1
Изобретение относится к металлургии.
Известно устройство для слива стали из электропечи, состоящее из футерова нного желоба, закрепленного на кожухе печи. При наклоне лечи вначале сходит часть шлака, затем сливается сталь. Струя стали, надая с больHIOH высоты на слой шлака, смешивается с ним, и частицы шлака эмульгируют в металл. Часть шлака остается в стали в виде неметаллических включений и является причиной .худшения качеств;-, стали.
Для уменьшения содержания неметаллических включений li стали предлагаемое устройство состоит из желоба, на конце которого шар«ирно закреплена воронка.
Кроме тото, для лучшего слива стали конец желоба выполнен в виде сферы, в нижней части которой имеется щель, вытянутая в направлении .продольной оси желоба.
Для предотврац1ения вторичного окисления стали желоб снабжен плотно закрывающейся крышкой. Иаличие пористого огнеупорного блока в нижней части желоба позволяет улучшить качество стали за счет продувки ее инертными газами при сливе из электропеч-и. Улучшепие условий слива стали и дополнительное иовыше 1ие :качества стали дости-гаются за счет установки в верхней части подвижной еороики пористого огнеупорного блока.
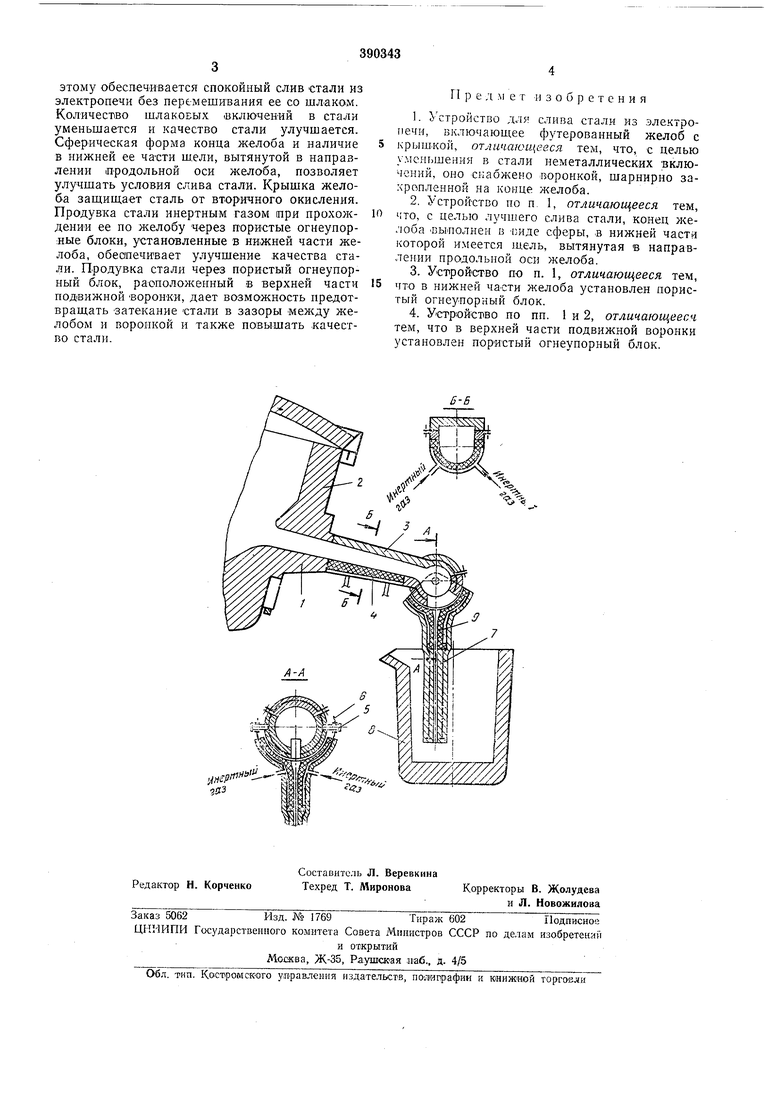
На чертеже показаны электропечь и олисываемое устройство с разрезами но А-.4 и Б-Б.
К кожуху электропечи / прикреплен футерованный желоб 2, конец которого вынолнен н виде сферы, имеющей в части щель, ,ытя 1утую вдоль продольной оси желоба. Сверху желоб накрывается крышкой 5, а в нижней его части устанавливается пористый огнеупорный блок 4. На конце желоба находятся ца-пфы 3, к которым при помощи подшипникового узла 6 крепится подвижная воронка 7, входящая при сливе стали из электропечи в сталеразливочный ковш 8. Б верхней части подвил ной воронки размещается пористый огнеупорный блок 9.
Перед наклоном электропечи / для выпуска стали желоб 2 накрывают крышкой 3 и воронку 7 вводят в ковш 8. Одновременно с началом слива стали ,к пористому огнеупорному блоку 4 подводят инертный газ и продувают сталь, проходящую по желобу. Сталь проходит по желобу 2, далее через щель в конце его попадает в вороику 7 и сходит в ковщ 8. При прохождении стали но воровке производится продувка ее инертным газом через пористый огнеупорный блок 9. Благодаря шарнирному креплению воронка сохраняет вертикальное положение при нажлсне печи.
При сливе стали нижний конец воронки находится в ковше под слоем шлака. Благодаря
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯ I ^mm-imm-iAA | 1973 |
|
SU372417A1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092271C1 |
| Желоб для выпуска и обработкижидКОгО МЕТАллА | 1979 |
|
SU802376A1 |
| СПОСОБ ВЫПЛАВКИ, РАСКИСЛЕНИЯ, ЛЕГИРОВАНИЯ И ОБРАБОТКИ СТАЛИ | 2009 |
|
RU2405046C1 |
| СПОСОБ ОЧИСТКИ РАСПЛАВА ЧЕРНЫХ МЕТАЛЛОВ | 1991 |
|
RU2017829C1 |
| УСТРОЙСТВО ДЛЯ ПРОДУВКИ РАСПЛАВЛЕННОГОМЕТАЛЛА | 1971 |
|
SU296617A1 |
| ГИБКАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ С МИНИМАЛЬНЫМ ПОТРЕБЛЕНИЕМ ЭНЕРГИИ И СПОСОБЫ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПРОДУКТОВ | 2012 |
|
RU2530578C2 |
| БИБЛИОТЕЧКА | 1973 |
|
SU372024A1 |
| СТАЛЕВЫПУСКНОЙ ЖЕЛОБ ДЛЯ СМЕШИВАНИЯ СТАЛИ С РАФИНИРОВОЧНЫМ ШЛАКОМ | 1996 |
|
RU2101125C1 |
| Промежуточный ковш для разливкиСТАли | 1978 |
|
SU831296A1 |
