Изобретение относится к технике упаковки, в частности, к изготовлению мягких пакетов.
Известен автомат для изготовления, наполнения и занечагывания пакетов, содерл ащий приспособление для складывания ленты вдвое, укрепленную на вертикальном валу планшайбу, несущую механизм для образования продольного шва пакетов и вакуумзахваты для раскрывания пакетов. Одпн из захватов установлен с возможностью радиального перемеш,ения, а другой - поворота в вертикальной плоскости. В автомате имеется механизм для образования шва на горловине пакета с нагревательным элементом.
Цель изобретения - увеличение объема упаковки.
Это достигается тем, что механизм для образования шва на горловине пакета представляет собой пару протяжных бесконечных лент для зажима горловины, установленных на пути перемещения планшайбы после зоны образования продольного шва. Нагревательный элемент расположен в зоне рабочих ветвей ленты. Поворотный вакуум-захват в отведенном положении служит склизом для выдачи готового пакета.
2
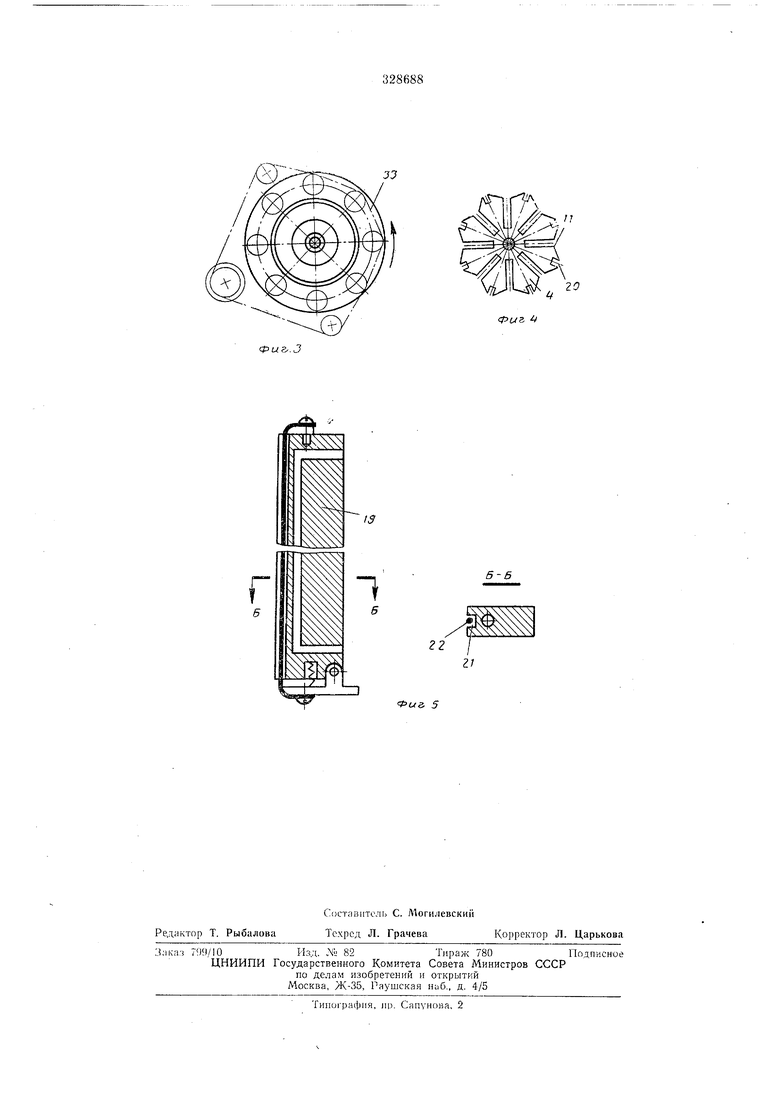
фиг. 5 - сварочная нродольного шва с разрезом по Б-Б.
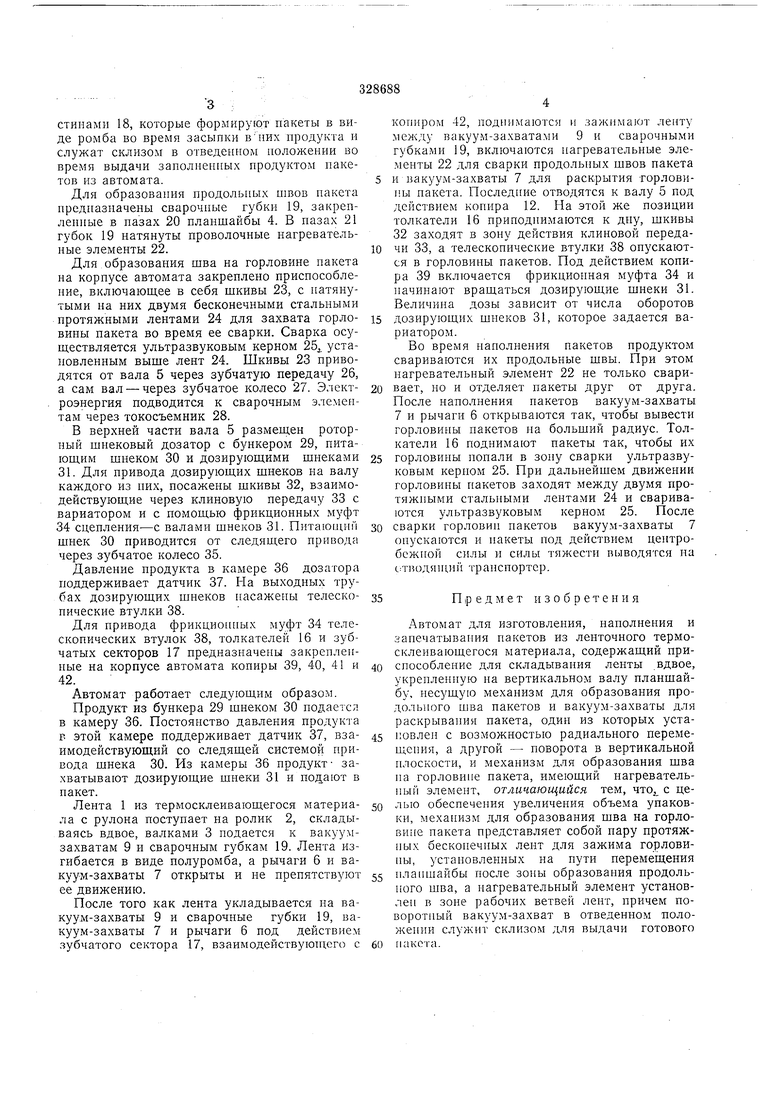
Автомат содержит приспособление для складывания вдвое ленты 1 из термосклеивающегося .материала, вынолненное в виде ролика 2 и перпендикулярно установленных к нему на некотором расстоянии двух валков 3 и планшайбы 4, смонтированной на вертикальном валу 5.
На планшайбе расположены механизм для образования нродольного шва пакетов, содержащий шарнирный рычаг 6 и поворотные вакуум-захваты 7, смонтированные на кронштейне 8, и вакуум-захваты 9, выполненные в
форме угольннков н закрепленные с номощью подвесок 10 в пазах 11. Для сообщения вакуум-захватам 9 радиального перемещения предназначен посаженный на валу 5 копир 12, который удерживается от вращения закреплеппым на корпусе автомата упором 13. В копире 12 устроен золотник 14 для распределения вакуума к захватам, к которым он подводнтся с помощью резиновых шлангов 15, а к золотннку вакуум подводится но шлангу,
нроложенному от коннра 12 к упору 13. Па нлапшайбе 4 имеются телескопические толкатели 16, закрепленные на скользян ен шпонке н отверстиях зубчатых секторов 17 н предназначенные для привода ноноротных плкуу.мстииами 18, которые формируЕОт пакеты в виде ромба во время засыпки вних продукта и служат склизом в отведенном положении во время выдачи заполненных продуктом пакетов на автомата.
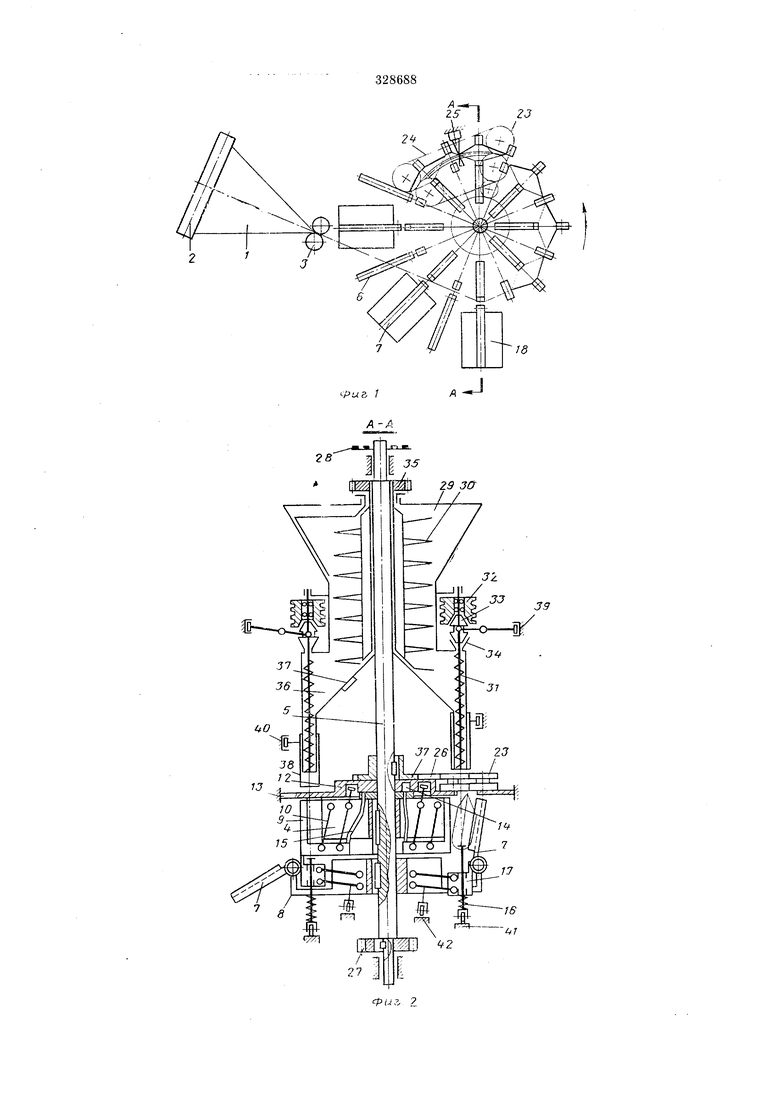
Для образования продольных швов пакета предназначены сварочные губкп 19, закрепленные в назах 20 планшайбы 4. В пазах 21 губок 19 натянуты проволочные нагревательные элементы 22.
Для образования шва на горловине пакета на корпусе автомата закреплено приспособление, включаюш,ее в себя шкивы 23, с натянутыми на них двумя бесконечными стальными протяжными лентами 24 для захвата горловины пакета во время ее сварки. Сварка осуш;ествляется ультразвуковым керном 25. установленным выше лент 24. Шкивы 23 приводятся от вала 5 через зубчатую передачу 26, а сам вал - через зубчатое колесо 27. Электроэнергия подводится к сварочным элементам через токосъемник 28.
В верхней части вала 5 размеш,ен роторный шнековый дозатор с бункером 29, питаюш,нм шнеком 30 и дозируюш.ими шнеками 31. Для привода дозируюш;их шпеков на валу каждого из пих, посажены шкивы 32, взаимодействуюш;ие через клиновую передачу 33 с вариатором и с помош,ью фрикционных муфт 34 сцепления-с валами шнеков 31. Питающи| | шпек 30 приводится от следящего привода через зубчатое колесо 35.
Давление продукта в камере 36 дозатора поддерживает датчик 37. На выходных трубах дозируюших шнеков насажены телескопические втулки 38.
Для привода фрикционных муфт 34 телескопических втулок 38, толкателей 16 и зубчатых секторов 17 предназначены закрепленные на корпусе автомата копиры 39, 40, 41 и 42.
Автомат работает следуюш,им образом.
Продукт из бункера 29 шнеком 30 подается в камеру 36. Постоянство давления продукта р этой камере поддерживает датчик 37, взаимодействующий со следяш,ей системой привода шнека 30. Из камеры 36 продукт- захватывают дозируюшие шнеки 31 и подают в пакет.
Лепта 1 нз термосклеиваюпдегося материала с рулона поступает на ролик 2, складываясь вдвое, валками 3 подается к вакуумзахватам 9 и сварочным губкам 19. Лента изгибается в виде полуромба, а рычаги 6 и вакуум-захваты 7 открыты и не препятствуют ее движению.
После того как лента укладывается на вакуум-захваты 9 и сварочные губки 19, вакуум-захваты 7 и рычаги 6 под действием зубчатого сектора 17, взаимодействуюпхего с
копиром 42, поднимаются и зажимают ленту между вакуум-захватами 9 и сварочными губками 19, включаются нагревательные элементы 22 для сварки продольных швов пакета и вакуум-захваты 7 для раскрытия горловины пакета. Последние отводятся к валу 5 под действием копира 12. На этой же позиции толкатели 16 приподнимаются к дпу, шкивы 32 заходят в зону действия клиновой передачи 33, а телескопические втулки 38 опускаются в горловипы пакетов. Под действием копира 39 включается фрикционная муфта 34 и начинают враш,аться дозирующие шнеки 31. Величина дозы зависит от числа оборотов
дозирующих шнеков 31, которое задается вариатором.
Во время наполнения накетов продуктом свариваются их продольные швы. При этом нагревательный элемент 22 не только сваривает, но и отделяет пакеты друг от друга. После паполпения пакетов вакуум-захваты 7 и рычаги 6 открываются так, чтобы вывести горловины пакетов па больший радиус. Толкатели 16 поднимают пакеты так, чтобы их
горловины попали в зону сварки ультразвуковым керпом 25. При дальпейшем движении горловины накетов заходят между двумя протяжными стальными лентами 24 и свариваются ультразвуковым керпом 25. После
сварки горловин пакетов вакуум-захваты 7 опускаются и накеты под действием центробежной силы и силы тяжести выводятся па с-т1 одян1,ий транспортер.
Предмет изобретения
Автомат для изготовления, наполнения и запечатывания пакетов из лепточного термосклеивающегося материала, содержащий приспособление для складывания ленты вдвое, укреплеппую на вертикальном валу плапшайбу, несущую механизм для образования продольного шва пакетов и вакуум-захваты для раскрывания пакета, один из которых устаиовлен с возможностью радиального перемещения, а другой - поворота в вертикальной плоскости, и механизм для образования шва на горловине пакета, имеющий пагревательпый элемент, отличающийся тем, что., с целью обеспечения увеличения объема упаковки, механизм для образования шва на горловине пакета представляет собой пару протяжных бесконечных лент для зажима горловины, установленных на пути перемещения
планшайбы после зоны образовапия продольного щва, а нагревательный элемент установлен в зоне рабочих ветвей лент, причем поворотный вакуум-захват в отведенпом положении служит склизом для выдачи готового
пакета.
2J
Фиг
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления, наполнения и запечатывания пакетов из ленточного термосклеивающегося материала | 1970 |
|
SU420501A1 |
| Автомат для изготовления пакетов из ленточного термосклеивающегося материала и наполнения их сыпучим продуктом | 1991 |
|
SU1794039A3 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ | 1972 |
|
SU346183A1 |
| АВТОМАТ ДЛЯ ПАТРОНИРОВАНИЯ ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 1965 |
|
SU223626A1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| Устройство для изготовления пакетов из полимерной ленты и наполнения их сыпучим продуктом | 1978 |
|
SU763188A1 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ГАБАРИТНЫХ ИЗДЕЛИЙ В ПЛЕНКУ | 2020 |
|
RU2752990C1 |
| Устройство для формования пакетов из ленточного материала и их наполнения | 1977 |
|
SU713774A1 |
| Устройство для изготовления пакетов из пленочного материала,их заполнения и запечатывания | 1978 |
|
SU735490A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1971 |
|
SU304735A1 |
6-6
22 I
Z/
Фиг- 5
