Изобретение относится к области производства слоистых электр0113оляционных пластиков типа гетинакса и стеклотекстолитов, ызго тавливаемых путем горячего прессования из листов пропитанных наполнителей и может быть использовано при изготовлении декоративных и иных слоистых пластиков, где требуется нарезка и сборка пропитанных Т1лн лакированных листов в навески.
Известно устройство для изготовления навесок нз пропитанных наполнителей при производстве листовых слоистых пластиков, содерл ащее тянущий механизм и ножевое устройство.
Операции изготовления и выравнивания навесок являются наиболее трудоемкими, где удельный ,вес ручного труда составляет свыше 80%. Отсутствие механизации зтого участка производства сдерживает переход всего производства слоистых пластиков на поточные высокомеханизированные методы. Кроме того, неровная нарезка на листы и неточное выравнивание листов в навеске ведут к значительным потерям дррогостояш;их материалов.
Предлагаемое устройство для изготовления навесок из пропитанных наполнителей позволяют исключить эти недостатки li механизировать процессы, .делая их непрерывными.
данного формата при полющи намотк с лродольными прорезями и ножевым устройством, размещенным вне зоны намотки внутри барабана, имеющим возможность для возвратно-поступательного двнжен1 я и отреза на.вески изнутри в процессе вращения барабана. Барабан снабжен кулачковым устройством и лакирующими роликами, обеспечивающими подачу связующего для склейкп кромок наполнителя в кольцевом направлении, благодаря чему исключается возможность смещения отрезанных слоев навески, а конвейевыноса готовых навесок на накопиf
тель.
Изготовленная таким образом скрепленная кавеска может состоять, налрнмер из 24 слоев пропитанной бумаги, что соответствует толщине гетинакса 2 мм. Перед прессованием слоистого пластика собирается пакет нз нес11ольких таких навесок, чтобы получить любую толщ.щгу 13.делИя Например, 5 навесок по 2 Л1м дадут лист гетенакса толщиной 10 мм.
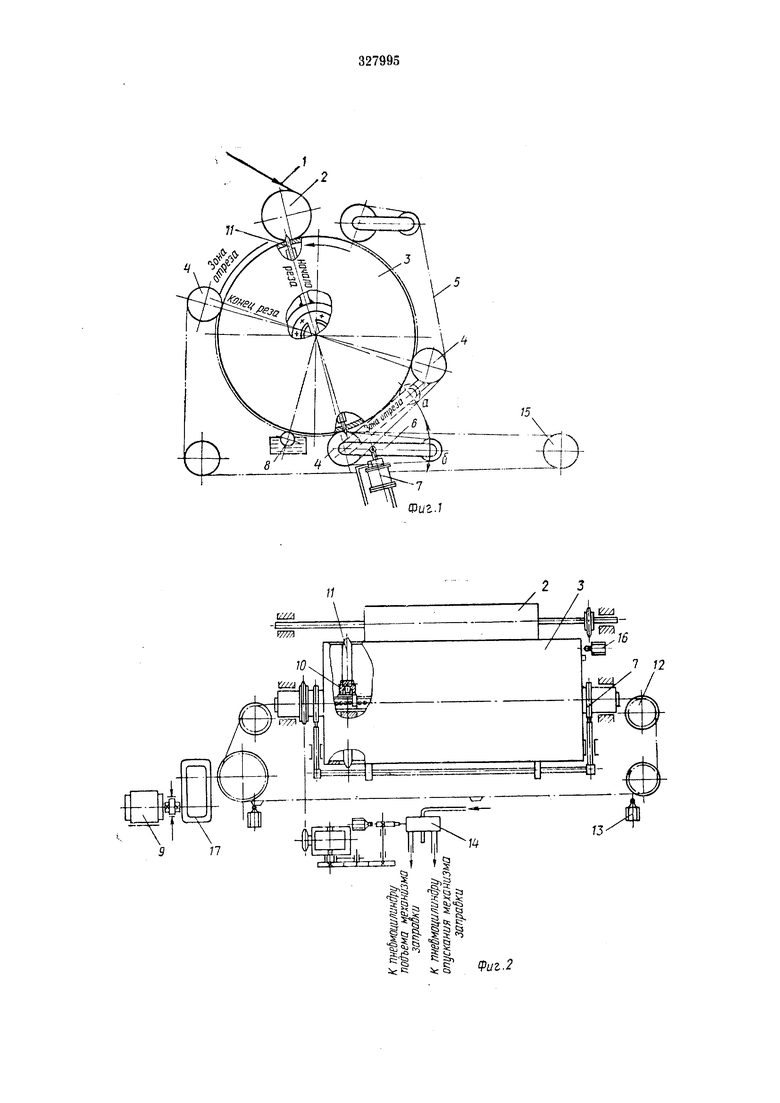
На фиг. 1 показано предлагаемое устройство для механизированного изготовления навесок, вид с торца: lia фиг. 2 - его кине.матическая схема.
имной гуммированный вал 2, который проягивает пронитанный наполнитель через проиточную машину. Одновременно за счет сиы трения прижимной вал 2 приводит во враение против часовой стрелки барабан 3 нужого диаметра, развертка которого равна одиарному или удвоенному формату заданной авески. Вращаясь с постоянной скоростью, барабан .приводит во вращение прил имные валики 4, которые являются приводами транспортерных лент 5 (всего леит по длине барабана по три штуки, каждая лента шириной но 60 мм).
Таким образом пропитанный наполнитель заправляется на барабан приж1имны,ми валиками 4, а затем прижимается транспортерными лентами и лентами механизма 6 заправки полотна наполнителя, который в начале каждой заправки находится в положен-ии а. Далее полотно нанолнителя, ноддерживаемое тремя транспортерными лентами, подводится к ведущему прижимному валу 2. Так осуществляется непрерывный процесс плотной намотки наполнителя на барабан до заданного числа слоев наполнителя.
Для скреплен1ия слоев навески периодически (два раза за 1 оборот барабана) с помощью кулачков склеивающего механизма 7, которые установлены на цапфах барабана, поднимается устройство для наноса связующего на кромку наматываемого на барвбан наполнителя с помощью лакирующих роликов 8 по заданной длине дуги. В качестве связующего может быть использован тот же материал, что и при пропитке наполнителя.
При заверщении намотки задаиного числа слоев наполнителя, что соответствует числу оборотов барабана, например 24 слоя для навески гетинакса толщиной 2 Л1М, с .помощью кинематической связи замыкается включатель 9. Державка 10, снабженная двумя диаметрально расположенными резательными ножами }1, при помощи цепи Галля и звездочек 12 перелгещается слева направо для отреза намотанной на барабан нав-ески .в процессе его вращения (возможен и односторониий отрез навески, для чего снимается с державки один нож).
Длина хода ножей ограничивается концевыми выключателями 13. Одновременно с началом процесса двухстороннего отреза получает команду пневмораспределитель 14, с помощью которого механизм 6 заправки полотна переходит из положения а в положение б. Этим достигается выход отрезанной навески из вращаюп1егося барабана на транспортер 15 выноса навесок на накопитель. При всех
этих операциях барабан 3 продолжает вращение, благодаря чему идет иоследуюп ая заправка .иолотна иаиолп 1теля для получения новой навески.
Когда очередная лента наполнителя пройдет полоборота, замьисается включатель 16, который .включает привод 17 мехашизма резательного ножа, и державка с ножами возвращается в исходное положение (вне зоны намотки), разрезая при этом только один
слой наполнителя. Этим заканчивается один цикл намотки, выбранный по задащпо в зависимости от вида наполнителя и числа слоев в иавеске. Далее процесс повторяется. Устройство может также работать отдельно
от про.питочных машин, производя изготовление навесок пропитанных (лакированных) наполнителей, смотанных в процессе их пропитки в рулоны.
Предмет изобретен и я
Устройство для изготовления назесок из пропитанных наполнителей при производстве
листовых слоистых пластиков, содержащее тяиущий механизм из двух валиков и ножевое устройство, отличающееся тем, что, с целью обеспечения ненрерывностн процесса, сокращения расхода материалов и предотвращения смещения кромок ленты наполнителя при его иамотке, приемный ведомый валик выполнен в Виде намоточного барабана для набора навески, а ножевое устройство размещено внутри этого барабана и оборудовано
приводом его продольного перемещения вдоль оси барабана, причем режущие инструменты выведены на поверхность барабана через продольные пазы в его стенке.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ФОРМОВАНИЯ СТЕРЖНЕЙ ИЗ СЛОИСТЫХ | 1973 |
|
SU383612A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОПИТАННЫХ ЛЕНТ ДЛЯ ИЗОЛЯЦИИ ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2357312C1 |
| ПАТЕНТНО-ТЕХ1ШЧЕ:^НАВБИБЛИО1ТКА | 1971 |
|
SU304324A1 |
| МАШИНА ДЛЯ ПРОДОЛЬНОГО РЕЗАНИЯ ПОЛОТНАНА ЛЕНТЫ | 1964 |
|
SU161625A1 |
| УСТРОЙСТВО для УСТРАНЕНИЯ ПОВТОРНОГО УЧЕТА СЧЕТЧИКОМ МЕТРАЖА УДАЛЕННОГО С НАМОТАННОГО РУЛОНА СЛОЯ БУМАГИ НА ПРОДОЛЬНО-РЕЗАТЕЛЬНОМСТАНКЕ | 1970 |
|
SU268163A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ТРУБ из слоистыхПЛАСТИКОВ | 1969 |
|
SU234652A1 |
| ГОЛОВКА ДЛЯ ПАЙКИ | 1969 |
|
SU246622A1 |
| КОМБИНИРОВАННАЯ ДИАГОНАЛЬНО-РЕЗАТЕЛЬНАЯ МАШИНА | 1970 |
|
SU274352A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО ЛИСТОВОГОМАТЕРИАЛА | 1971 |
|
SU292906A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК | 1970 |
|
SU280821A1 |