Изобретение относится к высокоскоростному оборудованию для обработки k таллов давлением.
Известна высокоскоростная машина :для обработки металлов давлением, жашая по крайней мере две приводные бабы, каждая из которых снабжена возврат ным устройством, выполненным в виде кривошшшо-шатунного механизма.
Цель изобретения - повышение производительности машины. Это достигается аа счет того, что ивошипно-шатувные механизмы связаны между собой посредством пепной пе1 едачн.
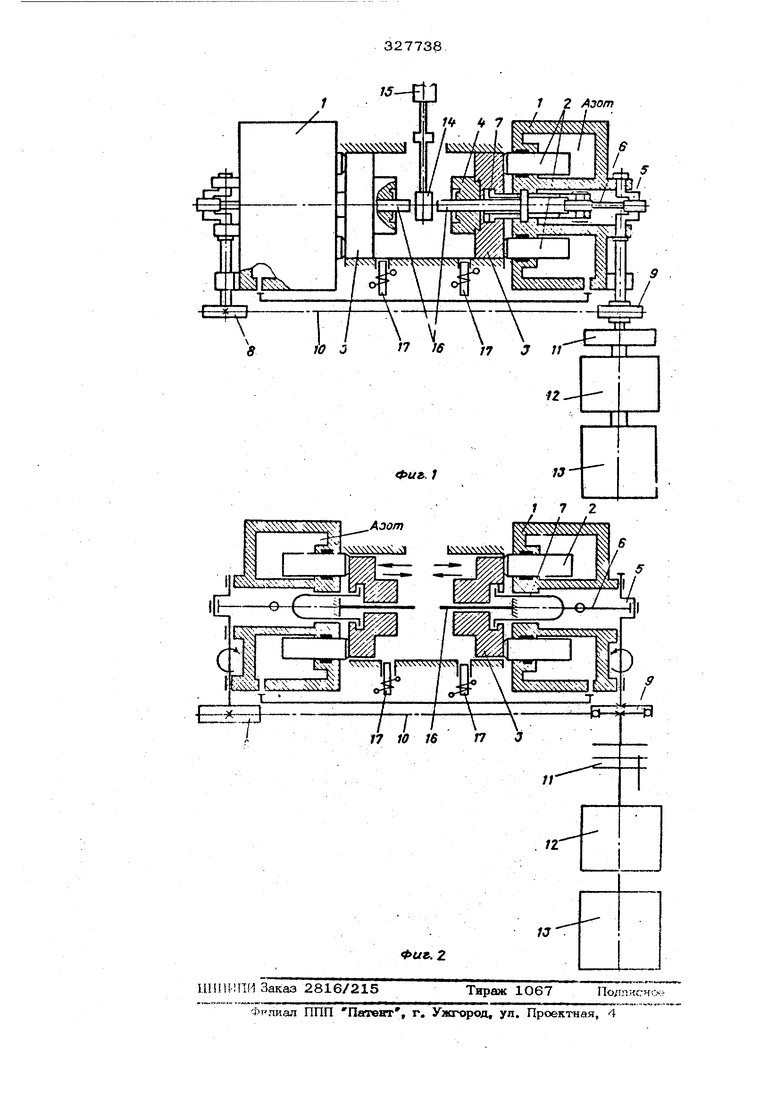
На фвг. 1 схематичесю показана предлагаемая высокосксфостная машняа; на 1ФКГ. 2 - кяне магическая схема ыашнны.
Л шшгаа сострит из двух аналоггшых :см шт8рованных на станине (условво ве .кжазана) ресиверов 1, в полостях котоpta. находится газ, например азот, под |павяением-1ОО-15О атм. В ресиверах расположены штоки 2, воздействух 11ше на бабы 3, Я1всушие штампы 4 с газом высокого давления. Бабы установлеЕШ в регу лнруемых направляющих и приводятся в I движение кривошипно-шатунным механкэ:мом. состо;1шим из коленчатого вала 5, ,шатунов 6 и ползунов 7, направляющими для которых служат корпусь ресиверов. Один из валов 5 заканчивается шестерней 8, а другой соедиван с наружной обоймой, выполненной в виде шестернн и являющейся ведомым звеном 9, например обгона или храповой. ; Между собой обе шес0терни соединены пепной или шестеренчатой передачей Ю. Ведушее звено-ступица муфты 9 - через одностороннюю муфту 11 и редукт р 12 соедннено с шуятовым коллекто|щым трехфазным злектродвяга5телем 13. Похшежашая штамповке заготовка 14 удерживается клешамя 15. Вытал- :киваннемпоковкя со штампов осушествляется ьггалкнвателямя 16, закрепленным на корпусах ресиверов. Для фиксации баб
0 IB промеж/точном положении установлены упоры 17, управляемые электромагнитами. одностороннюю муфт% 11, cTyratuy м/фты 9, например обгона, через заклинание ролики передается на наружную обойму этой же муфты и на шатунно-кривошипный механизм. Кик только вал 5 перейдет положение верхней леьой точки, ведомое звено - вал 5, шатуны 6, ползуны 7 и бабы, 3 со штампами 4 автоматически отъеди- I няются от ведущего звена,; так как ролики , муфты 9 (на чертеже не показаны) имеют возможность выкатиться из клиновой щели ступицы муфты. Штоки 2, двигаясь под действием энергии расширяющегося газа, воздействуют на бабы 3, увлекающие за собой ползуны , шатуны б и валы 5, а электродвигатель продолжает вращаться с постоянной скоростью благодаря автома-j ическому выключению муфты 11. Штоки | 2 трансформируют энерппо газа .высокого давления в кинематическую энергию посту-Д петельного перемещения баб 3 со штаг шами 4, используемую на де4)0рмирование Заготовки 14, удерживаемой клещами 15, Кчк только процесс деформирования окан i чивается, а это наступает после того, как кривошипно-шатунные механизмы займут положение м.ертвой точки, ролики муфты В автоматически .ати1ваются| в клиновую пель стушшы му(ты 9, являю цейся ведущим 1веном, и заклиниваются. Начинается процесс возврата баб в ис-iйодное положение. Выталкивание поковки из какой-либо половины штампа 4 осущест вляется выталкивателями 16, неподвижно укрепленными на корпусах ресиверов i. Синхронно© перемещение баб 3 обеспечив.- ьтся благодаря соединенин обоих гфивошип ник механизмов через наружную обойму муфты 9 и щестерню 8 цепной или шестеренчатой передачей. По достижении кривошшшо-шатунными . механизмами верхней мертвой точки описанный tnpouecc повторяется. Так работает машина в автоматическом режиме. Для вы полнения одиночных рабочих ходов достаточ но, не дав дойти шатунно-кривощипному механизму до положения верхней мертвой точки, очновременно подать сигнал на вь дригание упоров 17 и на выключение односторонней муфты 11, вследствие чего происходит отключение шатунно-Щ)ивошИ1ШЫ Х механизмов от электродвигателя. Под действием давления газа, воздействующего на 8 абы 3, последние-начинаюг двигаться к ентру машины и упираются в выдвинутые тапливаемые упоры 17. В таком положеии можно производить замену и настройу штампов и другие вспомогательные one- адии. Для нанесения следующего удара згеобхоимо подать сигналы на включение муфты 1 и уборку утапливаемых упоров 17, после е чего кривошипно-шатунный механизм на-j инает перемещаться до положения верхей мертвой очкй, а по достижении ее опианный процесс разгона баб 3 повторяется. Изменелне производительности, т.е. коли- чества ударов, высокоскоростной машины при ее pt.6oTe в автоматическом режиме возможно, например,за счет изменения количества оборотов электродвигателя 13, позволяющего безступенчато регулировать число оборотов, чем обеспечивается процесс. штамповки при любом необходимом числе ударов. При этом соответс- венно изменению числа оборотов вала электродвигателя изменяется его мощность. Время рабочего цикла ограничирается лишь временем вспомогательных операций (устачовкой новой заготовки и обслуна1ваш1ем штампов - смаз кой, продувкой и др.), Шатунно-кривошитшый механизм, передача 10, муфты 9 и 11 редуктор 12 и электродвигатель 13 не воспринимают ударных нагрузок, гак как ход ползунов 7 несколько больше хода баб 3 и, следовательно, когда бабы останавливаются по окончании процесса деформирования, ползуны имеют возможность двигаться до положения нижней мертвой точки. Формула изобретения Высокоскоростная машина для обработки металлов давлением, содержащая по крайней мере две приводные бабы, каждая из которых снабжена возвратным устройством, выполненным в виде кривошипно-шатунного механизма, отличающаяся тем, что, с целью обеспечения синхронного перемещения баб н повышения производитель.ности, крнвошипво-цатунные механизмы связаны между собой посредством цепной i передачи. 1 2 I /f Азот /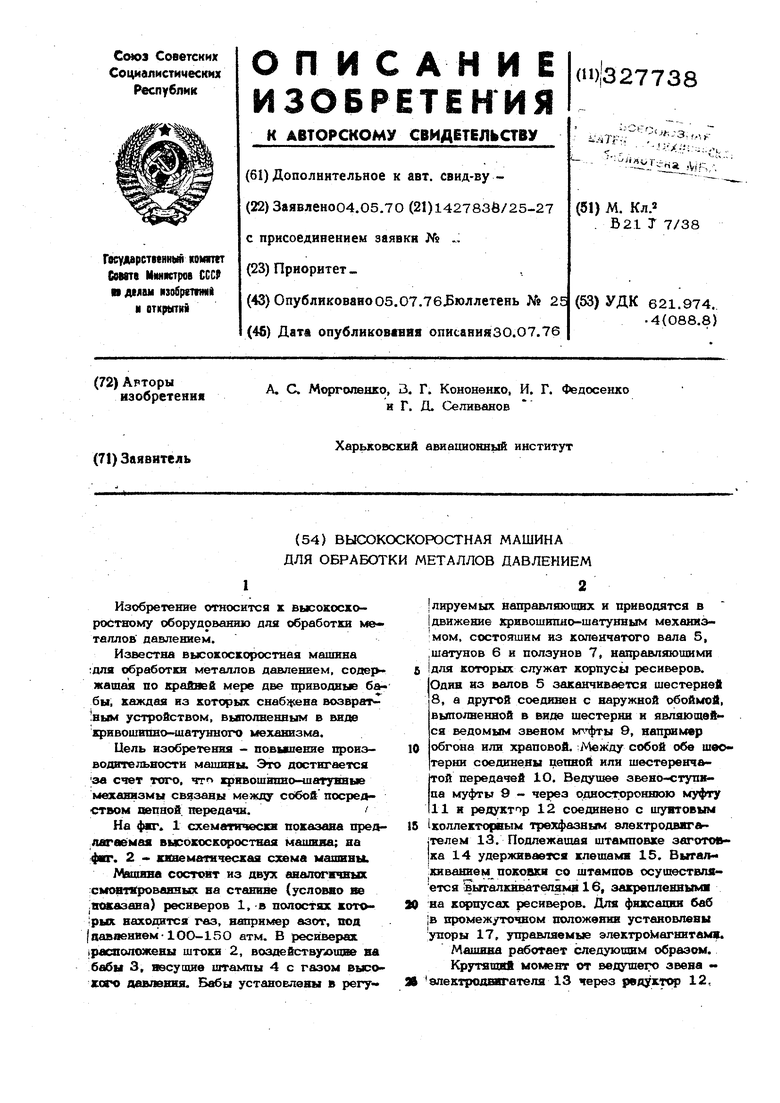
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОСКОРОСТНОЙ МОЛОТ | 1972 |
|
SU420375A1 |
| Высокоскоростной молот | 1970 |
|
SU353483A1 |
| Привод электротехнического аппарата | 1975 |
|
SU652622A1 |
| РЫЧАЖНЫЙ ВАРИАТОР | 2011 |
|
RU2467227C1 |
| Высокоскоростная машина для обработки металлов давлением | 1972 |
|
SU484930A1 |
| ПРИВОД ЭЛЕКТРИЧЕСКОГО ВЫКЛЮЧАТЕЛЯ | 1973 |
|
SU389559A1 |
| ПРИВОД ПОЛЗУНА МЕХАНИЧЕСКОГО ПРЕССА | 2005 |
|
RU2283233C1 |
| Высокоскоростная машина для обработки металлов давлением | 1976 |
|
SU611709A2 |
| Кривошипно-коромысловый механизм Вахрушевых (варианты) | 2019 |
|
RU2822681C2 |
| Швейный полуавтомат для шитья по контуру | 1989 |
|
SU1730280A1 |