54) РАБОЧАЯ КЛЕТЬ ТРУБОФОРМОВОЧНОГО СТАНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| Формовочная клеть трубопрофильного стана | 1981 |
|
SU1098605A1 |
| Клеть прокатного стана | 1982 |
|
SU1087220A1 |
| ФОРМОВОЧНАЯ КЛЕТЬ | 2011 |
|
RU2476282C1 |
| Формовочный стан | 1975 |
|
SU599882A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Рабочая клеть прокатного стана | 1987 |
|
SU1433511A1 |
| Рабочая клеть формовочного стана | 1983 |
|
SU1121079A1 |
| Рабочая клеть трубоформовочного стана | 1982 |
|
SU1053923A1 |
| Клеть трубоформовочного стана | 1976 |
|
SU623606A1 |
1
Изобретение относится к трубопрокатному производству, а точнее к рабочей клети трубоформовочного стана.
Изобретение наиболее эффективно может быть использовано при производстве сварных прямошовных труб.
Известна рабочая клеть трубоформовочного стана, содержащая опорный вал, подушки с подшипниковыми опорами, калибр, регулировочные гайки для настройки и фиксации калибра 1.
Недостатком данной рабочей клети является то, что калиброванный валок с целью возможности его осевой регулировки должен устанавливаться на валу по подвижной посадке с гарантированным зазором.
Наличие зазора в сопряжении калиброванного валка с валом приводит к быстрому интенсивному износу рабочей поверхности вала и преждевременному выходу его из строя.
Известна также рабочая клеть трубного стана, содержащая установленные в станине подущки с валками и механизмами радиальной и осевой регулировки валков 2.
Недостатком данной рабочей клети является сложность настройки калибра,так как
регулировочные винты находятся не только в наружных крышках подушек, но и в крышках, размещенных внутри станины клети, что практически ограничивает осевую регулировку калибра в линии стана.
Целью изобретения является повышение
качества формовки путем повышения точности настройки валков.
Поставленная .цель достигается тем, что в рабочей клети трубоформовочного стана, содержащей установленные в станине поIQ душки с валками и механизмами радиальной и осевой регулировки валков, каждая из подушек выполнена с пазом, а механизм осевой регулировки - в виде вкладыша с буртами и резьбовым отверстием, полого винта, размещенного в указанном резьбовом отверстии, и оси, при этом вкладыш размещён в пазу подущки с возможностью охвата буртами корпуса станины, а полый винт размещен на оси между боковыми поверхностями паза.
Такое конструктивное выполнение рабочей клети трубоформовочного стана позволяет повысить надежность и упростить настройку калиброванного валка. Это достигается благодаря тому, что вкладыш, расположенный в пазу подуи1ки, жестко связан с подушкой с помощью оси, что обеспечивает жесткую усгановку вкладыша в подушке в процессе радиального перемещения. Выполнение вдладыща с буртами, охватывающими станину, исключает перекос вкладыща с подушкой и валком в станине рабочей клети. Выполнение опорных поверхностей вкладыша сопряженными с параллельными поверхностями подушки и станины исключает перекос подушки и калиброванного валка при радиальном перемещении последнего.
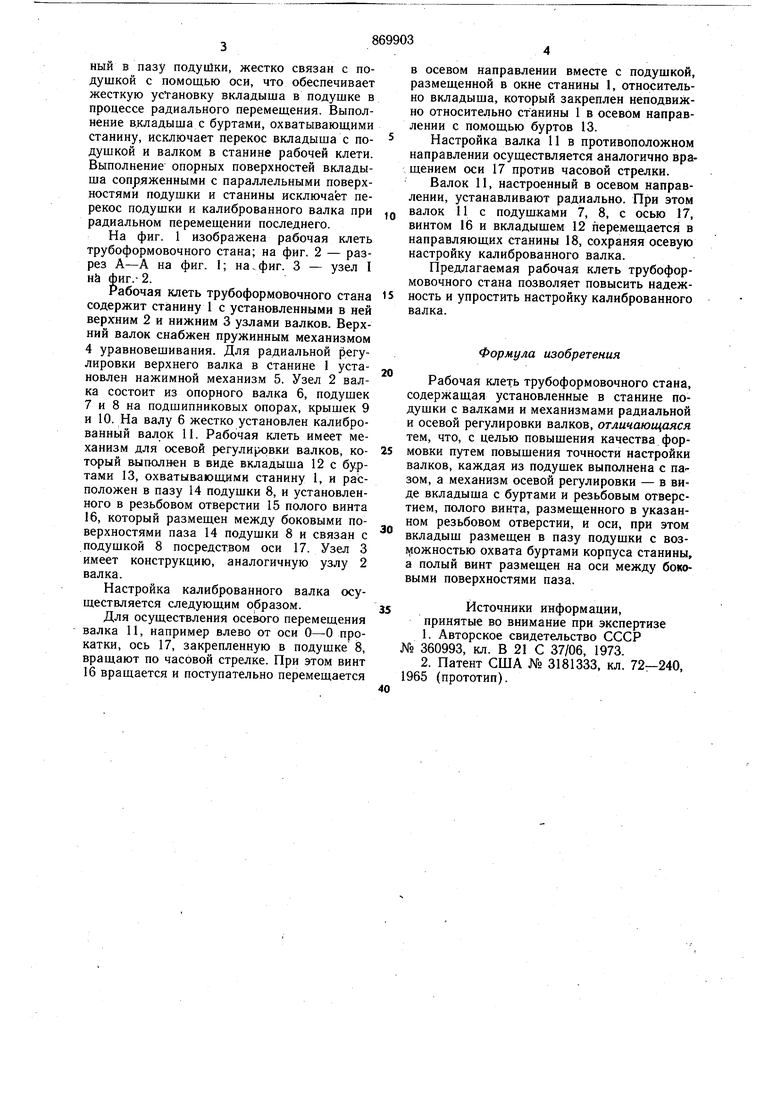
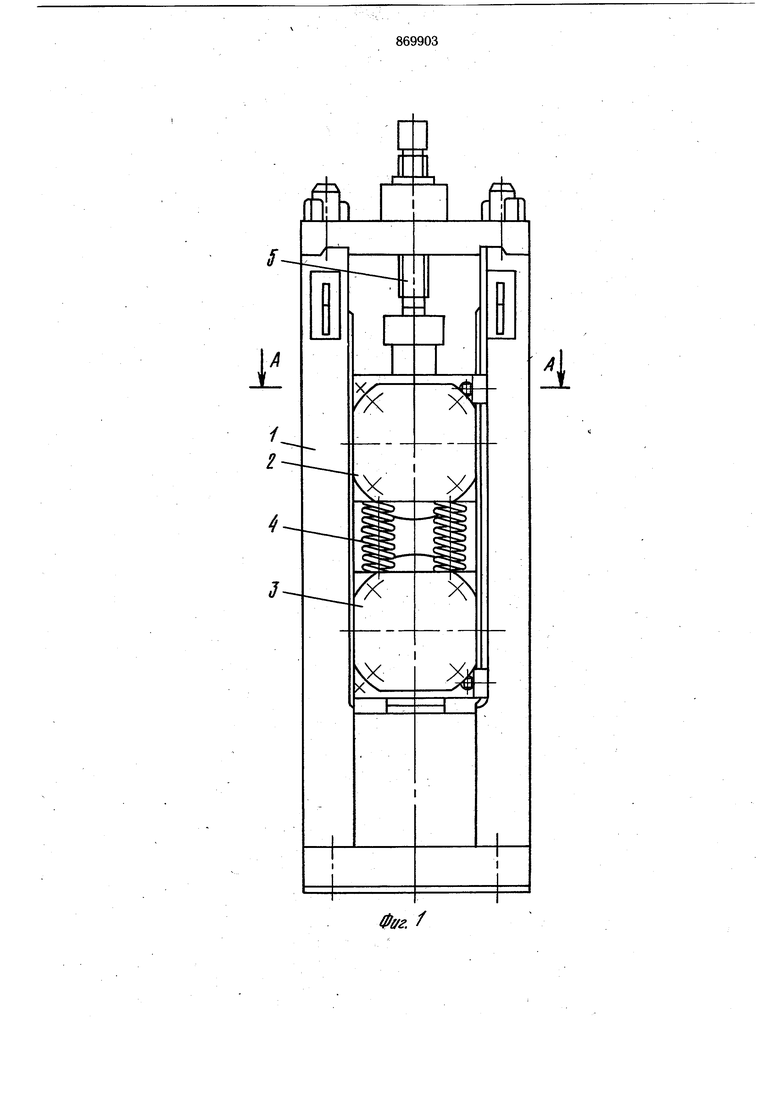
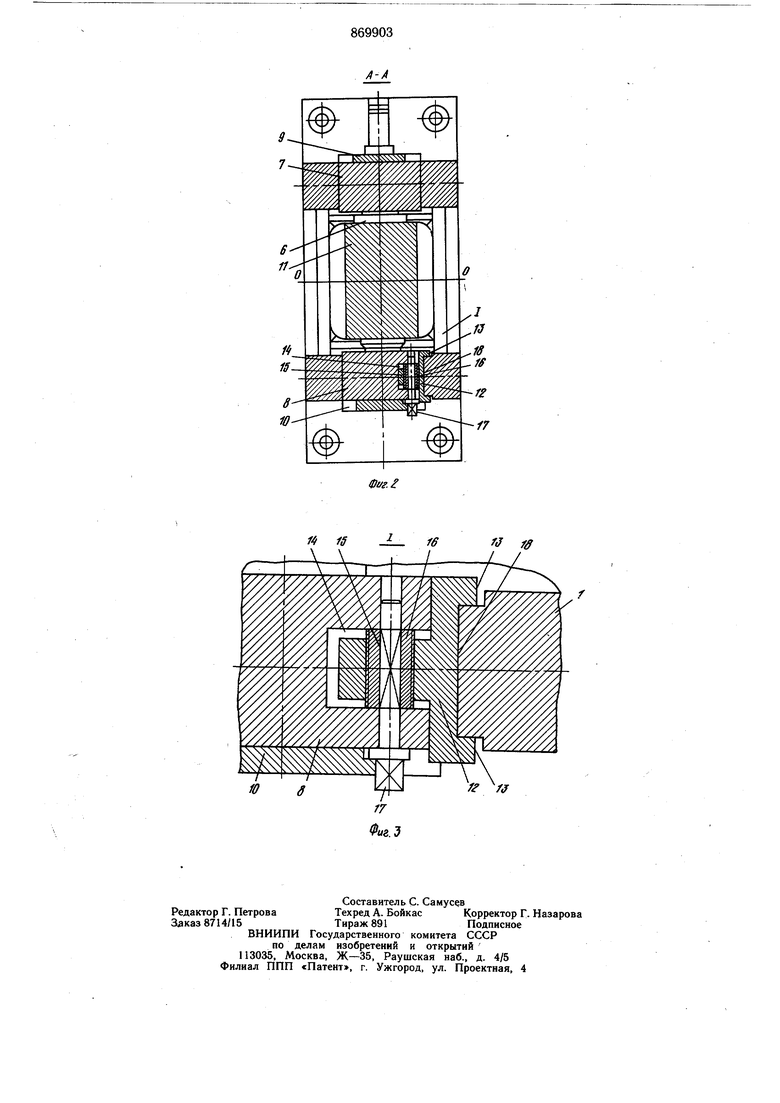
На фиг. 1 изображена рабочая клеть трубоформовочного стана; на фиг. 2 - разрез А-А на фиг. 1; на.фиг. 3 - узел I ни фиг.- 2.
Рабочая клеть трубоформовочного стана содержит станину 1 с установленными в ней верхним 2 и нижним 3 узлами валков. Верхний валок снабжен пружинным механизмом 4 уравновешивания. Для радиальной регулировки верхнего валка в станине 1 установлен нажимной механизм 5. Узел 2 валка состоит из опорного валка б, подушек 7 и 8 на подшипниковых опорах, крышек 9 и 10. На валу 6 жестко установлен калиброванный валок П. Рабочая клеть имеет механизм для осевой регулировки валков, который выполнен в виде вкладыша 12 с буртами 13, охватывающими станину 1, и расположен в пазу 14 подушки 8, и установленного в резьбовом отверстии 15 полого винта 16, который размещен между боковыми поверхностями паза 14 подушки 8 и связан с подушкой 8 посредством оси 17. Узел 3 имеет конструкцию, аналогичную узлу 2 валка.
Настройка калиброванного валка осуществляется следующим образом.
Для осуществления осевого перемещения валка 11, например влево от оси О-О прокатки, ось 17, закрепленную в подушке 8, вращают по часовой стрелке. При этом винт 16 вращается и поступательно перемещается
в осевом направлении вместе с подушкой, размещенной в окне станины 1, относительно вкладыща, который закреплен неподвижно относительно станины 1 в осевом направлении с помощью буртов 13.
Настройка валка 11 в противоположном направлении осуществляется аналогично вращением оси 17 против часовой стрелки.
Валок II, настроенный в осевом направлении, устанавливают радиально. При этом
валок 11 с подушками 7, 8, с осью 17, винтом 16 и вкладышем 12 перемещается в направляющих станины 18, сохраняя осевую настройку калиброванного валка.
Предлагаемая рабочая клеть трубоформовочного стана позволяет повысить надежность и упростить настройку калиброванного валка.
Формула изобретения
Рабочая клеть трубоформовочного стана, содержащая установленные в станине подушки с валками и механизмами радиальной и осевой регулировки валков, отличающаяся тем, что, с целью повышения качества формовки путем повышения точности настройки валков, каждая из подушек выполнена с пазом, а механизм осевой регулировки - в виде вкладыша с буртами и резьбовым отверстием, полого винта, размещенного в указанном резьбовом отверстии, и оси, при этом вкладыш размещен в пазу подушки с воз у1ожностью охвата буртами корпуса станины, а полый винт размещен на оси между боковыми поверхностями паза.
Источники информации, принятые во внимание при экспертизе
Фог. /
J fff
f6
fe V.r
