Изобретение относится К технике упаковки, а именно к упаковке изделий в термосклеивающуюся пленку.
Известно устройство для изготовления, наполнения и запечатывания пакетов из ленточиого термосклеивающегося материала, содержащее питатель, рулонодержатель, формователь рукава с приспособлением для образования шва на рукаве, нару протяжных трапспортеров с зажимамп, а также меха1П1зм для образования и резки поперечного шва и отводящий транспортер.
С целью обеспечения упаковки изделий двух типоразмеров в предлагаемом устройстве па транспортерах параллельно зажимам укренлевы дополнительные зажимы с шагом, соответствующим длине другого изделия, причем все зажимы смонтированы консольно, а транспортеры - с возможностью поперечного смещения.
Устройство снабжено счетным механпзлгом, имеющим щуп, блокирующий счетный рычаг.
Кроме того, протяжные транспортеры связаны между собой ловнтелями и подпружиненной клиновой щеколдой, снабженной р)чкой.
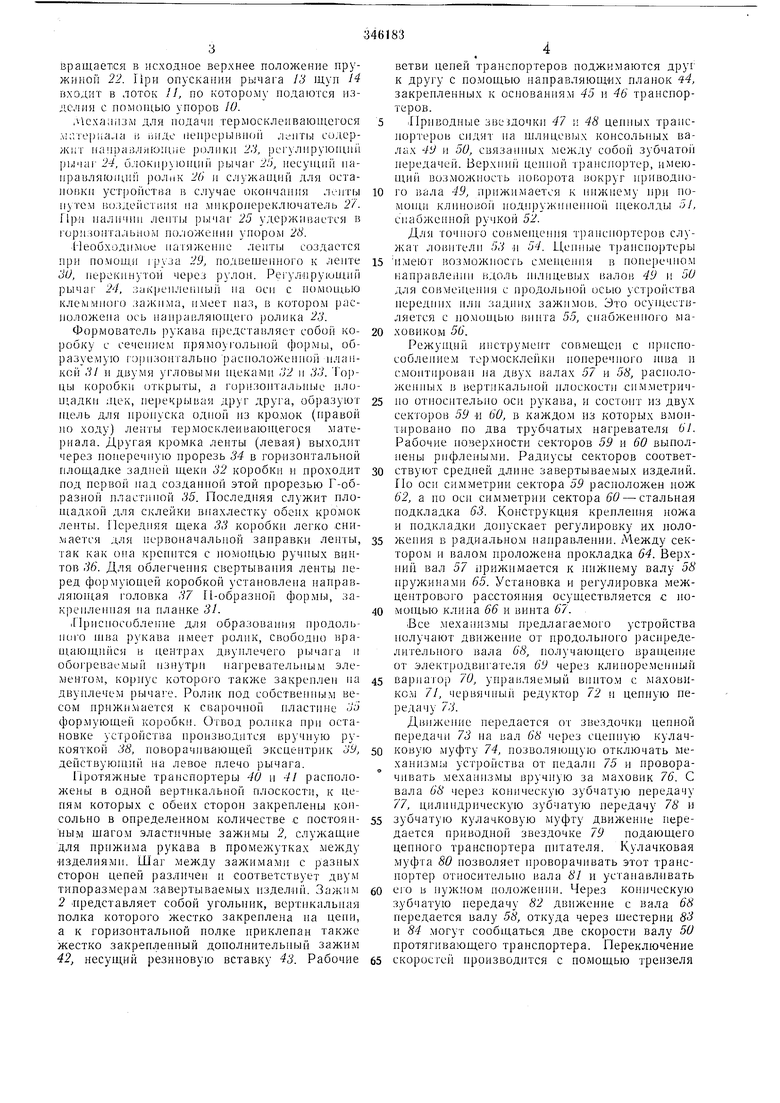
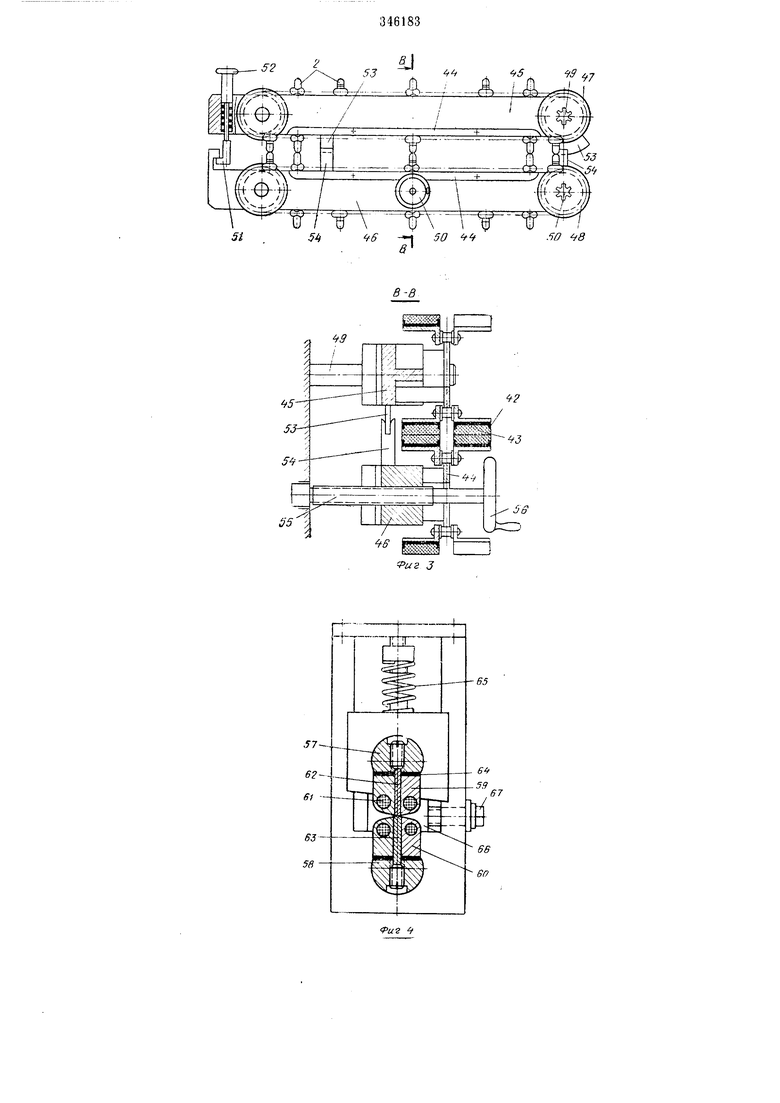
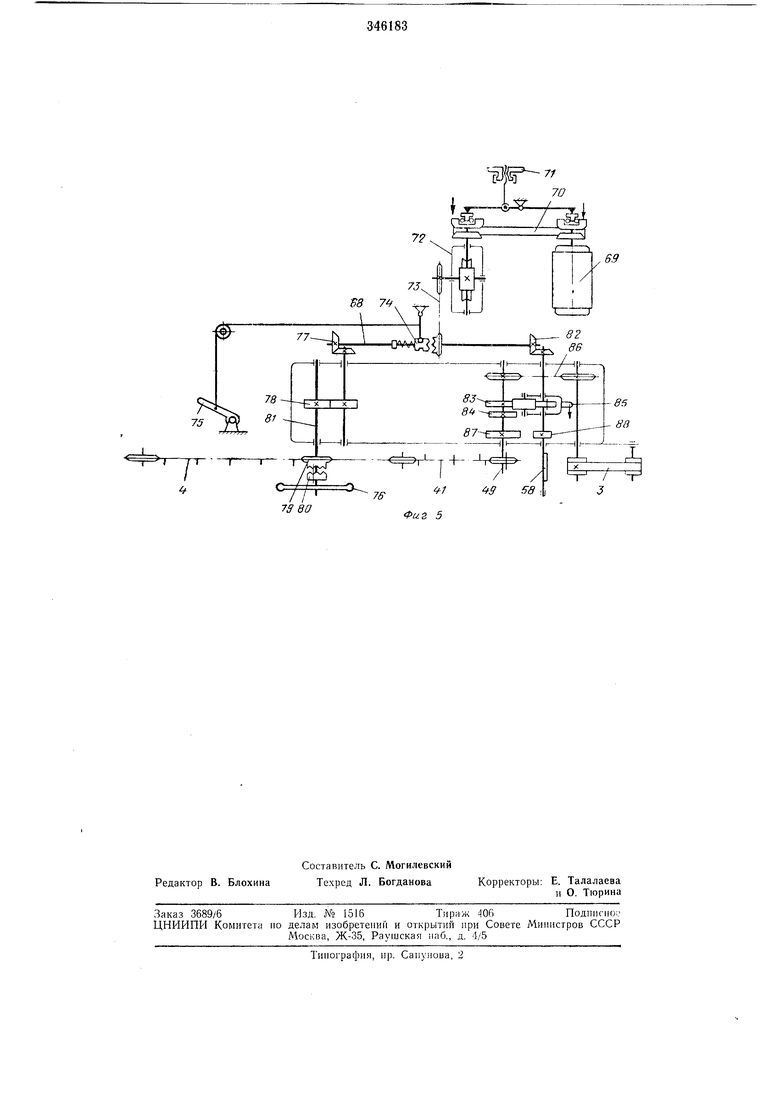
На фиг. 1 показано предлагаемое устройство; на фиг. 2 - разрез но Б-Б на фиг. 1; на фиг. 3 - протяжные транспортеры, разрез по В-В; па фиг. 4 - режущий инструмент; на фиг. 5 - кинематическая схема.
Предлагаемое устройство имеет пнгателЬ, счеппзп механизм, рулонодержатель / с механизмом подачи материала, формователь рукава, протяжные транспортеры с зажимами 2, режущий инструмент и отводящ1 Й транспортер 3.
Питатель представляет собой ценной транснортер, содержапип втулочно-роликовую цепь 4, приводную и натяжную звездочки 5 п 6. Верхняя ветвь цепи скользит по нанравляюПлей 8, а нпжпяя - по нaнpaвляющeii .9. К и.еП 4 с постоянным шагом закреплены упоры 10, входящие в лоток //. в который вручную укладываются изделия. В месте загрузки изделий в лоток имеется столик V2.
Счетный механизм содержит двуплечий счетный рычаг 13, сидящпй на шарннриой оси и сам несущий шарнирную ось, на которой свободно смонтирован щуп 14. Щуп стремнтся поверпуться но часовой стрелке, но удержпвается упором 15 на рычаге 13. На вертикальпом плече рычага 13 имеется штырь 16, в который упирается под действием пружины 17 угловой рычаг , сидящий па шариирной оси и несущий винт 19, которым можно воздействовать иа микропереключатель 20, связанный с электроимиульс)1ым счетчиком. Рычаг 13 периодически поворачивается на определенный угол от 21, закрепленного на приводной звездочке траиспортера, а возвращается в исходное верхнее положение пружиной 22. При опускании рычага 13 щуи 14 входит в лоток И, по которому подаются изделия с помои1;ыо упоров 10. .Чсхаппзм для йодами термосклеиваюп1егося .i:rrepiia..ia is )1иде пеирсрывисм ;|енты содерЖ1П iiaipaiJ.UHtoiiuie ролики 23, рсмулируюпии рыча|- 24, блокируюпи1и рычаг 2i), несущий паираилякяций ролик 26 и служани-1н для остаiiotsKH уст зойства в случае окончания ленты иутем во: де1|СП 11я на .мнкроне)еключатель 2/. При наличии ленты рычаг 25 удерживается в |ори:ю1Г1а;1ьнол1 пс).:1ожении упором 28. МеоОходимое иагя/кенне ленты создается при иомош,и груза 29, подвешенного к лейте 30, перекинутой через рулон. РегуЛНруюндн рычаг 24, :;акре11леины1 1 на осн с номонлыо клеымиого зажима, имеет паз, в котором расположена ось нанравля1оп,е1ч) ролика 23. Формователь рукава представляет собой коробку с сеченнем прямоу14)льпой формы, образуемую горизонтальпо расиоложенной нланкой 31 п двумя угловыми П1екамп 32 и 33. То)ПВ1 коробки открыты, а гор1 30 ггал1зпые нлоиитдкн ;дек, нерекрывая друг друга, образуют Н1,ель для пропуска одной пз кромок (правой по ходу) ленты термосклепваюн|.егося материала. Другая кромка лепты (левая) выходит через нонеречиую прорезь 34 в горизонтальной Г1лон.1,адке задней щеки 32 коробки и проходит под первой над создапной этой прорезью Г-образной пластиной 35. Последняя служит плон адкой для склейки вгшхлестку обеих кромок лепты. Передняя щека 33 коробки легко снимается для нервоначальной занравки ленты, так как она креннтся с помощью ручных винтов 36. Для облегчепня сверт э1вания ленты перед формуюн1ей коробкой установлена направляюп;ая головка 37 П-образпой фор.мы, закрепленная на нланке 31. i 1рисиособленне для образования иродольHtiio щва рукава имеет ролик, свободно вранииощпйся в центрах двуплечего рычага и обогреваемый нзиутрп нагревательным элементом, корпус которого также закреплеп па двуплечем рычаге. Ролик под собствеппым весом прижимается к сварочной пластине 35 формующей коробки. Отвод ролика ири остановке устройства нроизводптся вручную рукояткой 38, поворачивающей эксцептрик 39, действуюгций па левое плечо рычага. Протяжные транспортеры 40 п 41 расположены в одной вертнкалыюй плоскости, к цепям которых с обеих стороп закреплены консольно в определенном количестве с постояпным щагом эластичные зажимы 2, служащие для прижима рукава в промежутках между изделиями. Шаг между зал имами с разных сторон цепей разлпчеп п соответствует двум типораз.мерам .завертываемых изделий. Зажим 2 представляет собой угольник, вертикальная полка которого жестко закреплена па цени, а к горизонтальной полке приклепан также жестко закрепленный дополнительный зажим 42, несущий резиновую вставку 43. Рабочие ветви цепей траиспортеров поджимаются друг к другу с помощью нанравляюЩИх планок 4, закренленных к основанпям 45 н 46 транспортеров. .Приводные звездочки 47 и 48 цеииых транспортеров сидят на щлицев1лх консольных валах 49 и 50, связаииых между собой зубчатой нередачей. Верхний ценной транспортер, имеющий возможность новорота вокруг приводпого вала 49, прпжимается к нижнему нри помощи клнновоГ| поднружниенно Н1еколды Jl, снабжеппой ручкой 52. Для T04noi-o соимещення т)анснортеров служат ловптелн 53 и 54. Цепные транспортеры нмеюг воз.можносгь с.меп1,ен11я в поперечном нанравле1 11п вдоль нкчицевых вало1 49 и 50 для совмеп1,ения с иродольной осью устройства передних нлн зад1Н1х зажнмов. Это осуществляется с номонтью 55, снабжеииого маховиком 56. Режупщй пнструмепт совмещен с нриспособлеиием термосклейки поперечиого И1ва и смонтирован на двух валах 57 и 58, расположен1Пз1х в вертикальной нлоскостп спм.метричио относнтельно оси рукава, и состоит из двух секторов 59 « 60, в каждом из которых вмонтировано по два трубчатых нагревателя 61. Рабочие новерхностн секторов 59 п 60 выполнены рифлеными. Радиусы секторов соответствуют средней длние завертываемых изделий. По осп симметрии сектора 59 расиоложеп нож 62, а по оси симметрии сектора 60 - стальная подкладка 63. Копструкцня крепления ножа и подкладки доиускает регулировку их положеиия в радиальном направлепии. Между сектором н валом проложена прокладка 64. Верхпий вал 57 прижимается к нижнему валу 5 нружипами 65. Установка и регулировка межцептрового расстояиия осуи;ествляется с помощью клина 66 и вннта 67. Все .механпз.мы предлагаемого устройства получают движепие от продольного расиредели1ельиого вала 68, иолучающего вращение от электродвнгателя 69 через клнноре.менный вариатор 76, управляемый впитом с маховиком 71, червячны редуктор 72 цеппую передачу 73. Движешш передается от звездочки цениой передачи 73 па вал 6. через сцепную кулачковую муфту 74, позволяющую отключать мехапизмы устройства от педали 75 и проворачивать механпзмы вручную за маховик 76. С вала 66 через коническую зубчатую передачу 77, цилиндрическую зубчатую передачу 78 и зубчатую кулачковую муфту движенпе передается приводной звездочке 79 подающего цепного транспортера пнтателя. Кулачковая муфта 80 нозволяет проворачивать этот транспортер отиосительио вала 81 и устапавливать сто в иужном положении. Через коническую зубчатую нередачу 82 движение с вала 68 нередается валу 58, откуда через щестерни 8 и 84 могут сообщаться две скорости валу 50 протягивающего транспортера. Переключение
85. Отводящий транспортер 3 получает движение через цепную передачу 86 от вала 50. На по.следнем закреплена гнестерия 87, связывающая вал 50 с валом 49 протяг11ваюн;его транспортера 40, а на валу 57 крспптся шестерня 8S. зацепляющаяся с щестернен вала 58.
Устройство работает следующим образом.
Лента термоскленвающегося материала нз рулона, обогнув направляющие ролики 23 и направляющую головку 37, протягивается через формующую коробку, в которой принимает форму рукава прямоугольного сечения. Продольный щов непрерЫЕ но фopмyc.Ioгo и движущегося рукава термосклеивается рифленым роликом 36, в который вмонтирован нагревательный элемент.
ИздеЛИя, вручн}ю укладываемые в лоток 11 подающего транспортера нитателя, при непрерывном движении цепи 4 перемещаются по лотку упорами 10, закрепленными на цепи 4 с постоянным niaroM, и подаются в сформоваинын рукав. Мепрерывное протягпванпе рукава вместе с уложенными п него изделпям1г осуществляется двумя цепнымп транспортерами 40 п 41 путем захвата рукава эластичными зажимами 2 в нромежутка.х между изделиями.
Далее секторами 59 и 60. враидающимнся навстречу друг другу, рукав в ннтервале между изделиями термосклеивается, при этом образовавшийся щов разрезается посередине пожом 62, расположепиым по оси симметрии верхнего сектора 59. За время оборота секторов участок рукава со следующим пзделием успевает переместиться между валами 57 и 58 секторов па один И1аг.
Готовые накеты с изделнями выдаются ленточным транспортером .). Учет изделий, подаюпи1хся в формук) коробку, производится € помои,ью счетного ycTpoiicTBa, кото|)ое работает следующ 1м образом.
/При своем BpauieHiiH звездочка 79 роликом 21 нажимает на 1оризоиталы ое нлечо счетного рычага /-, при опускании которого шуп 14 также опускается и входит в лоток //. Одповременно поворачивается угловой рычаг 18.
При наличии изделия в лотке // правое плечо щупа упрется в пего, а его левое плечо опустится и освободит путь угловому рычагу 18. Последн.ий нод действпем пружины 17 повернется и нажмет на мнкроиереключатель 20,
который дает сигнал счетчику. Когда ролик 21 освободит рычаг /,), ои под действием пружины 22 возвратптся в исходное положение и своим И1тырем 16 возвратит в исходное положенне угловой рычаг 18. Щуп 14 также займет исходное положение. Если изделие в лотке 11 отсутствует, то щуп 14 войдет в него при опускании рычага 13 и не повернется, благодаря чему угловой рычаг 18 не повернется. При
этом отсчет не нропзводится.
Так как за один оборот звездочки 79 подающий транспортер питателя перемест1ггся точно на один щаг, то и механизм счета соверщпт один пнкл.
Для переналадки устройства на упаковку другого типоразмера изделий необходимо сдвинуть нротяг 1ва10Щ11е транспортеры 40 и 41 в поперечном направлении с помощью винта 55 и маховпка 56, нереключить зубчатую
передачу привода протягивающих транспортеров и установить кулачковую муфту привода подаюн1его транспортера питателя в требуемое положепис.
25
Предмет пзобретения
1.лстро| 1ство для изготовлеппя, нанолнення н запечатывания пакетов пз ленточного термоскленвающегося матерпала, содержащее питатель, рулонодержатель, формователь рукава с прпспособлеинем для образования продольного щва на рукаве, пару протян ных транспортеров с зажимами, механпзм для образовання и резки нонеречного щва и отводяHiiiii гранспортер, отличающесс.ч тем, что, с целью изделий двух типоразмеров, на транспортерах параллельно зажимам укреплеиы дополиительи1,1е зажимы с тагом,
соответстиуюн1им длине другого изделия, причем все зажимы смоигнроваиы консольно, а транспортеры - с возможностью попсречно1о смещения.
2.УстроГ1ство по н. 1, отличающееся тем, что оно снабжено счетным механизмом, имеющим щун, блокируюн чй счетный рычаг.
3.Устройство по п. 1, отличающееся тe, что протяжные трапспортеры спязапы между собой ловителями и иоднружиненной клнповой щеколдой, снабл енпой ручкой. 6 If 5 ЗБ у /fff 4; 57
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки в пакеты из термосклеивающегося материала | 1975 |
|
SU602412A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ, НАПОЛИЕНЩ^ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ЛЕНТОЧНОГО ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА:лт:пт«о-тшш'1РС«АН | 1971 |
|
SU309877A1 |
| Устройство для изготовления пакетов с плоским дном из ленточного термосклеивающегося материала | 1976 |
|
SU655597A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯШТУЧНЫМИ ПРЕДМЕТАМИ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ЛЕНТОЧНОГО ТЕРМОСКЛЕИВАЮЩЕГОСЯМАТЕРИАЛА | 1972 |
|
SU424768A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ И | 1973 |
|
SU404707A1 |
| Устройство для упаковки в пленку тестообразных масс | 1979 |
|
SU865697A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ПАКЕТОВ | 1972 |
|
SU335817A1 |
| Устройство для упаковки рулонов | 1978 |
|
SU763190A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
J/32
Bud A
TJ
J- J5
//
/
/
X
4-5 ,
7
.5V7 8
2
3
65
i 7. Ъ8 7ff 9 Pus 5 ff8
