Изобретение относится к машиностроению и может быть использовано в грузовых резьбовых соединениях.
Известны трапецеидальиые резьбы, преимущественно многозаходные, угол подъема винтовой линии по цилиндру среднего диаметра которой лежит в пределах 4-45°. Боковые поверхности витков резьбы винта и гайки образованы номинально однонменными винтовыми поверхностями, помииальио сопряженными поверхиостным коитактом. Однако в реальных условиях в связи с неизбежной, даже регламентировяипон техническими требованиями, неточностью изготовления внтки резьбы винта и гайки сонрягаются не по винтовой неирерывной поверхности, а по винтовой линпи неопределенного днаметра с возможнымн разрывами, обеспечивая точечно-линейчатый контакт в интервале наружного и внутренне1-о днаметров резьбы. В связи с этим известные резьбы характерпзуются пониженными значеннями кинематической точности, к.п.д. п нрочности, высокими местными коитактными напряжениями и увеличенным износом. Кроме того, Использование архимедовых винтовых поверхностей при углах подъема винтовой линии по дилпндру среднего диаметра более 10° приводит к нетехнологнчности и сравнительио высокой стоимости изготовления этих резьб.
К.П.Д., кинематической точности, нрочиости и техиологичиости изготовления.
Это достигается тел, что боковые поверхности витков резьбы винта и гайки образованы разноименными винтовыми поверхностями, следы которых в осевом сечении винтовой пары номинально касаются один другого и исходного профиля в точках, расположенных на 1,илиидре среднего диаметра резьбы, и моиотоино расходятся в иаиравлеиии к иилиндрам наружного и внутреннего диаметров, обеспеЧИВГ1Я средишплй KOiiTai r н oceisbie зазоры между сон|1яжоиными боковыми новерхностями витков вне среднего диаметра резьбы.
Разиоимеииые винтовые поверхиости витков винта и гайки могут быть выполнены различно н в различных сочетаниях, иапри ер конволютной п пелинейчатой, обеих конволютных, нелинейчатой и эвольвентной н т. д.
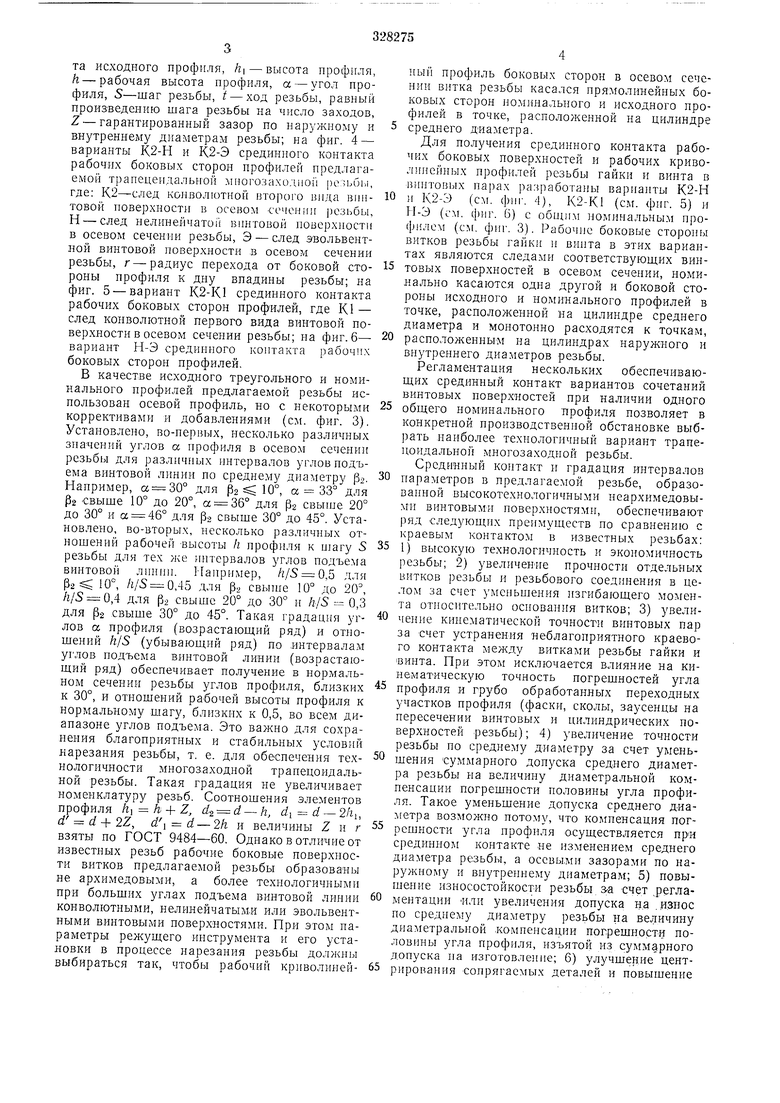
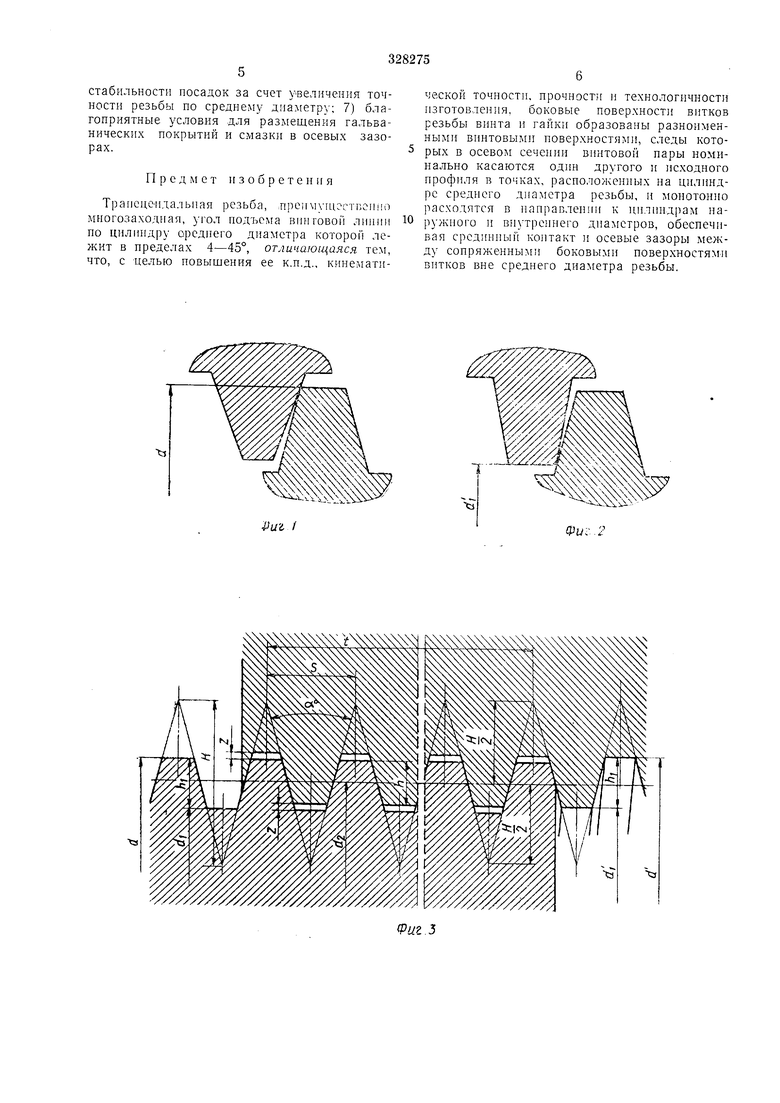
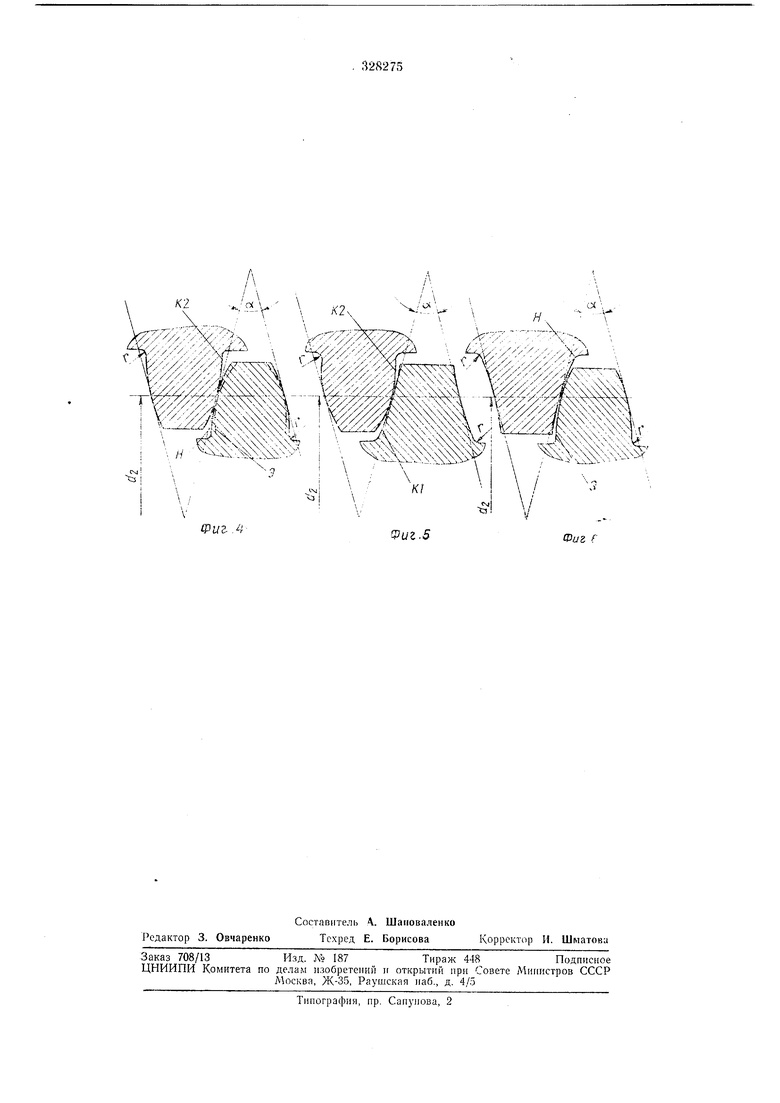
Иа фиг. 1 и 2 - краевой контакт боковых сторон ирофиле известных т|К1нон,е 1да;1ьиьгч многозаходиых резьб, образованных архимедовыми винтовыми поверхностями, варианты; на фиг. 3 - исходный н номинальный нрофи5ли предлагаемой тра пецеидальиой резьбы со средииньп коитактом, где: d - иаружный диаметр резьбы винта, d - наружный диаметр резьбы гайки, d., - средний диаметр резьбы, d - внутренний диаметр резьбы винта, f/i - внутренний диаметр резьбы гайки, Н-высота исходного профиля, h - высота профиля, h - рабочая высота профиля, а - угол профиля, 5-шаг резьбы, t - ход резьбы, равный произведению шага резьбы на число заходов, Z - гарантированный зазор по наружному и внутреннему диаметрам резьбы; на фиг. 4 - варианты К2-Н и К2-Э срединного контакта рабочих боковых сторон профилей предлагаемой траиецеидальиой Miioro3axo;uioii резьи -,, где: К2-след конволютиой второго вида винтовой поверхности в осевом сочеиии резьбы, Н - след нелинейчатой в1Н1Товой поверхности в осевом сеченни резьбы, Э - след эвольвентной винтовой поверхности в осевом сечении резьбы, г - радиус перехода от боковой стороны профиля к дну впадины резьбы; на фнг. 5 - вариант К2-К1 срединного контакта рабочих боковых сторон профилей, где К1 - след конволютной первого вида винтовой поверхности в осевом сечении резьбы; на фиг. 6- вариант Н-Э срединного контакта рабочих боковых сторон профилей.
В качестве исходного треугольного и номинального профилей предлагаемой резьбы использован осевой профиль, но с некоторыми коррективами и добавлениями (см. фиг. 3). Установлено, во-первых, несколько различных значений углов а профиля в осевом сечепии резьбы для различных интервалов углов подъема винтовой лннин по среднему днаметру (За. Например, а 30° для 2 10°, а 33° для Рг -свыше 10° до 20°, а 36° для (Зг свыше 20° до 30° и а 46° для рз свыше 30° до 45°. Установлено, во-вторых, несколько различных отношений рабочей высоты /г профиля к шагу S резьбы для тех же интервалов углов подъема винтовой линии. Например, ,5 для Р2 10°, ,45 для р.. свытне 10° до 20, Л/5 0,4 для р2 свыше 20° до 30° н /7/5 - 0,3 для р2 свыше 30° до 45°. Такая градаиия углов а профиля (возрастающий ряд) и отношений /г/5 (убывающий ряд) но интервалам углов подъема винтовой линии (возрастающий ряд) обеспечивает получение в нордмальном сечении резьбы углов профиля, близких к 30°, и отношений рабочей высоты профиля к нормальному шагу, близких к 0,5, во всем диапазоне углов подъема. Это важно для сохранения благоприятных н стабильных условий нарезания резьбы, т. е. для обеспечения технологичности многозаходной транецоидальной резьбы. Такая градация не увеличивает номенклатуру резьб. Соотношения элементов профиля h h + Z, dz d - h, di d - 2hi, d d + 2Z, di d - 2h и величины Z н г взяты по ГОСТ 9484-60. Однако в отличие от известных резьб рабочие боковые поверхиости витков предлагаемой резьбы образованы не архимедовыми, а более технологичными при больших углах подъема винтовой лиини конволютными, нелинейчатым.и или эвольвентными винтовыми поверхностями. Нри этом параметры режущего инструмента и его установки в пронессе нарезания резьбы должны выбираться так, чтобы рабочий криволинейный профиль боковых сторон в осевом сечении витка резьбы касался прямолинейных боковых сторон номинального и исходного нрофилей в точке, расположенной на цилиндре среднего диаметра.
Для получения срединного контакта рабочих боковых поверхностей и рабочих криволинейных нрофилей резьбы гайки и винта в винтовых нарах разработаны варианты К2-Н
и К2-Э (см. фиг. 4), К2-К1 (см. фиг. 5) и Н-Э (см. фиг. 6) с оби.11м номинальны.м профилем (см. фиг. 3). Рабочие боковые стороиы витков резьбы гайки и винта в этих вариантах являются следами соответствующих винтовых поверхностей в осевом сечении, номинально касаются одна другой и боковой стороны исходного и номинального профилей в точке, расположенной на цилиндре среднего диаметра и монотонно расходятся к точкам,
расположенным на цилиндрах наружного и внутреннего диаметров резьбы.
Регламентация нескольких обеспечивающих срединный контакт вариантов сочетаний винтовых поверхностей при наличии одного
общего номинального профиля позволяет в конкретной производственной обстановке выбрать наиболее технологичный вариант трапецоидальной .многозаходной резьбы. Срединный контакт и градация рштервалов
параметров в предлагаемой резьбе, образованной высокотехнологичными неархимедовыми винтовыми поверхностями, обеспечивают ряд следующих преимуществ по сравнению с краевым контактом в известных резьбах:
1) высокую технологичность и экономичность резьбы; 2) увеличение прочности отдельных витков резьбы и резьбового соединения в целом за счет уменьшения изгибающего момента относительно основания витков; 3) увеличение кинематической точности винтовых пар за счет устранения неблагоприятного краевого контакта витками резьбы гайки и винта. При этом исключается влияние на кинематическую точность погрешностей угла
профиля и грубо обработанных переходных участков профиля (фаски, сколы, заусенцы на пересечении винтовых и цилиндрических поверхностей резьбы); 4) увеличение точности резьбы по среднему днаметру за счет уменьшения суммарного допуска среднего диаметра резьбы на величину диаметральной компенсации погрешности половины угла профиля. Такое уменьшение допуска среднего диаметра возможно потому, что компенсация погрешности угла профиля осуществляется при срединном контакте не изменением среднего диаметра резьбы, а осевьши зазорами по наружному и внутренне Му диаметрам; 5) повыщение износостойкости резьбы. За счет ,регламентации ИЛи увеличения допуска на .износ но среднему диаметру резьбы на величину диаметральной .компенсацни погрешности половины угла профиля, изъятой из суммарного допуска па изготовление; 6) улучшение центстабильности посадок за счет увеличения точности резьбы по среднему диаметру; 7) благоприятные условия для размещения гальванических покрытир и смазки в осевых зазорах.
Предмет изобретения
ТраиецеМдальняя резьба, лреимущостпоипо многозаходр1ая, угол подъелга вннговои но цилиндру среднего диаметра которой лежит в пределах 4-45°, отличающаяся тем, что, с целью повышения ее к.п.д., кинематической точности, прочности и технологичности изготовления, боковые поверхности витков резьбы винта и гайки образованы разноименными винтовыми поверхностям, следы которых в осевом сечении винтовой пары номинально касаются один другого и исходного профиля в точках, расположенных на цилиндре среднего диаметра резьбы, и монотонно расходятся в направлении к цилиндрам наружного и внутреннего диаметров, обеспечивая средиииый контакт и осевые зазоры между сопряженными боковыми поверхностями витков вне среднего резьбы.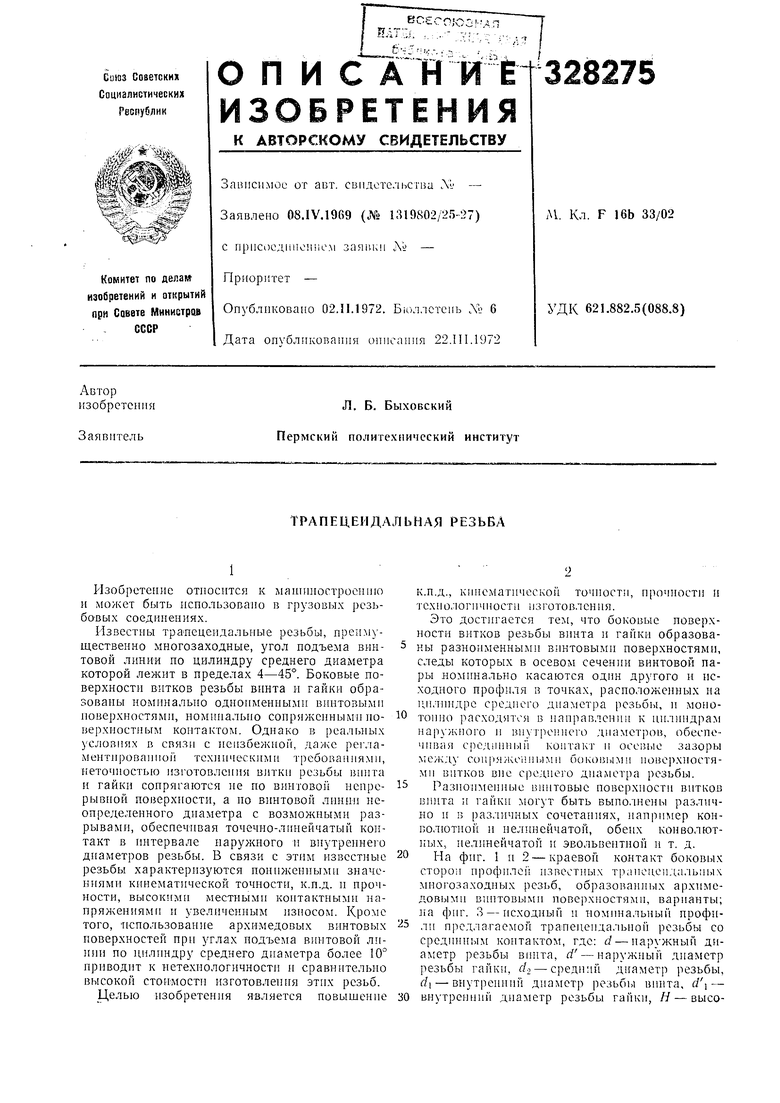
| название | год | авторы | номер документа |
|---|---|---|---|
| Червячная передача | 1983 |
|
SU1128020A1 |
| ЧЕРВЯЧНАЯ ЦИЛИНДРИЧЕСКАЯ ПЕРЕДАЧА | 1999 |
|
RU2136987C1 |
| ЧЕРВЯЧНАЯ ЦИЛИНДРИЧЕСКАЯ ПЕРЕДАЧА | 1998 |
|
RU2132983C1 |
| УСТАНОВКА ДЛЯ ИЗУЧЕНИЯ ТРЕНИЯ В РЕЗЬБЕ | 1993 |
|
RU2087038C1 |
| Эксцентричная винтовая передача | 1990 |
|
SU1796825A1 |
| РЕЗЬБА ЭЛЛИПТИЧЕСКАЯ АНДРОСОВА-ГРЕБЕНЮКА | 2007 |
|
RU2389916C2 |
| Винтовая передача скольжения | 1987 |
|
SU1523762A1 |
| ПЛАНЕТАРНАЯ РОЛИКОВИНТОВАЯ ПЕРЕДАЧА С МОДИФИЦИРОВАННОЙ РЕЗЬБОЙ РОЛИКОВ | 2010 |
|
RU2451220C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
фцг.
