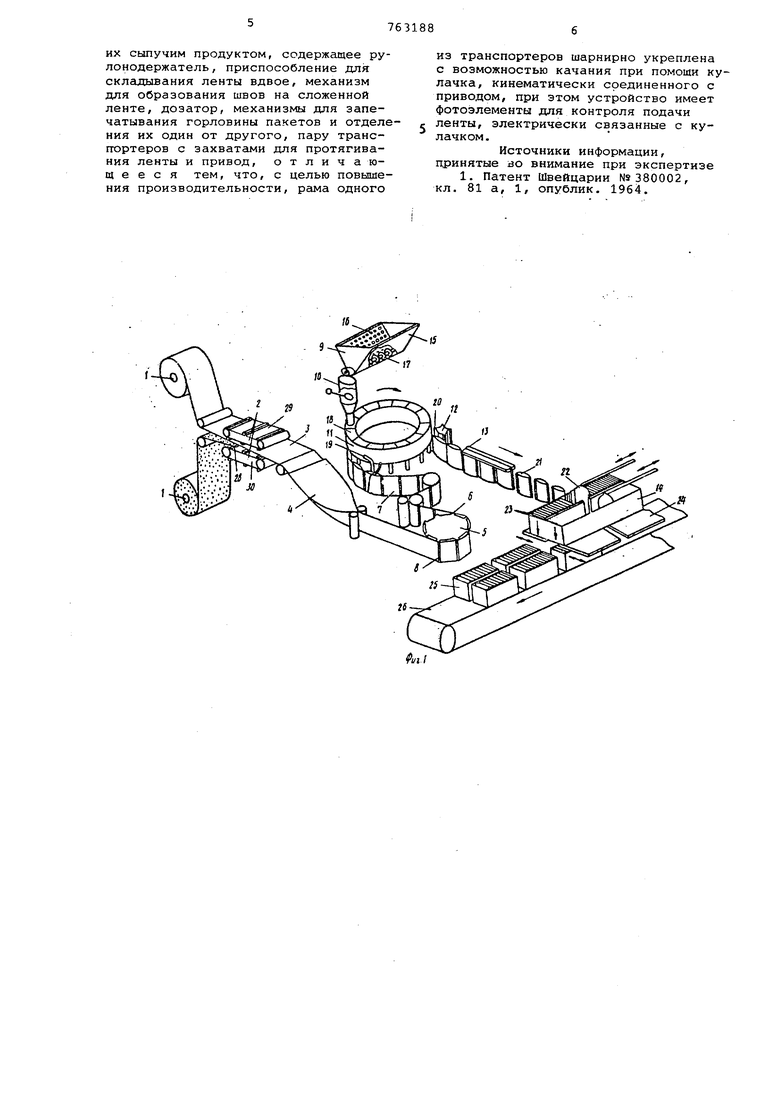
Изобретение относится к упаковочно-фасовочному оборудованию. Известно устройство для изготовле ния пакетов из полимерной ленты и наполнения их сыпучим продуктом, содержащее рулонодержатель, приспособление для складывания ленты вдвое, механизм для образования швов на сложенной ленте, дозатор, механизмы для запечатывания горловины пакетов и отделения их один от другого, пару транспортеров с захватс1ми для протягивания ленты и привод iTj . Однако в этом устройстве отсутствует надежная, под автоматическим контролем, подача ленты к приспособлению для складывания ленты вдвое и механизму для образования швов, чт не позволяет достигать высокой производительности изготовления пакетов Целью изобретения является повы-, шение производительности. Цель достигается тем, что в предлагаемом устройстве рама одного из транспортеров шарнирно укреплена с возможностью качания при помощи кулачка, кинематически соединенного с приводом, при этом, устройство имеет фотоэлементы для контроля подачи ленты, электрически связанные с кулачком. На фиг. 1 изображено схематично устройство для изготовления пакетов из полимерной ленты и наполнения их сыпучим прюдуктом; на фиг. 2 - кинематическая схема механизма автоматической подачи ленты. Устройство состоит из установленных в порядке технологического процесса кинематически соединенных между собой рулонодержателей 1, механизма 2 автоматической подачи упаковочной ленты 3, приспособления 4 для складывания ленты вдвое, механизма для образования швов на сложенной ленте в виде барабана 5 с нагревательными элементами 6 для образования секций 7 пакетов путем сваривания поперечных швов 8 на ленте упаковочного материала. Кроме того, уст ройство содержит дозатор с аэрационно шнековым питателем 9 подачи потока сыпучего продукта, например отбеливающего-моющего средства, массометром 10 для контроля массы непрерывного потока продукта, дозировочнофасовочным ротором 11 для деления потока Продукта на дискретные порции и засыпки их в открытые секции пакетов, механизм 12 для отделения пакетов один от другого (от ленты) и механизм 13 для запечатывания горловины пакетов. Причем, механизм для отделения секций и механизм для запечатывания горловины пакетов могут быть установлены один за другим в любой последовательности. В конце по ходу технологического процесса устройства установлен механизм 14 для групповой упаковки пакетов.
Питатель 9 выполнен с двойными стенками 15, причем во внутренних стенках выполнены отверстия 16, а на дне питателя установлен шнек 17. Ротор 11 снабжен воронкообразными отсеками 18 и соплом 19 для подачи воздуха , а механизм 12 - ножами 20 для (Отделения пакетов 21. Механизм 1 для групповой упаковки снабжен толкателями 22, секциями 23, опорными заслонками 24 и предназначен для упаковки пакетов в картонные коробки 25 Для отвода картонных коробок 25 служит транспортер 26.
Устройство снабжено фотоэлементами 27 для контроля подачи ленты с рулонодержателей, электрически связанными с кулачком 28, привод (на чертеже не указан) которого кинематически связан с барабаном 5. Рама 29 транспортера 30 шарнирно укреплена на оси 31 и взаимодейстззует с транспортером 32. Причем транспортеры 30 и 32 снабжены захватами 33 для протягивания ленты.
Через отверстия 16, выполненные во внутренних стенках питателя, покрытых тканью, в его внутреннюю полость под избыточным давлением подается воздух, создавая аэрацию продукта и увеличивая его текучесть, чт предотвращает слеживание. Шнеком 17 продукт непрерывным потоком подается в камеру массометра 10, который регулирует постоянство массы подаваемого продукта в установленных пределах. Из массометра поток продукта направляется в воронкообразные отсек 18 ротора 11.
Одновременно лента 3 упаковочного материала с рулонодержателя 1 подается на приспособление 4, на котором .складывается вдвое вдоль полосы, а затем поступает на барабан 5, где нагретые элементы б сваривают ленту поперечными швами 8, и на ней образуются секций 7 пакетов. При подходе к отсекам 18 фасовочного ротора 11 секции пакетов раскрываются, например, воздухом, HarHexaeivibE. через сопло 19, ив них опускаются телескопические трубчатые насадки. Во время вращения ротора непрерывная струя продукта заостренными перегородками отсеков делится на дискретные порции и засыпается в пакеты. При выходе с ротора лента с зафасованными продуктом секциями ножами 20 вращающегося механизма 12 разрезается на отдельные пакеты 21, которые поступают на механизм 13 запечатывания горловин, а затем на механизм 14 групповой упаковки. Толкатели 22, работающие поочередно, группируют пакеты (один вправо, а другой влево) в секциях 23. После наполнения секций поочередно отводятся опорные заслонки 24, и групп пакетов поступают во вторичную тару, например картонные коробки 25, которые подаются транспортером 26.
После затаривания во вторичную транспортную упаковку продукт отправляется по назначению.
По окончании упаковочной ленты, подающейся, например, с верхнего рулонодержателя 1, по сигналу фотоэлемента 27 (фиг. 2) однооборотная муфта (не показана) сообщает один оборот кулачку 28. В процессе одного оборота кулачка 28, привод которого кинематически связан с барабаном 5, рама 29 транспортера 30, вращаясь
вокруг оси 31, прижимает рабочую ветвь транспортера 30 к рабочей ветв транспортера 32. При этом заранее заправленный в щель между транспортерами конец 34 ленты с нижнего рулонодержателя прижимается к концу ленты с верхнего рулона. Во время совместной подачи между сварочными колодками-захватами 33 конец 34 ленты с нижнего рулона приваривается к остатку ленты с верхнего рулона, после приварки конца ленты транспортер 30 отводится. Сращенная лента далее подается на приспособление 4 для складывания ее вдвое.Замена ленты с нижнего рулонодержателя производится аналогично. В устройстве все технологические операции (от заправки, подачи материала и фасовки продукта до его транспортной упаковки) осуществляются в непрерывном технологическом процессе в одном агрегате при .единой кинематической связи всех механизмов и узлов.
Устройство обеспечивает скоростное изготовление пакетов до 400 штук в минуту и выше, а также .фасовку продукта, в том числе трудносыпучего и склонного к сводообразованию, при автоматизации начальных и конечных операций. Благодаря расчленению узлов, выполняющих отдельные операции, автоматический агрегат прост в изготовлении и отладке. Он может найти применение также в массовом производстве пакетов с сахаром, солью разового пользования.
Формула изобретения
Устройство для изготовления пакетов из полимерной ленты и наполнения
их сыпучим продуктом, содержащее рулонодержатель, приспособление для складывания ленты вдвое, механизм для образования швов на сложенной ленте, дозатор, механизмы для запечатывания горловины пакетов и отделения их один от другого, пару трансшэртеров с захватами для протягивания ленты и привод, о т л и ч а юсц е е с я тем, что, с целью повышения производительности, рама одного
из транспортеров шарнирно укреплена с возможностью качания при помощи клачка, кинематически соединенного с приводом, при этом устройство имеет фотоэлементы для контроля подачи ленты, электрически связанные с кулачком.
Источники информации, принятые йо внимание при экспертизе
1. Патент Швейцарии N8380002, кл. 81 а, 1, опублик, 1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления пакетов из ленточного термосклеивающегося материала и наполнения их сыпучим продуктом | 1991 |
|
SU1794039A3 |
| Устройство для изготовления,наполнения продуктами и запечатывания пакетов из термосклеивающегося материала | 1979 |
|
SU1002187A1 |
| и ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ЛЕНТОЧНОГО |Ий1:-н :. .. УПАКОВОЧНОГО МАТЕРИАЛА| BilBJlHCTEKA::"!-''Др1;., .•SsftlJl | 1973 |
|
SU378358A1 |
| УПАКОВОЧНЫЙ АВТОМАТ | 1998 |
|
RU2191722C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕЙСЯ ПЛЕНКИ | 2019 |
|
RU2693543C1 |
| Устройство для упаковки сыпучих продуктов в пакеты | 1972 |
|
SU486963A1 |
| Устройство для изготовления, напол-НЕНия пРОдуКТОМ и зАпЕчАТыВАНия пА-KETOB из ТЕРМОСКлЕиВАющЕгОСя МАТЕРи-АлА | 1978 |
|
SU821295A2 |
| АВТОМАТ ДЛЯ УПАКОВКИ И ИЗГОТОВЛЕНИЯ ПАКЕТОВ "МАЛЮТКА" | 2000 |
|
RU2200690C2 |
| Устройство для упаковки сыпучих продуктов в пакеты из ленточного термопластичного материала | 1978 |
|
SU745776A1 |
| Устройство для упаковки сыпучих продуктов в пакеты из ленточного термопластичного материала | 1978 |
|
SU745775A1 |

I УУ
JO r.R
.
.2
