перемещения по направляющим скалкам основания при центрировании корпуса планшайбы во внутренней полости центрального вала посредством подвижного
5 шпоночного соединения. Тормозная электромагнитная муфта Г5 обеспечивает стопорение солнечного колеса 12 планетарного механизма привода оправок в режиме обработки.
Левая часть.29 разъемного корпуса барабана 1 смонтирована на опорах, установленных на наружной поверхности пустотелого вала 13 и соединена ременной передачей 30 и с приводом 4 устройства. Место стыка
5 левой 29 и правой подвижной 26 частей корпуса барабана герметизировано торцовым, например резиновым, уплотнением 31 (фиг. 3) которое выполняет одновременно роль фрикционного привода подвижной части 26 корпуса барабана, прижимаемой к
0 уплотнению 31 пневмоприводом 7. Внутренняя поверхность подвижной части 26 корпуса барабана 1, покрыта пористым эластичным материалом 32, например резиной, для повышения эластичности абразивного слоя.
5 Таким образом, барабану 1 и обрабатываемым деталям 10, установленным на оправках 9 между планшайбами 2 и 20, можно от одного привода 4 сообщать вращение с различными передаточными отнощениями по двум кинематическим цепям 17 и 30. Вращающаяся пята 24, соединяющая подвижную часть 26 барабана с корпусом зажимной планшайбы 20, позволяет производить вращение барабана и планщайб с деталями с различными скоростями при отсутствии трущихся поверхностей.
Загрузка гидроабразивной суспензии в корпус барабана 1 устройства производится из емкости 6 насосом 5 по трубопроводу 33 через распределительный резервуар 25. Для подачи в барабан смазочно-охлаждающей жидкости по окончании загрузки используется трубопровод 34. Избыток жидкости сбрасывается через окна 35 обратно в емкость 6 с абразивом.
Вращающиеся части устройства ограждены кожухом 36.
Устройство работает следующим образом.
Пневмоприводом 7 отводят зажимную планщайбу 20 и подвижную часть 26 корпуса барабана 1 в крайнее правое положение, освобождая доступ к оправкам 9, установленным на конусах валов 8 планщайбы 2. На оправки 9 устанавливают обрабатываемые детали (кольца) 10 и надевают крыщки 18. Пневмоприводом 7 переводят зажимную планщайбу 20 и подвижную часть 26 корпуса барабана в крайнее левое (рабочее) положение, обеспечивая надежный осевой зажим пакетов колец на оправках 9 и герметизацию стыка составного барабана 1.
Закрепив детали и соединив разъемные части корпуса барабана включают привод 4, который передает вращение по двум кинематическим цепям: 1) вращение посредством ременной передачи 17 центральному валу 16 и планшайбам 2 и 20 с установленными между ними оправками 9 с обрабатываемыми деталями 10; 2) вращение посредством ременной передачи 30 корпусу барабана 1.
Одновременно с пуском привода 4 включают насос 5, который подает в барабан 1 из емкости б по трубопроводу 33 через распределительный резервуар 25 гидроабразивную суспензию, которая под действи-. ем инерционных сил, обусловленных вращением барабана, уплотняется, образуя плотный абразивный слой, покрывающий цилиндрическую поверхность барабана. После загрузки барабана необходимым количеством абразива подача суспензии прекращается, а производится лишь подача жидкости по трубопроводу 34 в количестве, необходимом для эффективного отвода тепла, возникающего при абразивном резании. Одновременно с прекращением подачи суспензии по команде от реле времени срабатывает электромагнитная тормозная муфта 15 и производится стопорение солнечного колеса 12 планетарного механизма привода оправок. Зубчатые колеса 11, установленные
на концах валов 8, начинают обкатываться по неподвижному солнечному колесу 12 и оправки, участвуя в переносном вращении с планшайбами вокруг центральной оси, получают вращение вокруг собственных осей, что приводит к перемещению поверхностей колец относи ельно уплотненного слоя, а следовательно, к обработке деталей.
По окончании цикла обработки, настраиваемого при помощи реле времени. Отключается привод 4 установки, пневмопривод 7
0 отводит в крайнее правое положение зажимную планщайбу 20 и подвижную часть 26 корпуса барабана 1. Производится смена деталей, и процесс обработки повторяется. При перемещении барабана в крайнее правое положение абразивная масса высыпается из полости барабана, падает в емкость 6 с абразивом и повторно используется при обработке.
., Положительный эффект предлагаемого j устройства заключается в повышении производительности и стабильности обработки наружных поверхностей колец.
зг
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центробежной обработки колец | 1981 |
|
SU986747A2 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2304503C1 |
| Устройство для центробежной абразивной обработки колец | 1980 |
|
SU929415A2 |
| Устройство для центробежной абразивной обработки колец | 1979 |
|
SU787160A1 |
| Устройство для центробежной обработки поверхности деталей | 1980 |
|
SU878522A1 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| Способ обработки изделий | 1978 |
|
SU680864A2 |
| Устройство для центробежной обработкииздЕлий ТипА КОлЕц | 1978 |
|
SU835718A1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| Способ камерной обработки свободным абразивом | 1990 |
|
SU1805012A1 |
1. УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ, содержащее размещенный на приводном валу корпус барабана с планшайбой, несущей оправки с опорами для обрабатываемых деталей, X д 3 ;о N а также систему подачи и слива рабочей жидкости, отличающееся тем, что, с целью повышения производительности, корпус барабана выполнен разъемным, при этом одна его часть снабжена ползуном с оршневым приводом и зажимной планшайбой с вращающимися подпружиненными центрами, установленной с возможностью взаимодействия с приводным валом второй части корпуса барабана посредством шпоночного соединения. 2. Устройство по п. 1, отличающееся тем, что внутренняя цилиндрическая поверхность подвижной части корпуса барабанагуммирована пористым эластичным покрытием.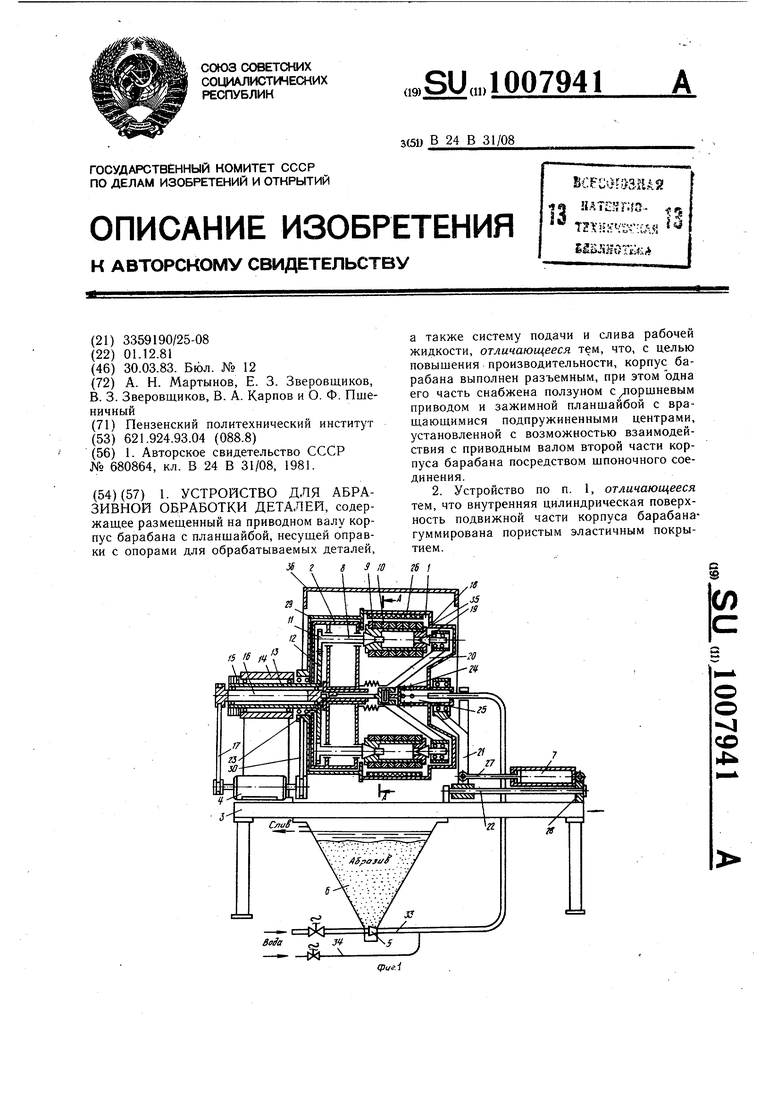
31
26 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ обработки изделий | 1978 |
|
SU680864A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
