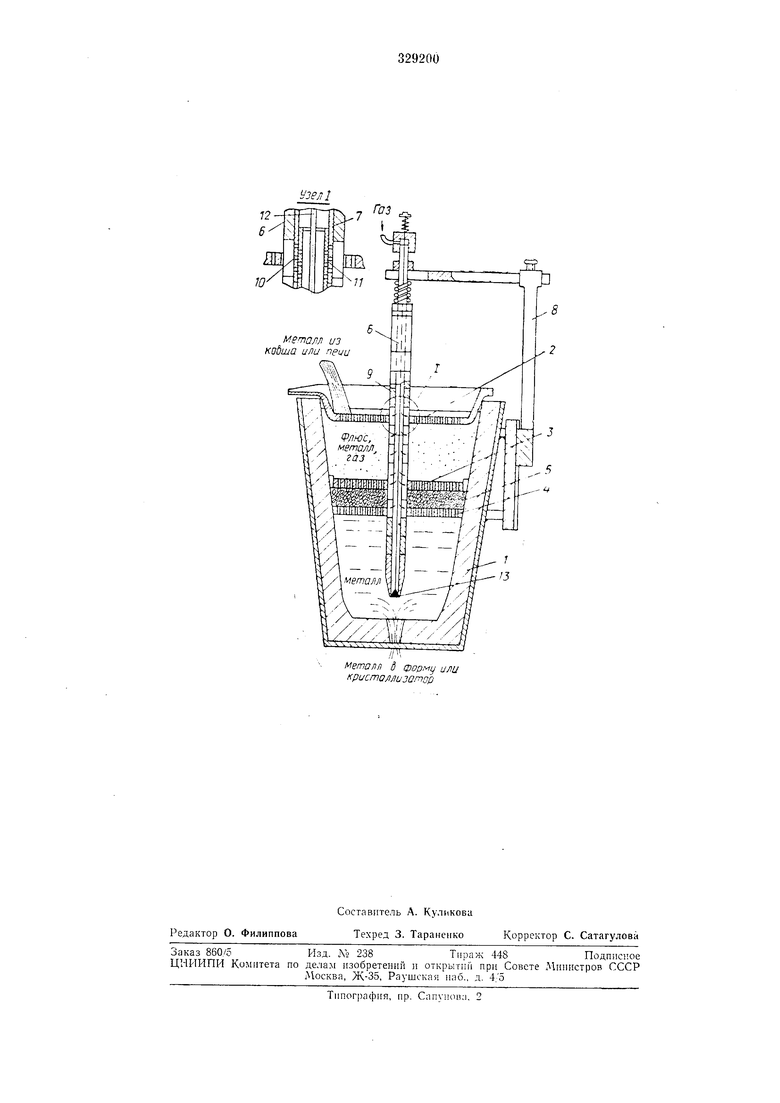
Известно устройство для обработки снлавов, включающее огнеупорную емкость с отверстием в нижней ее частн н вороику с отверстиямн, расиоложенную в верхней частн емкости. Металл, нроиускаемый через вороику, дробится на капли и затем проходит через шлак, находящийся в ег жости. Предлагаемое устройство модифицирует и рафинирует сплав от неметаллических включений. Одновременно оно наполняет литейную форму защитным газом. Это происходит благодаря тому, что в огнеупорном т 1геле ниже воронки установлен фильтр, а через фильтр и вороику пропущен стоиор с полым стержнем, соединенным с нсточннком сл атого газа. Часть стоиора, расноложеииая между воронкой и нижней частью фильтра, выиолнена из пористого иронускающего газ материала, .а нолый стержень стопора в этой же части имеет отверстия в стенке. Внутрн полого стерл пя стопора установлен подвижный золотник, соединенный с иоднружиненной тягой с клапаиом на нижнем ее конце. Па чертеже изображено предлагаемое устройство и узел I. Устройство состоит из тигля / с отверстием в дне, огнеупорной воронки 2, расположенной в верхней частн тигля, сетчатого фильтра, изготовлеииого из двух сеток 5 и 4, между которыми находятся твердый модификатор н флюс 5, и стоиора б с полым стерлчием 7. Стопор неремен|ается в вертикальном нанравлепии механизмом иередвил еиия 8 н набран из отдельных огнеупорных втулок 9. Причем в средней своей частн (эта часть располагается между воропкой 2 и сеткой 4 фильтра) стопор иабран из втулок, изготовленных из пропускающего газ материала, например порпстого огиеупора. Втулки насажены на иолый етерл ;ень. например металлическую пустотелую трубу с отверстиями 10 иа иоверхиостн. Внутри стержня 7 установлен подвпл пый золотник //, соедииеи11ый с поднружннениой тягой 12 с кланаиом 13 на нижнем ее коице. Устройство работает следующим образом. Тигель / в собраппом виде предварительно нагревают в нечи. После нодогрева к стопору подводится ииертиый газ (азот, аргон н т. д). Прн этом стопор 6 перекрывает отверстпе в дне тигля, а золоти :к // смещеи в нижнее нолол еиие н его отверстия не совпадают с отверстиями полого стерлчня 7, а клапан /5 не нерекрывает выходного отверстня стопора 6, и инертный газ подается в форму. После занолиеиня литейной формы газом клапан 13 нодпрул нненной тягой 12 перекрывает входное отверстие стоиора 6. Прн этом отверстия в золотиике // совпадают с отверст 1ямн 10 в полом стержне 7, н газ через норнстый материал имеет возможность npoirrii в тигель / ;i вытеснить из его свободных полостей воздух. Затем через воронку 2 в тигель заливается расилавленный флюс и модификатор до уровня верхней сетки 3. Сразу же иосле заливки флюса в устройство постуиает жидкий силав из ковша или иечи. Л идкий силав вытесняет флюс и модификатор из нижней части тигля. Силав модифицируется и очищается. Как только уровень флюса и модификатора станет несколько выше дна воронки 2, стоиор 6 поднимется, и силав нольется из тигля в литейную форму. При этом будут иметь место нроцессы модифицирования и очистки силава иеносредственно ири ирохождении его из ковша через иредлагаемое устройство. При выдаче снлава из ковша секундная иодача жидкого раснлава должна равняться секундной его выдаче через отверстие в дне тигля. Это равенство расходов достигается ноддержанием иостояниого уровня флюса и модификатора в вороике 2. Таким образом, модифицирование и очистка силава осуществляются комилексно - в результате ирохождения струй жидкого раснлава через отверстия в воронке 2, слой жидкого флюса и модификатора, через отверсгия л сетках 3 и 4 и через слой кускового флюса и модификатора между сетками.
Если необходимо слить и освежить жидкий флюс и модификатор, увеличивают иодачу силава в устройство, ири этом уровень флюса новышается и он будет сливаться по желобу
BopoiiKH 2. Затем подачу сплава в устройство умеиьшают и в тигель иодают свежие флюс и )икатор.
В описаи)юм устройстве могут применяться тигли самой различной емкости: свыше 200 кг (большие тигли) и менее 200 кг (средние и мелкие).
Предмет изобретен и я
1.Устройство для модифицирования и очистки сплавов, включающее огнеуиориый тигель с отверстием в дойной части и воронку
с отверстиями, расиоложенную в верхней части тигля, отличающееся тем, что, с целью интеисификации процесса модифицироваиия и очистки снлава от неметаллических включений, в тигле ниже воронки установлен фильтр,
а через фильтр и воронку ироиущен стопор с иолым стержнем, соедииенным с источииком си атого газа.
2.Устройство по и. 1, отличающееся тем, что часть стоиора, расиоложеиная между вороикой и иижией частью фильтра, выиолиеиа .из пористого проиускаюн;его газ материала, а полый стерл ень стопора в этой же части отверстия.
3.Устройство ио ни. 1 и 2, отличающееся тем, что внутри полого стержня стоиора установлен иодвижной золот)1ик, соединенный с иодиружииениой тягой с клапаном на иижием ее конце.
Металп 8 форму или кристо/тизатор
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СНЛАВОВ С РЕДКОЗЕМЕЛЬНЫМИ МЕТАЛЛАМИ | 1970 |
|
SU281506A1 |
| В.ИБЛИОТЕНА IУСТАНОВКА для | 1968 |
|
SU212278A1 |
| Установка для модифицирования чугуна | 1986 |
|
SU1392113A1 |
| Устройство для бесфлюсовой плавки и разливки магниевых сплавов | 1976 |
|
SU611714A1 |
| Тигель для гарниссажной печи | 1975 |
|
SU617481A1 |
| УСТРОЙСТВО для ДОЗИРОВАНИЯ жидкого МЕТАЛЛА | 1969 |
|
SU236726A1 |
| ,|«~~———"" УСТРОЙСТВО для СЛИВА СТАЛИ ИЗ ЭЛЕКТРОПЕЧИ | 1973 |
|
SU390343A1 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИЕВЫХ СПЛАВОВ СИСТЕМЫ МАГНИЙ-ЦИНК-КАЛЬЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2798498C1 |
| Способ легирования отливок | 2015 |
|
RU2630990C2 |
| ШАХТНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ | 1968 |
|
SU206607A1 |