1
Изобретение относится к расфасовочной и упаковочной технике, а именно к устройствам для непрерывного формования и заполнения пакетов из одной или нескольких пленок.
Известно устройство для формования пакетов из ленточного материала и их наполнения, содержащее два ротора, соединенные между собой гибкой связью, на которой установлены оправки, приспособление для подачк ленточного материала, дозатор и сварочный механизм 1J.
Однако это устройство работает только из рукавного (трубчатого) материала и не позволяет непрерывно формовать пакеты из полосы, сложенной вдвое, и получать пакеты с перегородками (двойные пакеты) фи работе из нескольких полос с их заполнением разными продуктами.
Кроме того, устройство не позволяет фасовать сильно пылящие продукты из-за значительного выделения пыли в зону заварки пакетов, что приводит к иепроварам, нарушению целостности упаковки и появлению брака.
Цель изобретения - повышение надеж«ости работы при расфасовке пылящихся продуктов, а также обеспечение формования двойных пакетов с перегородками.
Поставленная цель достигается тем, что ;В устройстве вдоль гибкой связи установлен копир, а оправки выполнены телескопическими и связаны с копиром.
При этом телескопические оправки имеют перегородку и в нижней части - ш.ель для разделения оправки на два полураструба.
Кроме того, у входного ротора установлены направляющие для захода концов последних между краями ленточного материала.
Высота щели соответствует высоте перегородки пакета.
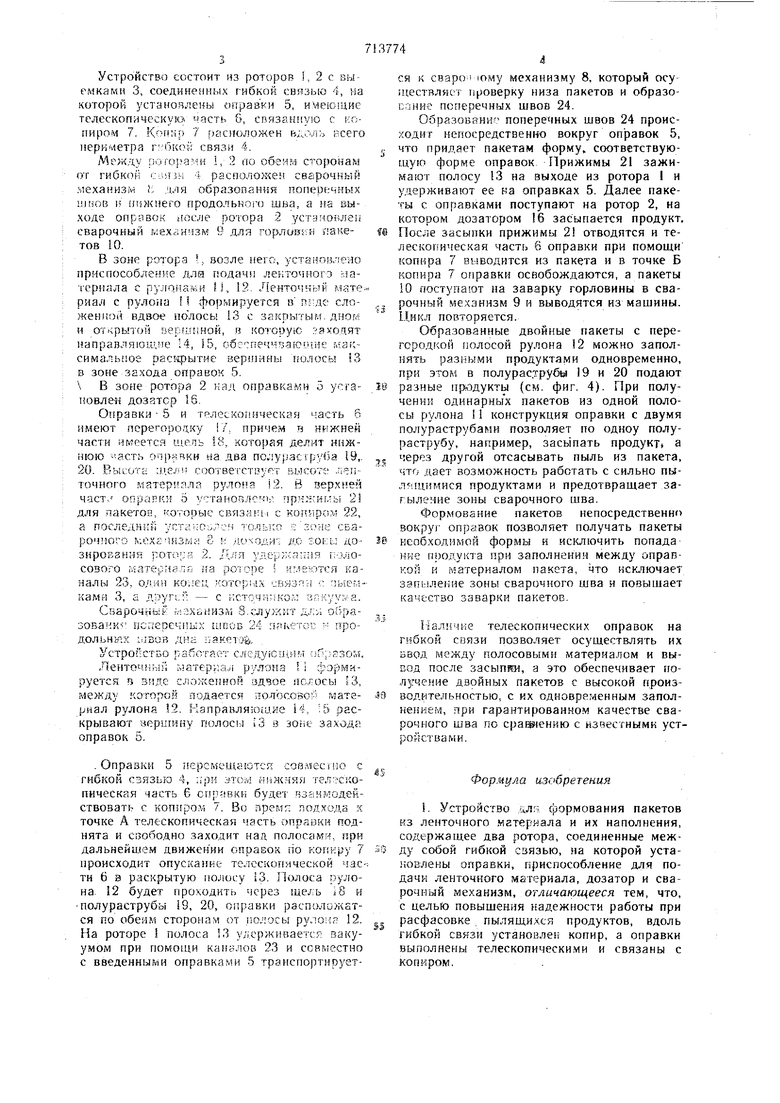
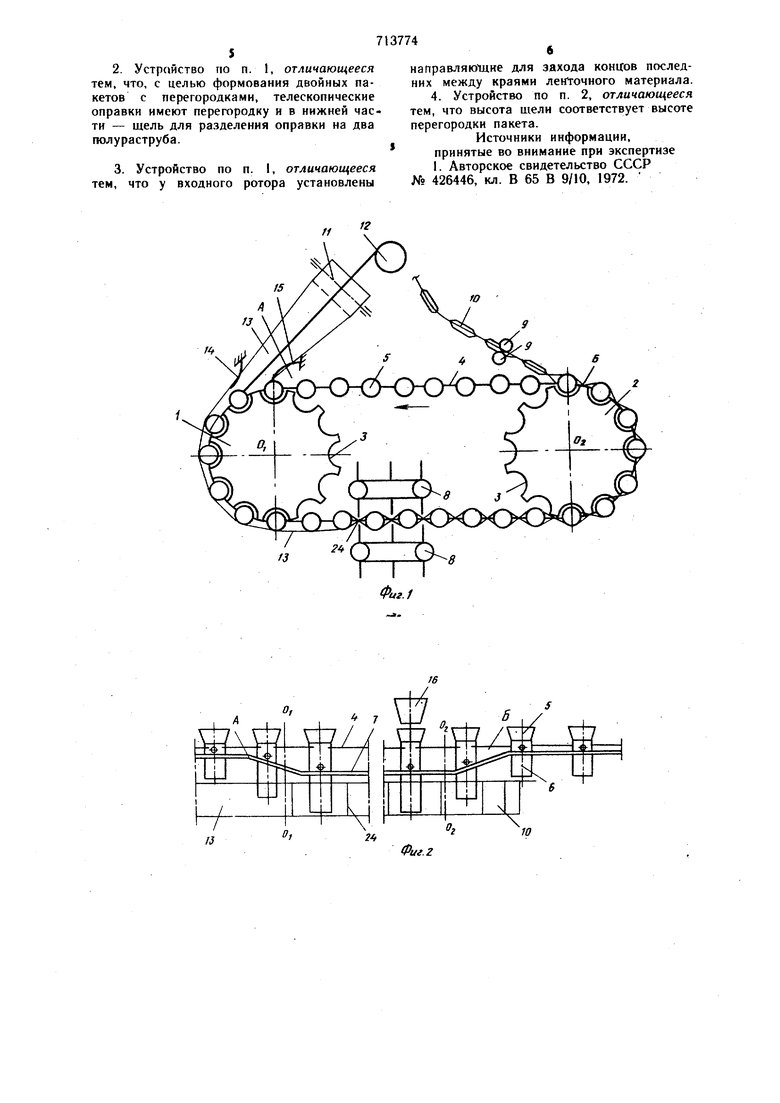
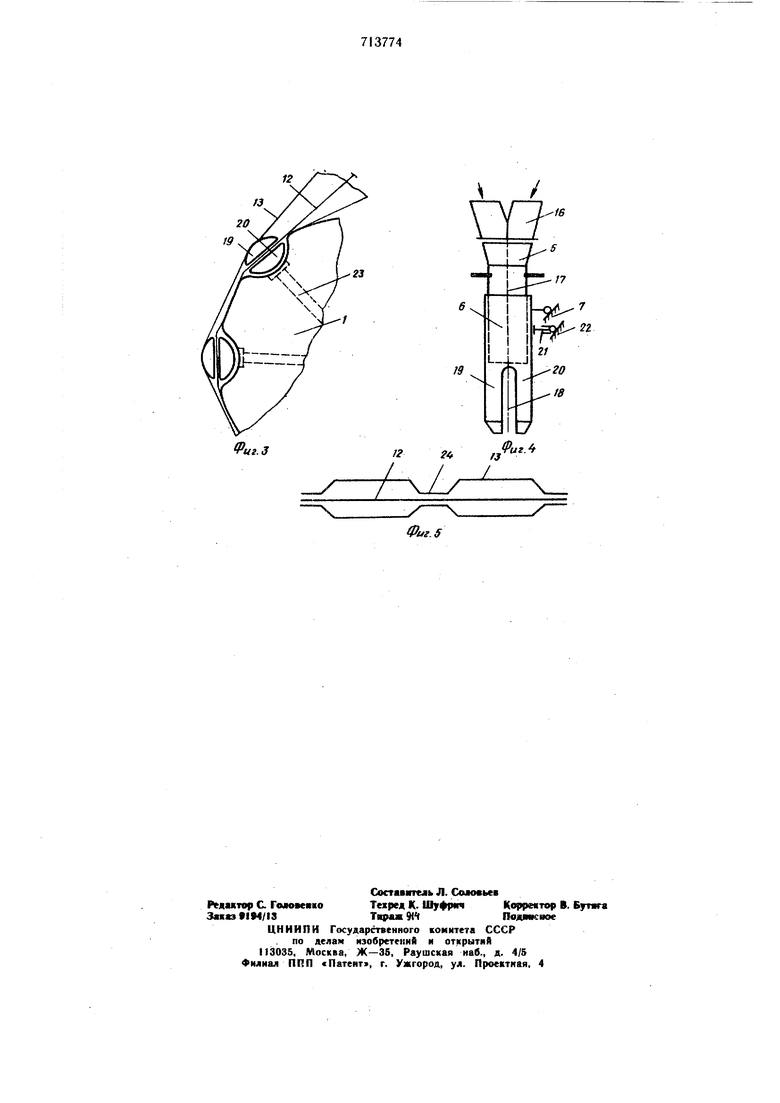
На фиг. 1 изображено схематически устройство для формования пакетов из ленточного материала и их наполнения; на фиг. 2 схема работы телескопических оправок с копиром, в развернутом виде; на фиг. 3 - зона захода оправок между стенками поло.сового материала; на фиг. 4 - оправка; на фиг. 5 - упаковка.
Устройство состоит из роторов 1,2с вы емкамн 3, соединенных гибкой сняз1э о 4, на которой установ.тены оправки 5, имеющие телескопическую, часть 6, спязак у|О с копиром 7. Kornip 7 расположен вдо.пь Рсего периметра пбкой связи 4.
Между роторами 1, 2 по обеим сторонам от гибкой сиязн 4 расположен сварочный механизм ;: .иля образоиания поперечных iiifioB и iiTjKdiero продольного шва, а на выходе оправок после ротора 2 ycTBHOBJieii сварочный механизм 9 для горловЕ-; пакетов 10.
В зоне ротора -, возле него, установлено приспособление дла подачп лекточЕ огэ материала с рулонами 11, 12. Ленточный материал с рулона I форгушруется п п::де сложенной вдвое полосы 13 с закрытым, дном и открытой BepfiiEiHOH, в которую аходят направляющие 14, 15, обеспечиваю мне каксимальпое раскрытие вер. гголосы 13 в зоне захода оправок 5. В зоне ротора 2 над оправка.чи 5 усгзновле-н дозатор 16.
Онравки - 5 и телескопическая часть 6 имеют перегоро.ку 17. причем в нижней части -ил еется щель 18, которая делит нижнюю «асть оправки на два no..vpacrpyiJa 19,. 20. Высота :целм соответству т высоте .rienточного материала рулонз 12. В верхней част, опрапки 5 установлс-:Ь; т рн:1;иг,а 21 для пакетов, которые связан ; с KoiuipoM 22, а последний устанО;. олько s сваропюго мехгчкзма о и доходи-; К; sot:ti дозирования роточй 2. Для удер;к:нп Я полосового матерг{алй а роторе имеются каналы 23, один копвц которыл связи; с пь еинами 3, а други - - с источи; ко/,; зйкууг/а.
Сварочный S.c y JUiT д. обрззованку гюггеречных ашов 24 пакето ;- продольних -ивов дна пакетоа,
Устройство работает с 1едую 1н, оГ:;взои,
Ленточнь Й атериал рулона 1 i фЭ|-гмируется в виде сложенной вдвое 1ю,/;осы 3, между которой подается лолосово : материал рулона 12. Каправляюш.ие 14, ;5 раскрывают зершину ПОЛОС ; i3 3 зоне захода оправок 5.
. Оправки 5 персл{ещаются совмеслю с гибкой связью 4, :;ри этом нижняя телес пическая часть 6 будет вз;1Иг/ одействозать с Kon po;vi 7. Во премп подхода х точке А телескопическая часть O ipai;n поднята и свободно заходит над полос 1ми, гфи дальнейшем движении опраЕО do копиру 7 происходит опускание телеско1(ической ч.ас-. ти 6 в рас рытую 1 олосу 13. Полоса рулона. 12 будет проходить через щель i8 и полураструбы 19, 20, оправки расположатся по обеим сторонам от юлосы руло:-:я 12. На роторе 1 полоса 13 удерживается вакуумом при помощи каналов 23 и совместно с введенниьчи оправками 5 транспортируется к CBapo i юму механизму 8, который осуществляет проверку низа пакетов и образоиглние поперечных швов 24.
Образовйние поперечных швов 24 происходит непосредственно вокруг оправок 5, что придает пакетам форму,, соответствующую форме оправок Прижимы 21 зажимают полосу 13 на выходе из ротора I и удерживают ее на оправках 5. Далее пакеты с оправками поступают на ротор 2, на котором дозатором 6 засыпается продукт,
s После засыпки прижимы 2 отводятся и телескопическая часть 6 оправки при помощи копира 7 выводится из пакета и 3 точке Б копира 7 оправки освобождаются, а пакеты 10 поступают на заварку горловины в сва, рочный механизм 9 и выводятся из машины. Цикл повторяется.
Образованные двойные пакеты с перегородкой полосой рулона 12 можно заполliHTb разными продуктами одновременно, при этом в полурас.трубы 19 и 20 подают
e разные пра-тукты {см. фиг. 4). При получении одинарных пакетов из одной полосы рулона 1 конструкция оправки с двумя лолураструбами позволяет по одноу полураструбу, например, засУпать продукт а
через другой отсасывать пыль из пакета, что дает возможность работать с сильно пылящимися продуктами и предотвращает загыление зоны сварочного щва.
Формование пакетов непосредственно вокруг оправок позволяет получать пакеты
B ксобходимой формы и исключить попадание продукта при заполнении между оправкой и материалом Г акета, что исключает зэпыление зоны сварочного шва и повышает качество заварки пакетов.
Наличие телескопических оправок на гибкой связи позволяет осуществлять их ввод между полосовыми материалом и вывод после засыпгш, а это обеспечивает по,..15гчение двойных пакетов с высокой производительностью, с их одновременным заполнекиегл, при гарантированном качестве сварочного шва по сра 1ению с известными устройствами.
Формула изобретения
. Устройство для формования пакетов КЗ ленточного материала и их наполнения, содержащее два ротора, соединенные между собой гибкой связью, на которой уста юв-лены огфавки, приспособление для подачн ленточного материала, дозатор и сварочный механизм, отличающееся тем, что, с целью повышения надежности работы при
расфасовке , пылящи.кся продуктов, вдоль гибкой связи установлен копир, а оправки выполнены телескопическими и связаны с ко п.ч ром.
2.Устройство по п. 1, отличающееся тем, что, с целью формования двойных пакетов с перегородками, телескопические оправки имеют перегородку и в иижией части - щель для разделения оправки на два полураструба.
3.Устройство по п. I, отличающееся тем, что у входного ротора установлены
направляющие для захода концов последних между краями ленточного материала. 4. Устройство по п. 2, отличающееся тем, что высота щели соответствует высоте перегородки пакета.
Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР № 426446, кл. В 65 В 9/10, 1972. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для расфасовки и упаковки продуктов | 1982 |
|
SU1076358A2 |
| Автомат для расфасовки и упаковки сыпучих продуктов в пакеты с М-образными боковыми складками из рукавных термопластичных пленочных материалов | 1986 |
|
SU1369989A1 |
| Устройство для расфасовки и упаковки продуктов | 1981 |
|
SU969599A1 |
| Устройство для запечатывания горловин пакетов | 1977 |
|
SU649621A1 |
| Устройство для упаковки продуктов в пленку | 1977 |
|
SU660895A1 |
| Устройство для расфасовки и упаковки продуктов | 1985 |
|
SU1265085A1 |
| Устройство для упаковки продуктов в пленку | 1977 |
|
SU691350A1 |
| Устройство для изготовления пакетов из полимерной ленты и наполнения их сыпучим продуктом | 1978 |
|
SU763188A1 |
| Автомат для расфасовки и упаковки продуктов | 1971 |
|
SU434720A2 |
| Станок для изготовления гибкой ленты двойной кривизны | 1976 |
|
SU685384A1 |
. 7
Ш td7 47
/ П|-
W
Фиг.г
12
/3
20
иг.З
II /
VT7
16
I I
21 2f
19
20 f8
и
J
ФигЛ
iffи
/
