Известен способ изготовления звукопоглощаюндих волокнистых изделий, например стекловаты и гииса, носредством заливки формы с перфорирующими стержнями гипсовым раствором.
Целью настоящего изобретения является повышение качества изделий.
Достигается это тем, что перед заливкой формы гинсовым раствором в нее укладывают слой стекловаты с предварительно образованными и фиксированными отверстиями, причем образование отверстий в слое стекловаты осуществляют носредством проникновения в последний пробойников и одновременного дополнительного движения между стекловатой и пробойниками с энергией, нревыщающей энергию проникновения пробойника в слой стекловаты.
При этом дополнительное относительное движение между стекловатой и пробойниками может являться вращательным движением, направленным в плоскости стекловаты.
Кроме того, дополнительное относительное движение между стекловатой и пробойниками осуществляют посредством вибрации пробойников, составляющие которой расположены в плоскости стекловаты, или посредством вибрации слоя стекловаты, составляющие которой также расположены в плоскости последней.
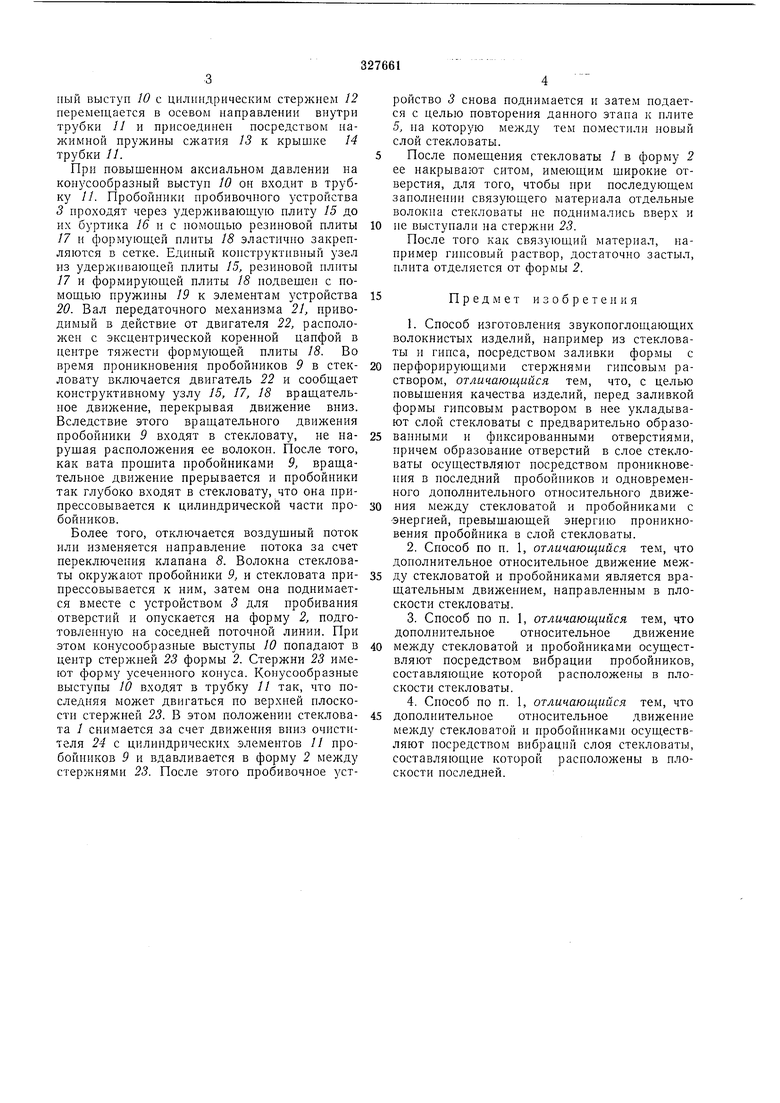
На фиг. 1 изображено пробивочное устройство в момент нробнвания отверстий в слое стекловаты; на фиг. 2 - то же, в момент укладки слоя стекловаты в форму; на фиг. 3- 5 пробойиик, продольный разрез.
В слое стекловаты 1 перед помещением его в форму 2 пробивают отверстия с помощью пробивочного устройства 3 и затем вату помещают в форму 2. В процессе пробивки отверстий подготовленная к обработке стекловата / лежит на снабл еиной отверстиями 4 нлнте 5 и с помощью расположенных на этой плите заостренных выступов 6, которые прошивают вату, последняя предохраняется от
5 бокового смещения.
Ниже плиты 5, снабженной отверстиями 4 в виде сетки, располол ен вентилятор 7, который в процессе пробивки отсасывает воздух через отверстия 4 и тем самым удерживает
0 стекловату неподвил ной на плите 5. С помощью подвижного воздущного клапана 8 можно воздушный поток прерывать и менять направление его. В процессе пробивания отверстий пробивочное устройство 3, расположенное над плитой 5, опускается, и пробойники 9, распололсенные в виде сетки, прошивают вату. Пробойники 9 состоят из цилиндрической части и конусообразного выступа 10, при этом цилиндрическая часть выполнена в пый выступ 10 с цилиндрическим стержнем 12 перемещается в осевом направлении внутри трубки 11 и присоединен посредством нажимной пружины сжатия 13 к крышке 14 трубки //. При повышенном аксиальном давлении на конусообразный выступ 10 он входит в трубку //. Пробойники пробивочного устройства 3 проходят через удерживающую плиту 15 до их буртика 16 и с помоп1,ью резиновой плиты 17 и формующей плиты 18 эластично закрепляются в сетке. Единый конструктивный узел из удерживающей плиты 15, резиновой плпты 17 и формирующей плиты 18 подвешен с помощью пружины 19 к элементам устройства 20. Вал передаточного механизма 21, приводимый в действие от двигателя 22, расположен с эксцентрической коренной цапфой в центре тяжести формующей плиты 18. Во время проникновения пробойников 9 в стекловату включается двигатель 22 и сообщает конструктивному узлу 15, 17, 18 вращательное движение, перекрывая движение вниз. Вследствие этого вращательного движения пробойники 9 входят в стекловату, не нарущая расположения ее волокон. После того, как вата прошита пробойниками 9, вращательное движение прерывается и пробойники так глубоко входят в стекловату, что она припрессовывается к цилиндрической части пробойпиков. Более того, отключается воздущный поток или изменяется направление потока за счет переключения клапана 5. Волокна стекловаты окружают пробойники 9, и стекловата припрессовывается к ним, затем она поднимается вместе с устройством 3 для пробивания отверстий и опускается на форму 2, подготовленную па соседней поточной линии. При этом конусообразные выступы 10 попадают в центр стержней 23 формы 2. Стержни 23 имеют форму усеченного копуса. Конусообразные выступы 10 входят в трубку 11 так, что последняя может двигаться по верхней плоскости стержней 23. В этом положении стекловата 1 снимается за счет движения вниз очистителя 24 с цилиндрических элементов // пробойников 9 и вдавливается в форму 2 между стержнями 23. После этого пробивочное устройство 3 снова поднимается и затем подается с целью повторения данного этапа к плите 5, на которую между тем поместили новый слой стекловаты. После помещения стекловаты 1 в форму 2 ее накрывают ситом, имеющим широкие отверстия, для того, чтобы при последующем заполнении связующего материала отдельные волокна стекловаты не поднимались вверх и пе выступали на стерл ни 23. После того как связующий материал, например гипсовый раствор, достаточно застыл, плита отделяется от формы 2. Предмет изобретения 1.Способ изготовления звукопоглощающих волокнистых изделий, например из стекловаты и гипса, посредством заливки формы с перфорирующими стержнями гипсовым раствором, отличающийся тем, что, с целью повышения качества изделий, перед заливкой формы гипсовым раствором в нее укладывают слой стекловаты с предварительно образованными и фиксированными отверстиями, причем образование отверстий в слое стекловаты осуществляют посредством проникновения в последний пробойников и одновременного дополнительного относительного движения между стекловатой и пробойниками с энергией, превышающей энергию проникновения пробойника в слой стекловаты. 2.Способ по п. 1, отличающийся тем, что дополнительное относительное движение между стекловатой и пробойниками является вращательным движением, направленным в плоскости стекловаты. 3.Способ по п. 1, отличающийся тем, что дополнительное относительное движение между стекловатой и пробойниками осуществляют посредством вибрации пробойников, составляющие которой расположены в плоскости стекловаты. 4.Способ по п. 1, отличающийся тем, что дополнительное относительное движение между стекловатой и пробойниками осуществляют посредством вибраций слоя стекловаты, составляющие которой расположены в плоскости последней.
Vui. /
(Puz.2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ТРАНСПОРТИРОВКИ ПЕРФОКАРТ | 1970 |
|
SU281296A1 |
| АВТОМАТИЧЕСКИЙ МАНОМЕТР ДЛЯ ИЗМЕРЕНИЯ | 1970 |
|
SU287640A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 1972 |
|
SU341253A1 |
| ВСЕС010С;1АЯ^ плталио - о | 1973 |
|
SU373181A1 |
| УСТРОЙСТВО для ПРОИЗВОДСТВА МЕЛКОКУСКОВОГО ЛЬДА | 1970 |
|
SU269048A1 |
| СЖАТЫЙ ТЕПЛОИЗОЛЯЦИОННЫЙ КОЖУХ | 2002 |
|
RU2334908C2 |
| ЮТЕНЛ 1 | 1971 |
|
SU298092A1 |
| УСТРОЙСТВО для СОЕДИНЕНИЯ БОРТОВ С ПОДДОНОМ ФОРМЫ | 1972 |
|
SU336859A1 |
| КЛАВИШНОЕ УСТРОЙСТВО | 1973 |
|
SU376980A1 |
| УСТРОЙСТВО для ТОЧНОЙ УСТАНОВКИ МИКРОМАНИПУЛЯТОРА | 1973 |
|
SU376969A1 |
x/6
Фиг. J
