Известна установка для модифицирования чугуна парами магния в емкости, закрытой зонтом, снабженная обогреваемым тиглем для плавления и содержания в нем жидкого магния, системой дозирования магния и стояком для подачи модификатора в чугун.
Предлагаемая установка отличается,тем, что на конце стояка укреплен испаритель, выполненный в виде емкости с отверстиями в стенках, открытой со стороны, обращенной к днищу емкости с металлом, причем конец стояка заглублен в полость испарителя.
Система дозирования в описываемой установке выполнена в виде дозирующей трубы и трубы подачи модификатора и газа в стояк, причем на трубах имеются отверстия для предотвращения попадания окислов и шлака из тигля в стояк и закупоривания ими выходного отверстия.
Установка снабжена печью для нагрева газа, соединенной трубой с тиглем для модификатора, например магния, и кроме того выполнена перемещающейся относительно емкости с металлом. При проведении процесса модифицирования в предложенной установке новыщается усвояемость магния, процесс легко подается механизации и автоматизации.
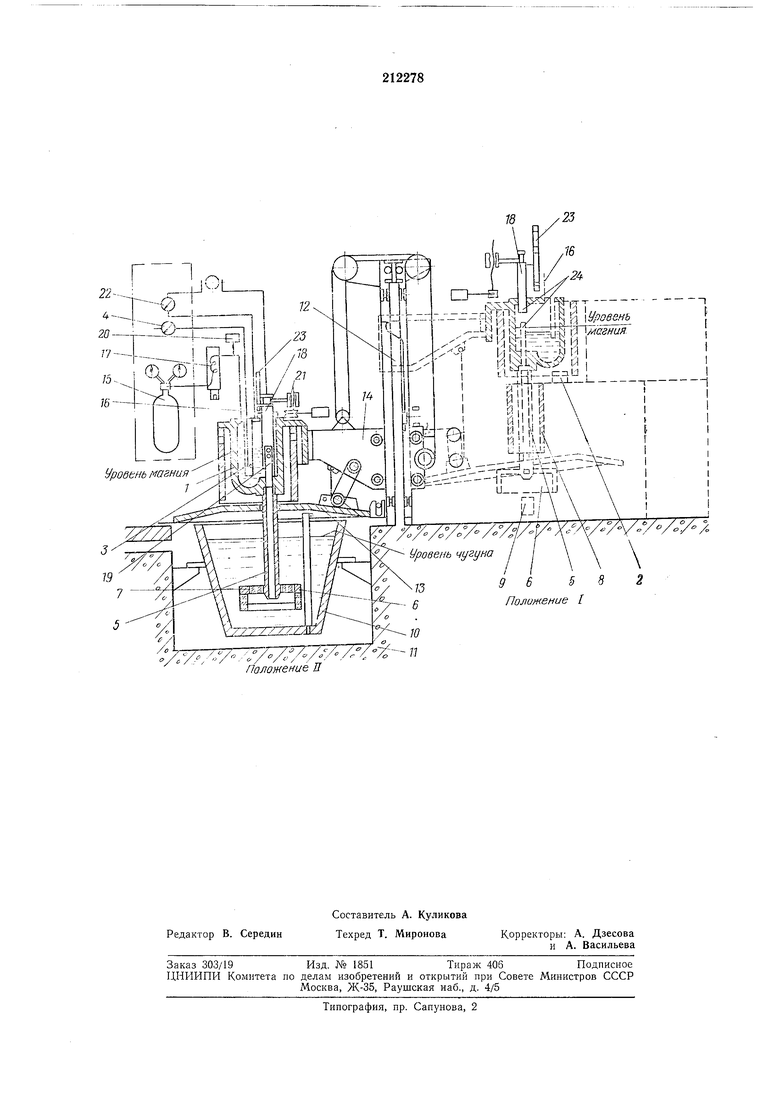
Оно состоит из следующих элементов: тигля / с магнием, газовой горелки 2 для расплавления модификатора в тигле, термопары 3, потенциометра 4, стояка 5, испарителя 6 с отверстиями 7 для выхода паров модификатора, печи 8 для разогрева стояка, газовой горелки 9 для разогрева испарителя, емкости 10 с металлом, кессона 11, неподвижной колонны 12, зонта 13, каретки 14, баллона с газом
15, трубы 16 подвода газа в тигель, печи 17 для подогрева газа, дозирующей трубы 18, трубы 19 подачи магния и газа в стояк, предохранительного клапана 20, привода 21 дозирующей трубы, контрольной лампочки 22,
шкалы 23 для контроля дозировки модификатора, фильтрующих отверстий 24 в дозирующей трубе и трубе для подачи газа и магния в стояк. В положении / устройства производятся
операции, подготавливающие его к работе. В этом положении в тигель / загружается необходимое количество магиия и покровного флюса, предотвращающих модификатор, например магний, от окисления. После этого тиходит разогрев стояка 5 печью 8, а газовой горелкой 9 - испарителя 6.
Емкость 10 с металлом, например чайниковый или стопорной ковш, устанавливают в кессон 11. После проведения подготовительных операций установка поворачивается в положение // (рабочее) вокруг неподвижной колонны 12.
Установка работает следующим образом. При модифицировании кессон 11 закрывается зонтом 13. Тигель 1 устанавливается на зонт 13 при помощи каретки 14, на которой он укреплен, а стояк 5 с испарителем 6 погружаются в емкость JO с металлом. В тигель 1 из баллона 15 непрерывно поступает газ по трубе 16, подогретый в печи 17 до температуру 750-950°С.
Дозирующая труба 18 в это время находится в крайнем положении (как это показано в положении /), поэтому газ из тигля беспрепятственно попадает в трубу 19, стояк 5 и через выходное отверстие в стояке 5 - в испаритель 5 и в металл. Давление подаваемого в тигель 1 газа зависит от высоты столба металла в ковше, т. е. от давления металла, и должно несколько превышать его; в случае подачи газа под более высоким давлением его излишек стравливается через предохранительный клапан 20.
Прохождение подогретого газа описанным выше путем предохраняет стояк 5 от попадания в него чугуна, а следовательно, от замораживания его чугуном, кроме того, нагретый газ дополнительно прогревает стояк 5 и испаритель 6.
После того как определенная порция газа пройдет через металл, включается привод 21 дозирующей трубы 18 и последняя погружается в расплавленный модификатор, например магний. Момент соприкосновения дозирующей трубы 18 с поверхностью расплавленного модификатора в тигле 1 фиксируется зажиганием контрольной лампочки 22. С этого момента отсчитывается необходимое количество подаваемого в металл модификатора, доза подачи которого определяется величиной заглубления дозирующей трубы 18 в расплавленный модификатор и контролируется по шкале 23. Расплавленный модификатор давлением поступающего в тигель 1 газа выдавливается в трубу 19 и через стояк 5 в испаритель 6. Модификатор, попадая в расплавленный чугун, испаряется, в результате чего создается давление 5 его паров, и уровень расплавленного металла в испарителе 6 устанавливается на определенной высоте, что обеспечивает испарение модификатора на поверхности чугуна. Пары его, выходя из отверстий 7 в испарителе, пронизывают толщу металла, производя модифицирующее действие.
Во избежание попадания окислов и шлака в стояк 5, в дозирующей трубе 18 и трубе 19 подачи магния и газа в стояк 5 предусмотре5 ны фильтрующие отверстия 24.
По окончании модифицирования установка возвращается в исходное положение I, а емкость 10 с металлом отправляется на разливку.
Предмет изобретения
1. Установка для модифицирования металла в емкости с зонтом, снабженная обогреваемым тиглем для жидкого модификатора, системой его дозирования, трубой для подачи газа и стояком для подачи модификатора и газа в металл, отличающаяся тем, что, с целью увеличения усвояемости магния и соз0 Дания условий для автоматизации процесса, на конце стояка установлен испаритель, выполненный в виде емкости с отверстиями в стенках, открытой со стороны, обращенной к днищу емкости с металлом.
5 2. Установка по п. 1, отличающаяся тем, что конец стояка, на котором установлен испаритель, заглублен в полость испарителя.
3.Установка по пп. 1 и 2, отличающаяся тем, что система дозирования жидкого магния
0 выполнена в виде дозирующей трубы и трубы подачи модификатора и газа в стояк, причем на трубах имеются отверстия для предотвращения попадания окислов и шлака в стояк.
4.Установка по пп. 1, 2 и 3, отличающаяся тем, что она содержит печь для нагрева газа,
соединенную с тиглем для магния.
5.Установка по пп. 1, 2, 3 и 4, отличающаяся тем, что она выполнена перемщающейся относительно емкости с металлом. П 1р,| f,, I П { ypoesHb ГЬ Л .-,,иКжч--Ь и I ,й i и 1 П|1|И 1 % iV rJ--F--- A- О/О/ УО/-/ /, Уровень чугуна 9658 Полин ение I

| название | год | авторы | номер документа |
|---|---|---|---|
| ШАХТНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ | 1968 |
|
SU206607A1 |
| УСТРОЙСТВО ДЛЯ МОДИФИЦИРОВАНИЯ И ОЧИСТКИСПЛАВОВ | 1972 |
|
SU329200A1 |
| ВПТБ | 1973 |
|
SU404855A1 |
| ШАХТНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ | 1967 |
|
SU204355A1 |
| Агрегат для плавки металлов | 1972 |
|
SU441291A1 |
| СПОСОБ ЛИТЬЯ С НАПРАВЛЕННЫМ ЗАТВЕРДЕВАНИЕМ ОТЛИВОК | 1992 |
|
RU2026151C1 |
| УСТРОЙСТВО ДЛЯ ЗАЛИВКИ И ДОЗИРОВАНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 1970 |
|
SU279910A1 |
| УСТРОЙСТВО для ВАКУУМНОЙ ОБРАБОТКИ И РАЗЛИВКИ МЕТАЛЛА | 1973 |
|
SU407960A1 |
| Установка для модифицирования чугуна | 1986 |
|
SU1392113A1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА | 2018 |
|
RU2697136C1 |