ния общей длины пакета колец, подлежащих обработке, введения регулируемого натяжения эластичных трубок, установленных в продольных пазах корпуса устройства, и повьпиения их износостойкости. Корпус 1 устройства снабжен внутренней системой каналов 18, обеспечивающих подвод абразивной суспензии в зону обработки через выходные отверстия 19, 20, 21, равномерно расположенные по окружности на двух уровнях. На этих же уровнях установлены технологические кольца 8. Каждая
1
Изобретение относится к машиностроению, в частности к оснастке для притирки поршневых колец.
Целью изобретения является иовыше
ние точности обработки колец при по- вьшении производительности путем обеспечения равномерного подвода абразивно-притирочной суспензии в зону обработки и увеличения количества обрабатываемых колец в партии.
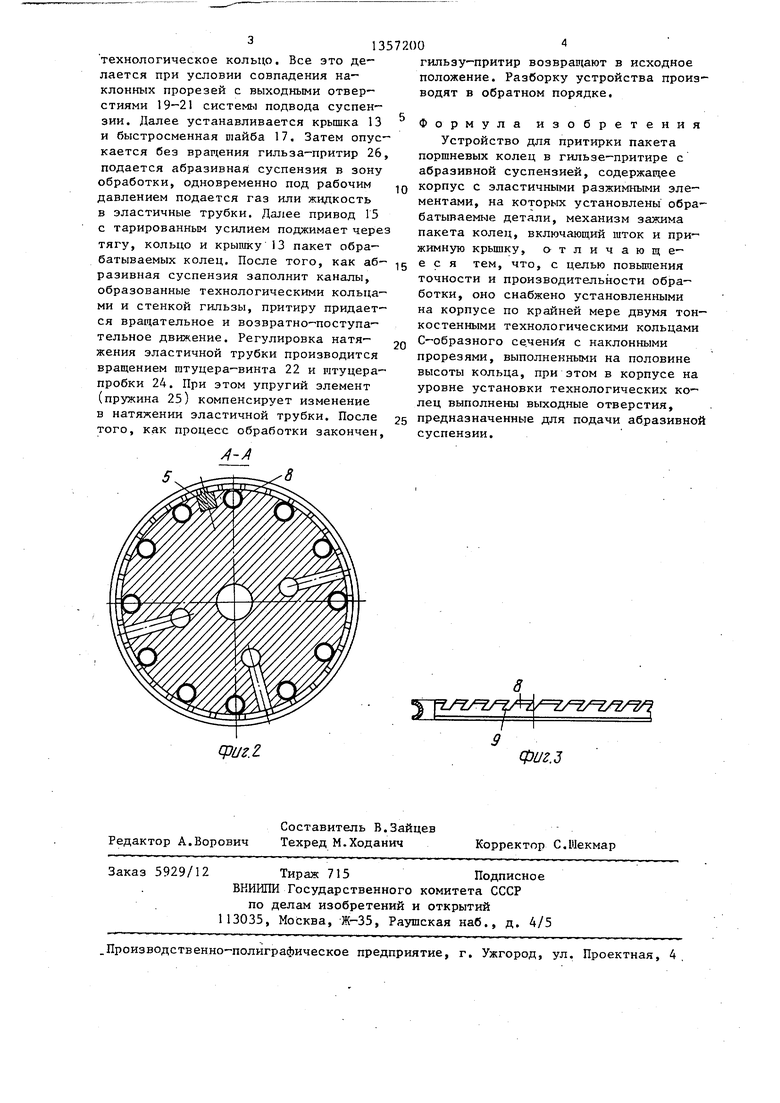
На фиг. 1 изображено устройство, продольньй разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - упругое технологическое кольцо.
Устройство состоит из корпуса 1 с продольными пазами 2, в которых установлены эластичные трубки 3. В трубки 3 через каналы 4 подается под давле- .нием газ -или жидкость. На внешнюю поверхность эластичных трубок, раз мещаемых равномерно по окружности, устанавливают притираемый пакет колец зафиксированный от проворота гапонкой 5. Пакет колец разделен на части 6 и 7, между которыми установлено упругое технологическое кольцо 8. Упругие технологические кольца 8 также ограничивают обрабатываемый пакет колец сверху и снизу. Они выполнены из упругого материала С-образного сечения и имеют наклонные прорези 9, выполненные до половины высоты кольца. Обрабатываемые кольца в процессе обработки в поджатом состоянии совершают осевые микроперемещения, что позволя- ет повысить точность обработки. Кроме того, благодаря прорезям 9 происходит компенсация погрешности допус-
.
эластичная трубка 3 снабжена механизмом постоянного натяжения и периодического поворота трубки вокруг своей оси, СОСТОЛР1ИМ из двух частей. Одна часть установлена на верхнем конце трубки и содержит штуцер-пробку 24 через пружину 25 связанный с корпусом, а другая установлена на нижнем конце трубки и содержит штуцер-винт 22, установленный в корпусе на резьбе с возможностью периодического поворота. Эластичные трубки выполнены из резины с добавлением абразива. 3 ил.
0
5
5
0
5
0
ка по толршне обрабатываемых колец в пакете. Технологические кольца устанавливаются на расстоянии, равном не более половины обрабатываемого диаметра поршневого кольца. В нижней части кольцо 8 установлено на обруче 10, которьй имеет радиальные отверстия 11 и закреплен на корпусе 1 при помощи винтов 12. В верхней части обрабатываемые кольца через технологическое кольцо 8 поджаты в осевом направлении крышкой 13, которая имеет радиальные отверстия 14, и установлены на корпусе 1. Крышка 13 поджимает кольцо в осевом направлении с определенным усилием от привода 15 посредством тяги 16 и быстросменной шайбы 17. Корпус устройства снабжен системой каналов 18, обеспечивающих подвод абразивной суспензии в зону обработки через выходные отверстия 19-21, которые находятся на уровне технологических колец 8.
Нижняя часть эластичной трубки 3 через штуцер-винт 22 посредством резьбы 23 связана с корпусом I. Верхняя часть трубки через штуцер-пробку 24 посредством пружины 25 связана с корпусом 1.
Устройство работает следующим образом.
На корпусе устройства устанавливается технологическое кольцо 8, затем часть обрабатываемого пакета (из расчета не более половины обрабатываемого диаметра),.далее снова технологическое кольцо и другая часть пакета. Сверху устанавливается третье
технологическое кольцо. Все это делается при условии совпадения наклонных прорезей с выходными отверстиями 19-21 системы подвода суспензии. Далее устанавливается крьппка 13 и быстросменная шайба 17. Затем опускается без вращения гильза-притир 26 подается абразивная суспензия в зону обработки, одновременно под рабочим давлением подается газ или жидкость в эластичные трубки. Далее привод 15 с тарированным усилием поджимает чере тягу, кольцо и крышку 13 пакет обрабатываемых колец. После того, как абразивная суспензия заполнит каналы, образованные технологическими кольцами и стенкой гильзы, притиру придается вращательное и возвратно-поступательное движение. Регулировка натяжения эластичной трубки производится вращением гатуцера-винта 22 и штуцера- пробки 24. При этом упругий элемент (пружина 25) компенсирует изменение в натяжении эластичной трубки. После того, как процесс обработки закончен,
гильзу-притир возвращают в исходное положение. Разборку устройства производят в обратном порядке.
Формула изобретения
Устройство для притирки пакета поршневых колец в гильзе-притире с абразивной суспензией, содержащее корпус с эластичными разжимными элементами, на которых установлены обрабатываемые детали, механизм зажима пакета колец, включающий шток и прижимную крышку, отличающееся тем, что, с целью повьшения точности и производительности обработки, оно снабжено установленными на корпусе по крайней мере двумя тонкостенными технологическими кольцами С-образного сечени я с наклонными прорезями, выполненными на половине высоты кольца, при этом в корпусе на уровне установки технологических колец выполнены выходные отверстия, предназначенные для подачи абразивной суспензии.
сраг.г
Фиг.з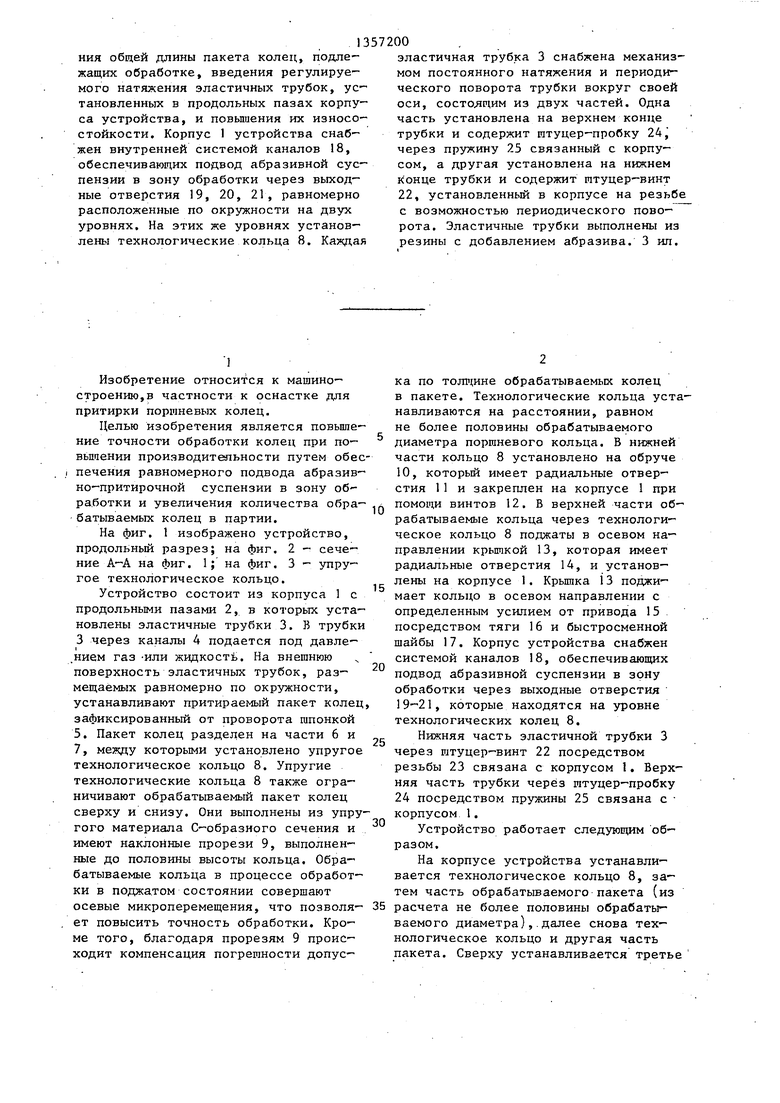
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для притирки поршневых колец | 1989 |
|
SU1696270A1 |
| Устройство для притирки пакета поршневых колец | 1985 |
|
SU1305010A2 |
| Устройство для притирки поршневых колец ДВС | 1989 |
|
SU1715559A1 |
| Устройство для притирки пакета поршневых колец | 1987 |
|
SU1496993A1 |
| СПОСОБ ОБРАБОТКИ БОЧКООБРАЗНОГО ПРОФИЛЯ ПОРШНЕВЫХ КОЛЕЦ | 1997 |
|
RU2134630C1 |
| Способ притирки пакета поршневых колец | 1983 |
|
SU1199592A1 |
| Притирочная суспензия | 1990 |
|
SU1763468A1 |
| Устройство для притирки бочкообразных поршневых колец | 1985 |
|
SU1291374A1 |
| УСТРОЙСТВО для ПРИТИРКИ | 1972 |
|
SU360201A1 |
| УСТРОЙСТВО ДЛЯ ПРИТИРКИ ПАКЕТА ПОРШНЕВЫХ КОЛЕЦ | 1994 |
|
RU2063322C1 |
Изобретение относится к машиностроению, в частности к оснастке для притирки поршневых колец. Целью изобретения является повыиение точности и производительности притирки поршневых колец путем обеспечения равномерного подвода абразивно-притирочной суспензии в зону обработки, увеличе- сл с со ел | ю ОброзиК юя суспензия
Редактор А.Ворович
Составитель В.Зайцев Техред М.Ходанич
Заказ 5929/12 Тираж 715Подписное
ВКИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор С.Ыекмар
| Устройство для закрепления поршневых колец при притирке | 1980 |
|
SU903072A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Газ Mli/effOCfni, | |||
