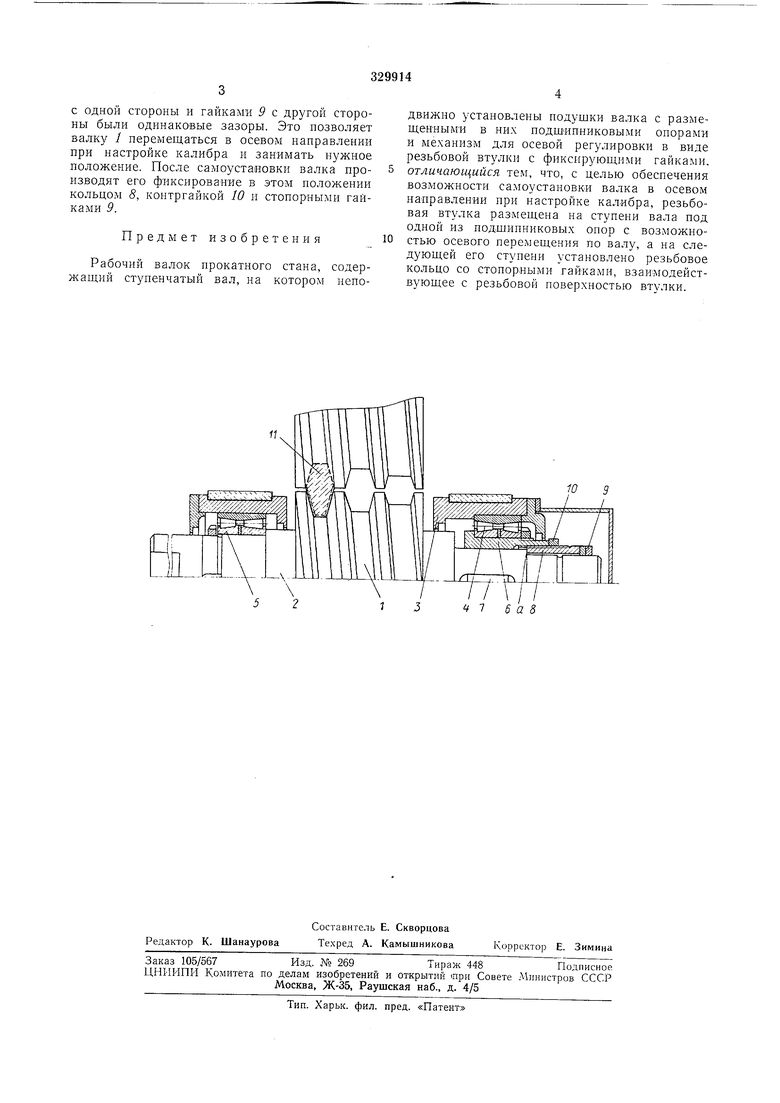
Изобретение относится к устройству рабочих валков станов поперечно-винтовой прокатки. Известен рабочий валок прокатного стана, содержащий ступенчатый вал, на котором неподвижно установлены подушки валка с размещенными в них подшипниковыми опорами и механизм для осевой регулировки в виде резьбовой втулки с фиксирующими гайками. С целью обеспечения возможности самоустановки валка в осевом направлении при настройке калибра резьбовая втулка размещена на ступени вала под одной из подшипковых опор с возможностью осевого перемещения по валу, а на следующий его ступени установлено резьбовое кольцо со стопорными гайками, взаимодействующее с резьбовой поверхностью втулки. На чертеже показан общий вид рабочего валка согласно изобретению. Рабочий валок 1 включает ступенчатый вал 2, на котором неподвижно установлены подушки 5 с размещенными в них подшипниковыми опорами 4, 5 и механизм для осевой регулировки в виде резьбовой втулки 6. Резьбовая втулка о смонтирована на ступени вала 2 под одной из подшипниковых опор 4 с возможностью осевого перемещен; я. На другой ступени вала 2 установлено резьбовое кольцо 8, взаимодействующее с резьбовой поверхностью втулки 6. Резьбовое кольцо 8 поджато к бурту предыдущей ступени вала 2 стопорными гайками 9. Для стопорения резьбового соединения втулки 6 и кольца 8 предусмотрена контргайка Ю. Осевое регулирование валка и его настройка осуществляются следующим образом. Для проведения осевого регулирования валка 1 откручивают контргайку 10, несколько отпускают стопорные гайки 9 до появления зазора между ними и резьбовым кольцом 8 и вращением этого кольца перемещают рабочий валок / вдоль его оси вправо и влево на необходимую величину, после чего производят стопорение втулки 6 контргайкой W и стопорными гайками 9. Для осуществления самоустановки валка в осевом направлении при настройке калибра (настройка при прокатке в винтовых калибрах осуидествляется путем радиального сближения валков) на установленный в их ручей шаблон 11, при этом или один валок ., или оба валка (другой не показан) должны иметь возможность самоустанавливаться в осевом направлении: откручивают коитргайку W и стопорные гайки 9. затем вращением устанавливают резьбовое кольцо 8 так, чтобы между его торцами и буртом а вала
с одной стороны и гайками 9 с другой стороны были одинаковые зазоры. Это нозволяет валку / перемещаться в осевом направлении при настройке калибра н занимать нужное положение. После самоустановки валка производят его фиксирование в этом положении кольцом 8, контргайкой 10 и стопорными гайками 9.
Предмет изобретения
Рабочий валок прокатного стана, содержащий ступенчатый вал, на котором неподвижно установлены подушки валка с размещенными в них подщипниковыми опорами и механизм для осевой регулировки в виде резьбовой втулки с фиксирующими гайками. отличающийся тем, что, с целью обеспечения возможности самоустановки валка в осевом наиравлении ири настройке калибра, резьбовая втулка размещена на ступени вала под одной из подшипниковых опор с возможностью осевого перемещения по валу, а на следующей его стунени установлено резьбовое кольцо со стопорными гайками, взаимодействующее с резьбовой поверхностью втулки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХОПОРНЫЙ РАБОЧИЙ ВАЛОК ПРОКАТНОГО СТАНА | 1972 |
|
SU330893A1 |
| Механизм осевой регулировки валка | 1980 |
|
SU900897A1 |
| Валок трубопрокатного стана | 1972 |
|
SU438453A1 |
| РАБОЧИЙ ВАЛОК ПРОКАТНОГО СТАНА | 1970 |
|
SU262061A1 |
| Опорный узел прокатного валка | 1979 |
|
SU820944A1 |
| УСТРОЙСТВО ДЛЯ РАДИАЛЬНОЙ И ОСЕВОЙ РЕГУЛИРОВКИ ВАЛКА ПРОКАТНОЙ КЛЕТИ | 1993 |
|
RU2048220C1 |
| Рабочая клеть трубоформовочного стана | 1980 |
|
SU869903A1 |
| Рабочая клеть формовочного стана | 1983 |
|
SU1121079A1 |
| Рабочая клеть прокатного стана | 1990 |
|
SU1776209A3 |
| Вертикальная формовочная клеть трубоформовочного стана | 1989 |
|
SU1697921A1 |
